Isuzu KB P190. Manual - part 751
Engine Mechanical – V6
Page 6A1–227
Page 6A1–227
2
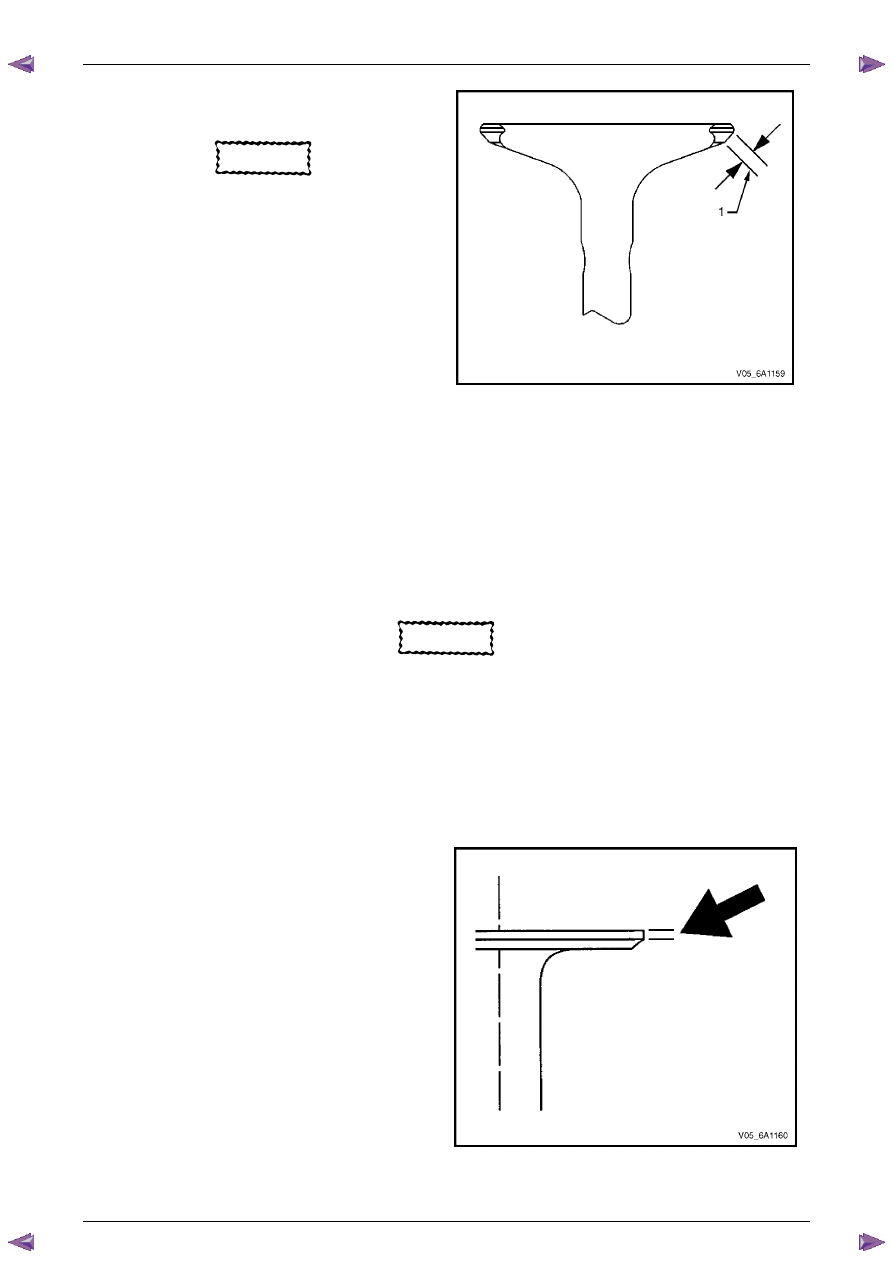
Measure the seat width on the valve face (1) using a
correct scale.
CAUTION
The seat contact area must be at least
0.5 mm from the outer diameter (margin) of
the valve. If the contact area is too close to
the margins, the seat must be reconditioned
to move the contact area away from the
margin.
3
Compare the measurements with the specifications,
refer to
5 Specifications
.
4
If the seat widths are acceptable, check the valve
seat roundness, refer to Valve Seat Roundness
Measurement Procedure in this Section.
5
If the seat width is not acceptable, grind the valve
seat to bring the width back to specification. Correct
valve seat width is critical to providing the correct
amount of valve heat dissipation, refer to Valve and
Seat Reconditioning Procedure in this Section.
Figure 6A1 – 383
Valve Seat Roundness Measurement Procedure
1
Measure the valve seat roundness using a dial indicator attached to a tapered pilot installed in the guide. The pilot
should have a slight bind when installed in the guide.
CAUTION
The correct size pilot must be used. Do not
use adjustable diameter pilots. Adjustable
pilots may damage the valve guides.
2
Compare your measurements with the specifications, refer to
5 Specifications
.
3
If the valve seat exceeds the roundness specification, grind the valve and valve seat, refer to Valve and Seat
Reconditioning Procedure in this Section.
4
If new valves are being used, the valve seat roundness must be within 0.05 mm.
Valve Margin Measurement Procedure
1
Measure the valve margin using an appropriate scale.
2 Refer
to
5 Specifications
for minimum valve margin
and compare them to your measurements.
3
If the valve margins are beyond specification, replace
the valves.
4
If the valve margins are within specification and do
not require refacing, test the valve for seat
concentricity, refer to Valve-to-Seat Concentricity
Measurement Procedure in this Section.
Figure 6A1 – 384