Isuzu KB P190. Manual - part 673
Engine Mechanical – V6
Page 6A1–213
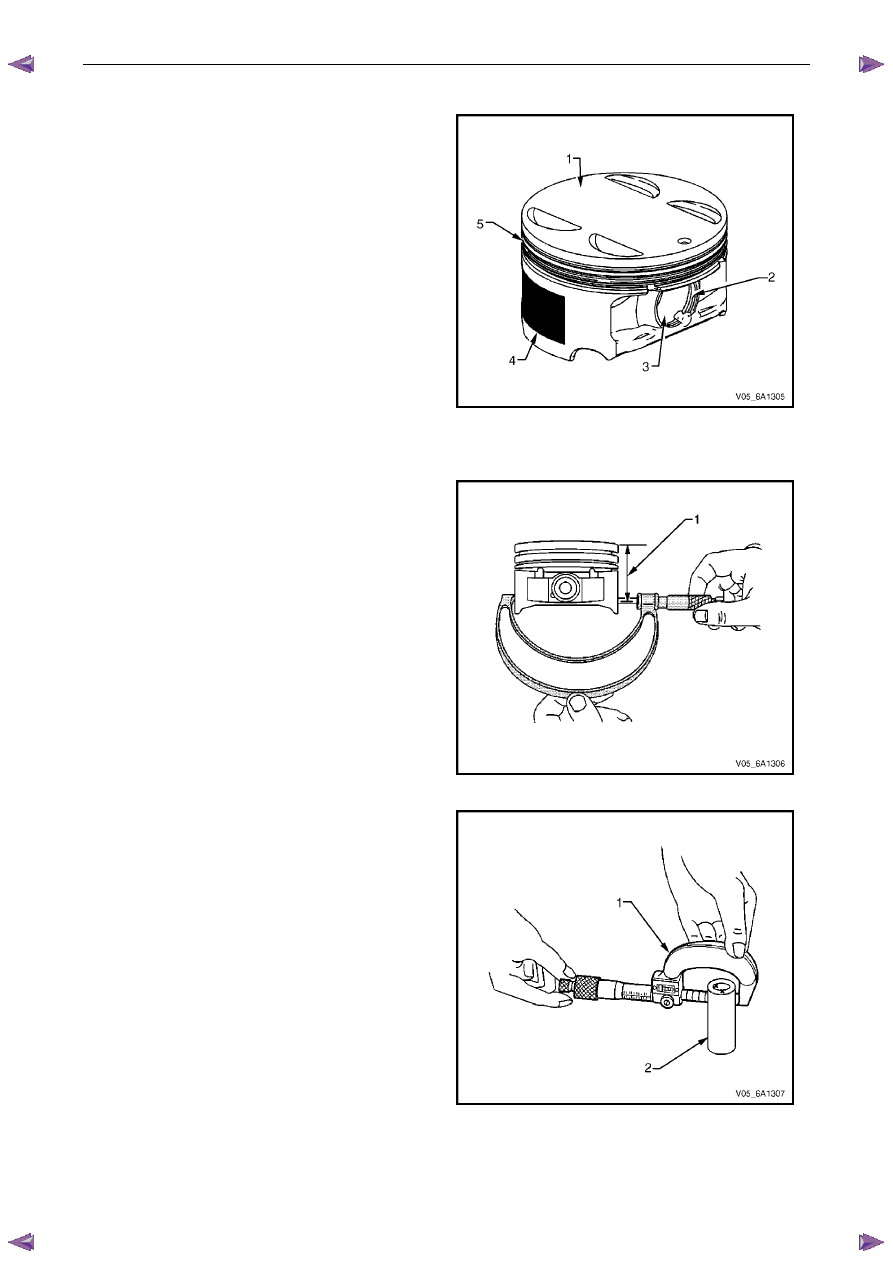
Piston Inspection Procedure
1
Inspect the pistons for the following conditions:
•
eroded areas at the top of the piston (1),
•
piston pin retainer grooves for burrs (2),
•
worn piston pin bores or worn piston pins (3),
•
scuffed or damaged skirt coating (4),
•
ring grooves for cracks, nicks or burrs that may
cause binding (5), and
•
warped or worn ring lands.
2
Replace pistons that show any signs of damage or
excessive wear.
Figure 6A1 – 384
Piston Measurement
1
Measure piston width using the following procedure:
a
Using an outside micrometer, measure the
width of the piston at 30 mm below the crown
top (1), at the thrust surfaces of the piston,
perpendicular to the piston pin centreline.
b
Compare the measurement of the piston to its
original cylinder by subtracting the piston width
from the cylinder diameter.
c
Check your measurements with specifications,
refer to 5
Specifications.
d
If the clearance obtained through measurement
is greater than the provided specifications and
the cylinder bores are within specification,
replace the piston.
Figure 6A1 – 385
2
Measure the piston pin bore to piston pin (2)
clearances using the following procedure:
a
Piston pin bores and pins must be free of
varnish or scuffing.
b
Use an outside micrometer (1) to measure the
piston pin in the piston contact areas.
Figure 6A1 – 386