Nissan Murano Z50 (2006 year). Manual - part 43
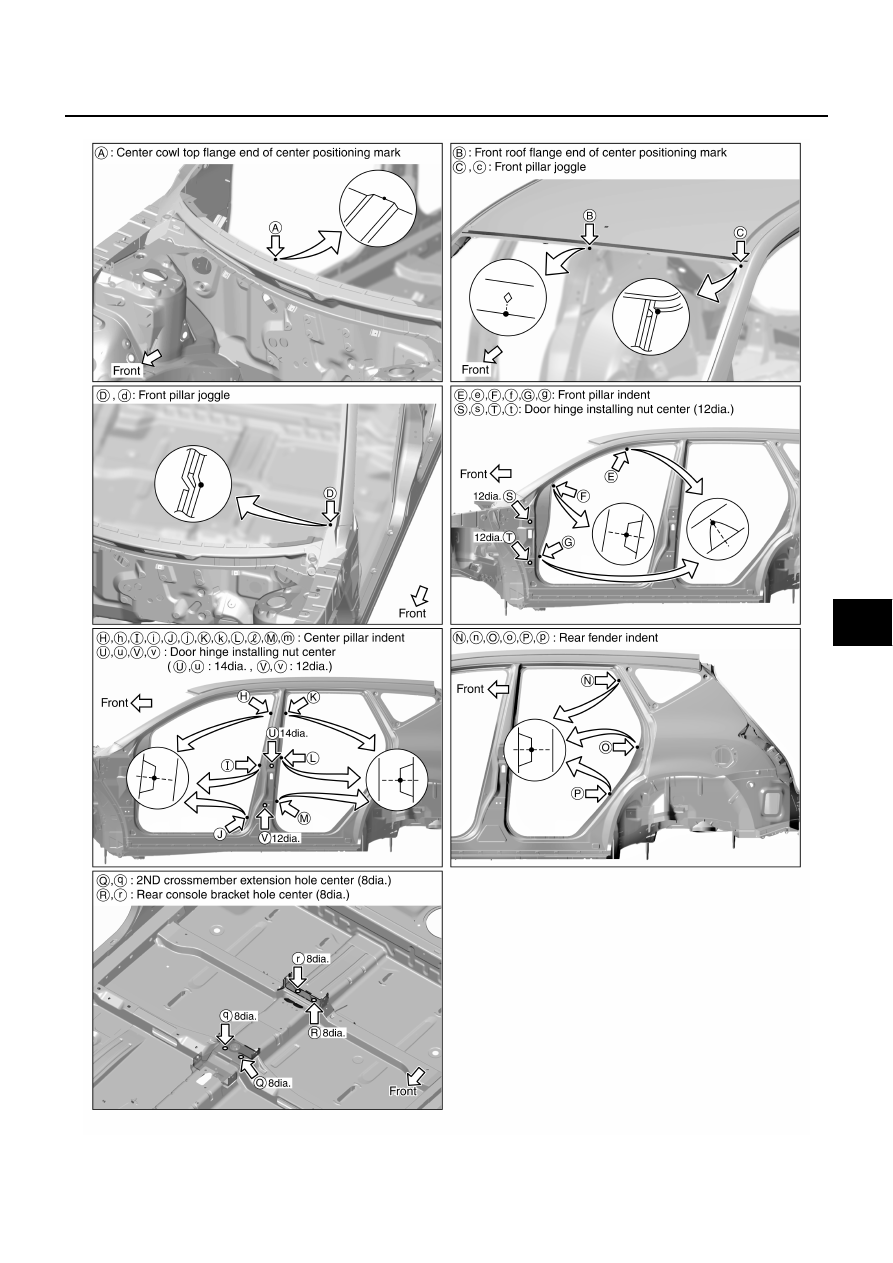
BODY REPAIR
BL-283
C
D
E
F
G
H
J
K
L
M
A
B
BL
Revision: 2006 August
2006 Murano
Measurement Points
SIIA2174E
|
|
|
BODY REPAIR BL-283 C D E F G H J K L M A B BL Revision: 2006 August 2006 Murano Measurement Points SIIA2174E |