содержание .. 23 24 25 26 ..
Справочник строителя тепловых сетей (Захаренко С.Е.) - часть 25
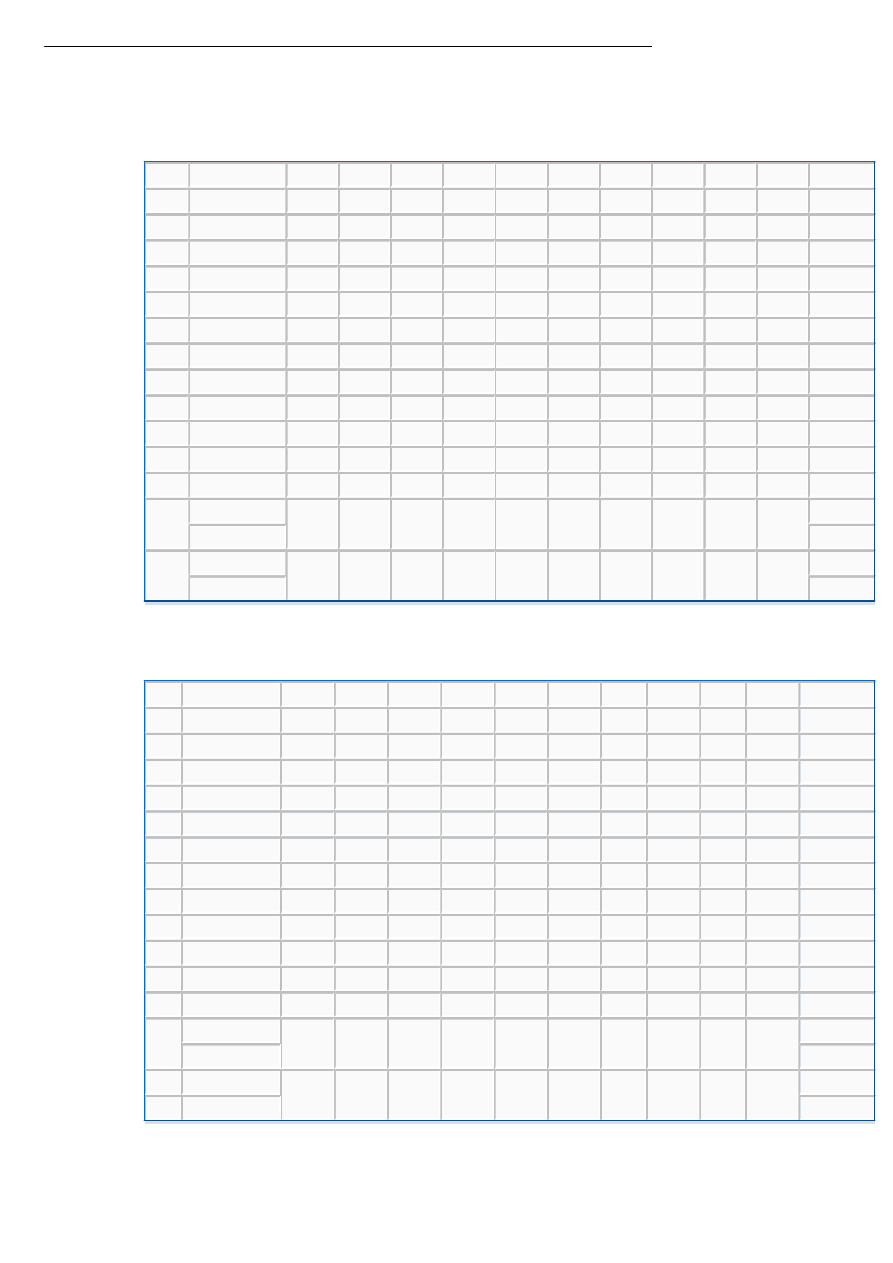
Таблица 14.11. Концевые секторы β/2=11º15'
Dy
D
H
xS
πDн
у1
у2
у3
у4
у5
у6
у7
у8
у9
Масса, кг
150
159х4,5
500
79,0
80,0
84,0
89,0
95,0
101,0
106,0
110,0
111,0
1,6
200
219x5
688
88,0
90,0
95,0
102,0
110,0
118,0
125,0
130,0
132,0
2,9
250
273х7
858
97,0
99,0
105,0
114,0
124,0
134,0
143,0
149,5
151,0
0,0
300
325х7
1021
107,0
109,0
117,0
127,0
139,5
152,0
162,0
170,0
172,0
7,8
400
426х7
1338
127,0
130,0
139,0
153,0
169,0
185,0
199,0
208,0
211,0
12,4
450
480x8
1508
136,5
140,0
150,0
166,0
184,0
202,0
218,0
228,0
232,0
17,0
500
530x9
1665
97,0
101,0
112,5
129,5
149,5
169,5
186,5
198,0
202,0
17,6
600
630х8
1979
106,0
111,5
125,0
145,0
169,0
193,0
213,0
227,0
232,0
20,9
700
720х9
2262
118,0
123,0
139,0
162,0
189,0
216,0
239,0
255,0
260,5
30,2
800
820x10
2576
127,0
133,0
151,0
178,0
209,0
240,0
266,0
284,0
290,0
42,4
900
920х11
2840
137,0
144,0
164,0
194,0
229,0
264,0
294,0
313,0
320,0
57,0
1000
1020х12
3204
148,0
156,0
178,0
210,0
249,0
288,0
320,0
342,0
350,0
75,0
1200
1220х14
3833
168,0
176,5
203,0
243,0
289,0
335,0
375,0
402,0
410,0
121,0
1220x18
154,0
1400
1420х16
4461
