Chrysler Pacifica. Manual - part 699
(4) For rocker arm disassembly procedures, (Refer
to 9 - ENGINE/CYLINDER HEAD/ROCKER ARMS -
DISASSEMBLY).
DISASSEMBLY - ROCKER ARMS AND SHAFT
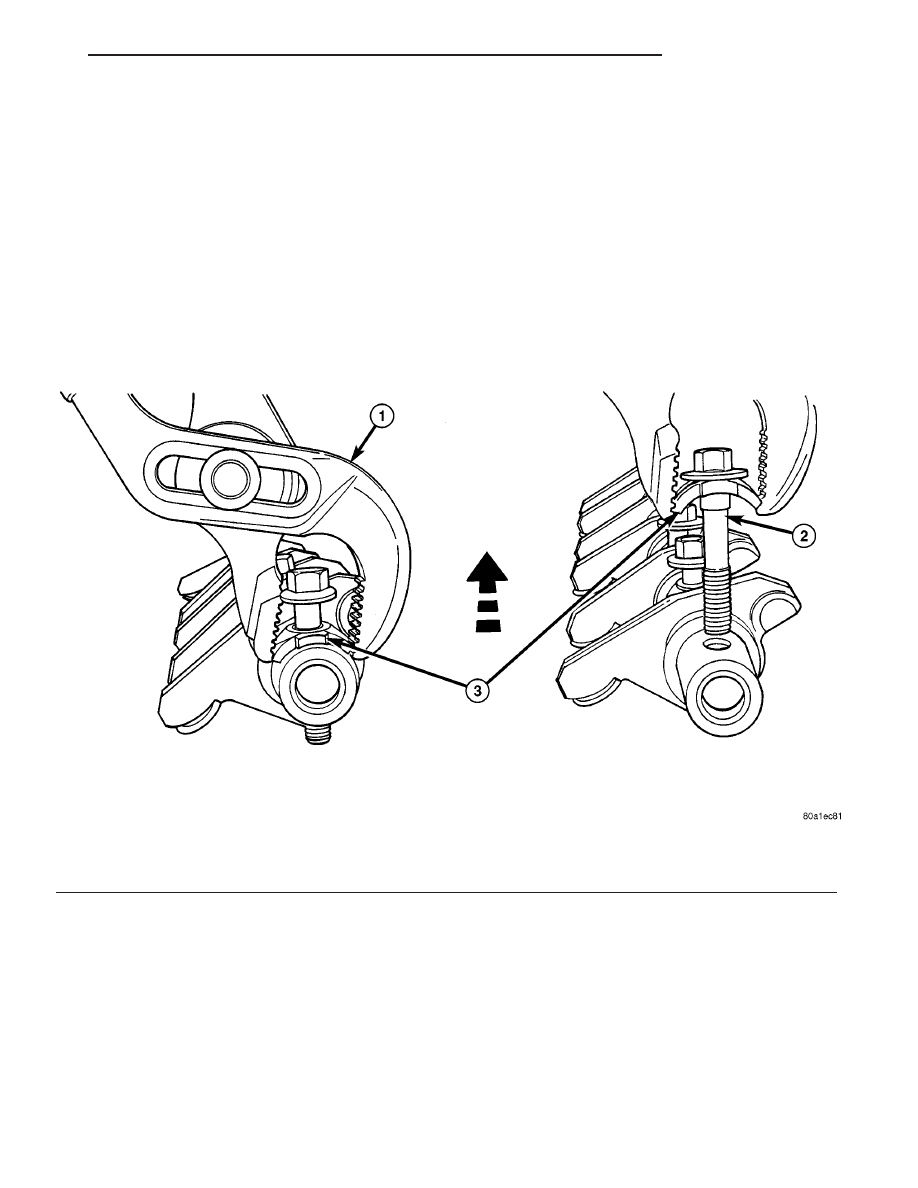
CAUTION: Do not attempt to drive the billeted bolt
from the rocker shaft. This can damage the rocker
arm retainer and bolt assembly.
(1) Remove the rocker arm retainer and bolt by
performing the following procedure:
(a) Using adjustable pliers, grip the edges of the
retainer (Fig. 58).
(b) Apply an upward force with a slight rocking
motion until the retainer disengages from shaft
(Fig. 58).
(2) Remove rocker arms (Fig. 59). Identify the
component locations for reassembly in original loca-
tions.
Fig. 58 ROCKER ARM RETAINER - REMOVAL
1 - ADJUSTABLE PLIERS
3 - ROCKER ARM RETAINER
2 - BILLETED ROCKER SHAFT BOLT
CS
ENGINE 3.8L
9 - 151
ROCKER ARMS (Continued)