DAF LF45, LF55 Series. Manual - part 616
9
LF45/55 series
General
CHASSIS
1-1
1. GENERAL
1.1 REPAIRS TO THE CHASSIS
-
Any welding, aligning, drilling and
wheelbase alteration activities that are not
described in this workshop manual or in any
of the latest releases of DAF’s Chassis
Guidelines must be authorised by DAF.
-
Following chassis repair, the cause of the
chassis damage should be rectified.
Welding
-
Chassis welding may only be carried out by
welders holding a valid EN 287-1 certificate.
-
Slag inclusions and other contamination in
the welds are totally unacceptable.
Note:
Welding a chassis made from High Tensile
Strength steel KF 450 is strongly advised
against. If, however, you do wish to weld a High
Tensile Strength steel chassis, contact DAF
always first.
The welding electrode must meet the standard:
EN 757: EY 4666 MNB.
To repair cracks in the chassis, proceed as
follows, taking account of the guidelines given
above:
1.
Remove all parts restricting a clear working
area.
2.
Thoroughly clean the crack so that the
course of the crack is clearly visible.
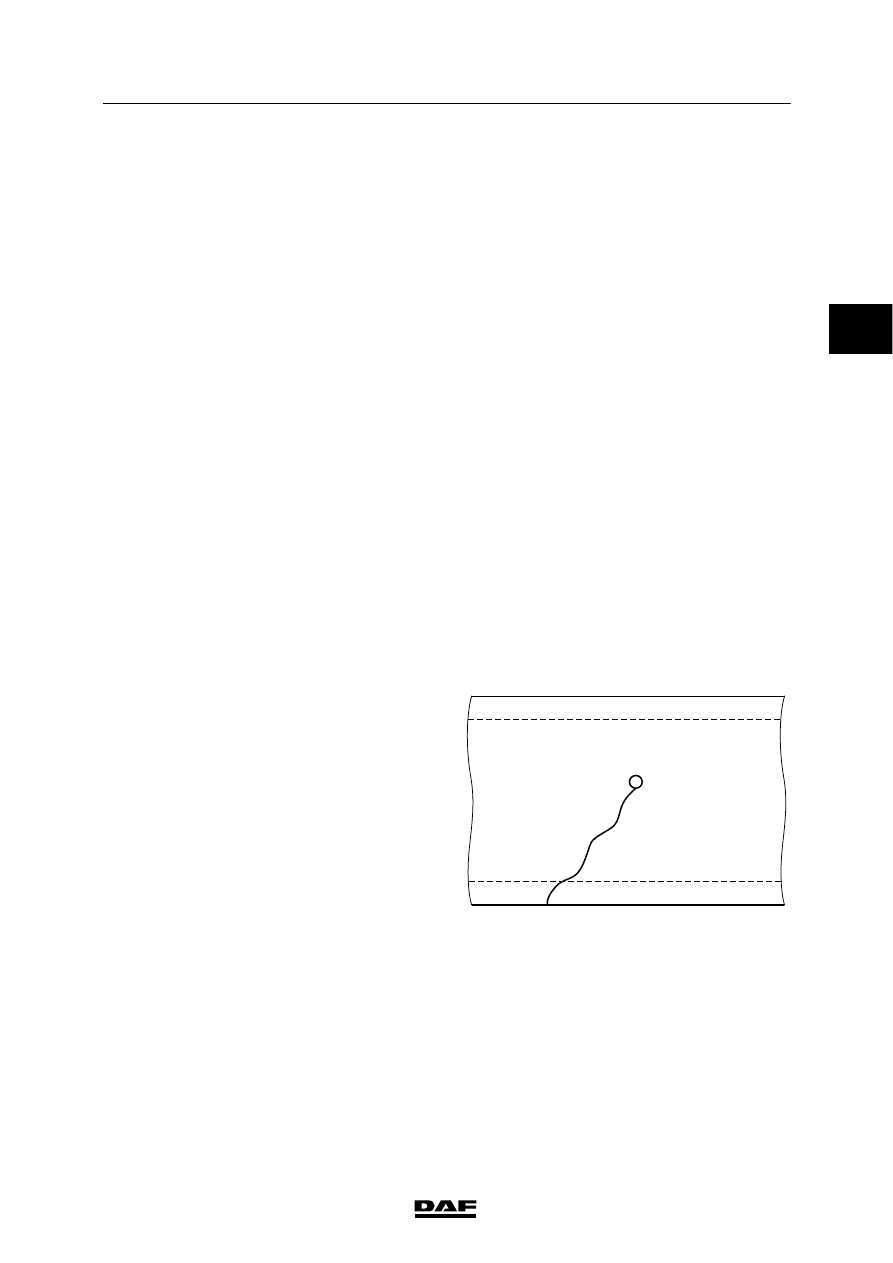
3.
Drill a small hole at the end of the crack.
This will prevent the crack from continuing.
W9 01 001
2
ǹ 0207