187,0
198,0
228,0
274,0
328,5
383,0
429,0
459,0
470,0
184,0
1420х20
228,0
Таблица 14.12. Промежуточные секторы β/2 = 22°30'; a = 2у
9
; b = 2у
1
Dy
D
H
xS
πDн
у1
у2
у3
у4
у5
у6
у7
у8
у9
Масса, кг
150
159х4,5
500
29,0
30,0
34,0
39,0
45,0
51,0
56,0
60,0
61,0
1,5
200
219x5
688
38,0
42,0
45,0
52,0
60,0
68,0
75,0
80,0
82,0
3,2
250
273х7
858
47,0
49,0
55,0
64,0
74,0
84,0
93,0
99,0
101,0
6,8
300
325х7
1021
57,0
59,0
67,0
77,0
89,5
102,0
112,0
120,0
122,0
9,8
400
426x7
1338
77,0
80,0
89,0
103,0
119,0
135,0
149,0
158,0
161,0
17,3
450
480x8
1508
86,0
90,0
100,0
116,0
134,0
152,0
168,0
178,0
182,0
25,4
500
530х9
1665
47,0
51,0
62,0
79,0
93,0
119,0
136,0
148,0
152,0
23,2
600
630x8
1979
56,0
61,0
75,0
95,0
119,0
143,0
163,0
177,0
182,0
29,6
700
720х9
2262
68,0
73,0
89,0
112,0
130,0
166,0
189,0
205,0
210,0
44,4
800
820x10
2576
77,0
83,0
101,0
128,0
159,0
190,0
216,0
234,0
240,0
64,3
900
920х11
2890
87,0
94,0
114,0
144,0
179,0
214,0
244,0
263,0
270,0
89,2
1000
1020x12
3204
98,0
106,0
128,0
160,0
199,0
238,0
270,0
292,0
300,0
120,0
1200
1220х14
3823
117,0
126,0
153,0
193,0
239,0
285,0
325,0
352,0
361,0
199,0
1220x18
255,0
1400
1420x16
4461
137,0
148,0
178,0
224,0
278,0
333,0
379,0
409,0
420,0
312,0
1440
1420х20
384,0