Chrysler Pacifica. Manual - part 702
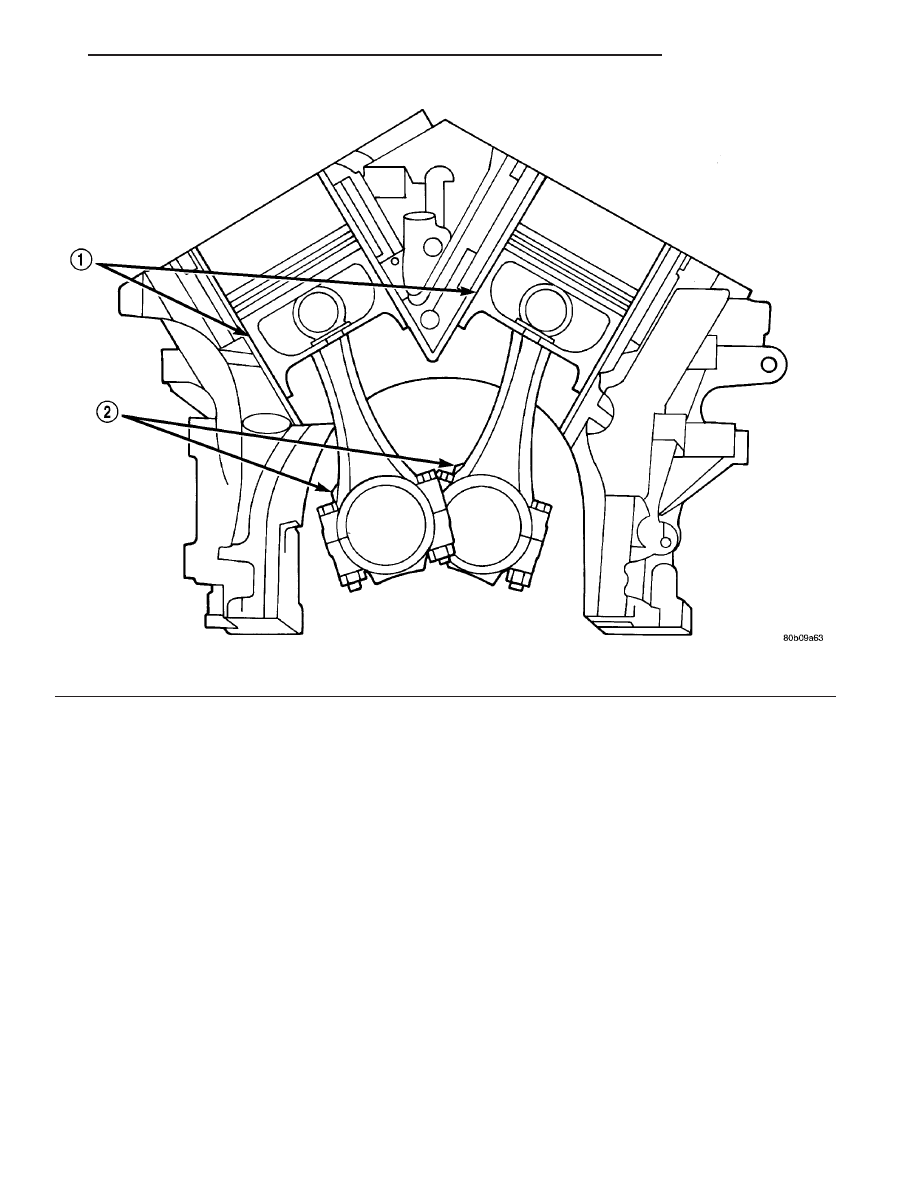
Fig. 82 Piston and Connecting Rod Positioning
1 - MAJOR THRUST SIDE OF PISTON
2 - OIL SQUIRT HOLE
CS
ENGINE 3.8L
9 - 163
CONNECTING ROD BEARINGS (Continued)
|
|
|
Fig. 82 Piston and Connecting Rod Positioning 1 - MAJOR THRUST SIDE OF PISTON 2 - OIL SQUIRT HOLE CS ENGINE 3.8L 9 - 163 CONNECTING ROD BEARINGS (Continued) |