Infiniti FX35, FX50 (S51). Manual - part 287
BRM-26
< REMOVAL AND INSTALLATION >
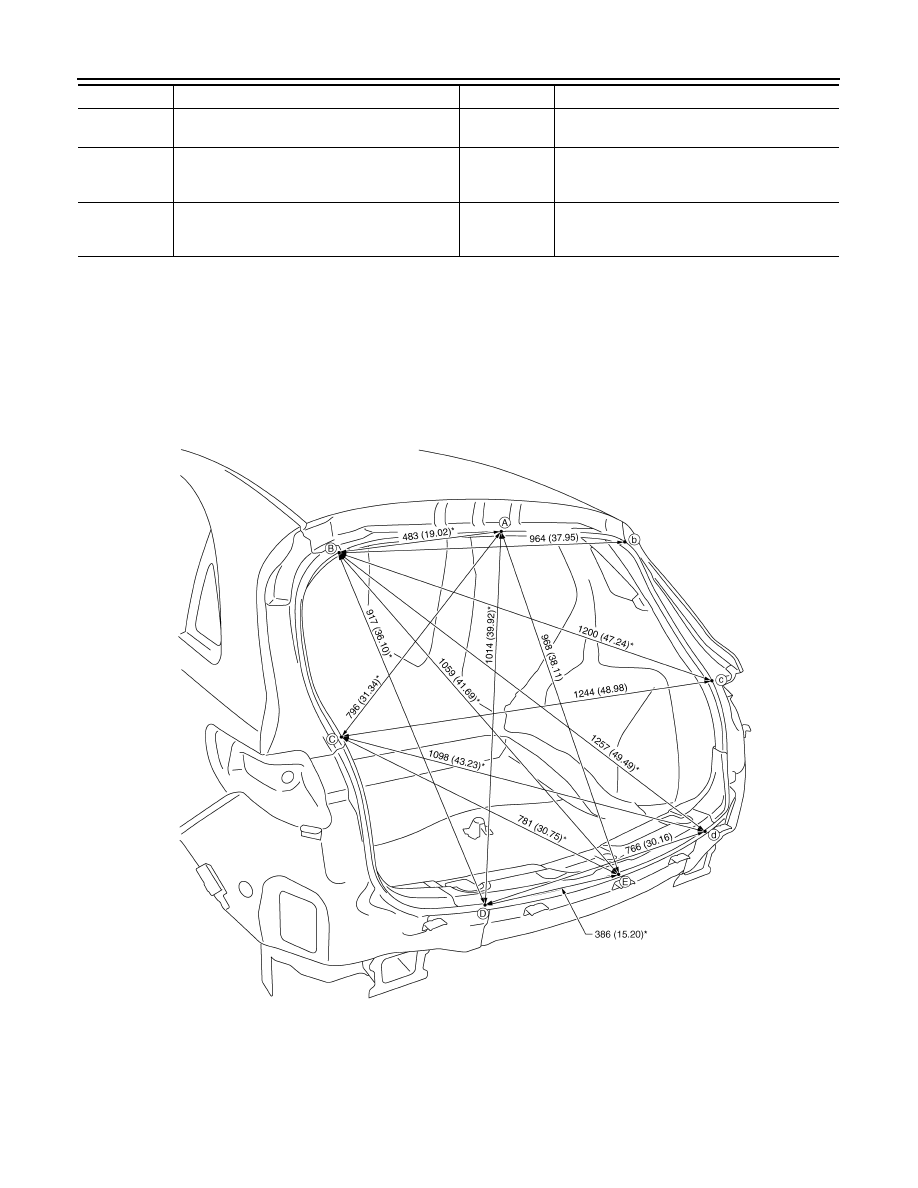
BODY ALIGNMENT
Rear Body
INFOID:0000000005248957
Measurement
Dimensions marked with
″
*
″
indicate symmetrically identical dimensions on both the right and left hand of the
vehicle.
Measurement Points
C, c
Front pillar joggle
T
Rear seat crossmember reinforcement hole cen-
ter of center positioning mark
φ
5 (0.20)
D, d, E, e, F, f,
G, g
Front pillar indent
U, u, V, v, W,
w, X, x
Door hinge installing hole center
U, u, V, v, X, x:
φ
12 (0.47)
W, w:
φ
9 (0.35)
H, h, J, j, K, k,
M, m, N, n, O,
o
Center pillar indent
Point
Material
Point
Material
Unit: mm (in)
JSKIA0667GB