содержание .. 104 105 106 107 108 109 ..
17.
РАМА И ПЛАТФОРМА АВТОМОБИЛЕЙ БЕЛАЗ 7522, 540А, 7540, 75402, 7523, 548А, 75231,
7548, 75482, 531
Применяемые на автомобилях рамы и платформы сварной конструкции
характеризуются высокой долговечностью при работе в самых сложных
условиях эксплуатации.
Для обеспечения длительной и безотказной работы основных несущих
элементов конструкции автомобиля соблюдайте правила эксплуатации. Не
перегружайте автомобиль. В процессе эксплуатации автомобиля периодически
контролируйте техническое состояние рамы и платформы. Особое внимание
обращайте на состояние кронштейнов и мест их приварки, которые являются
наиболее нагруженными и наиболее ответственными участками конструкции.
Выявленные при контрольных осмотрах дефекты (трещины, пробоины, изломы)
рамы и платформы своевременно устраняйте.
Рама изготавливается из низколегированной стали 10ХСНД-9 со следующими механическими свойствами: предел прочности
Обе марки стали характеризуются хорошей
свариваемостью любыми видами сварки.
Для получения качественного сварного соединения при ремонте важное
значение имеет качество применяемых электродов и
подготовка поверхности к сварке. С этой целью применяйте электроды с
фтористокальцевым покрытием, которые в сравнении с другими типами
покрытий дают шов, обладающий высокой ударной вязкостью, не склонной к
старению и образованию трещин. Электроды типа Э-42, Э-42А должны
обеспечивать гарантированный предел прочности сварного шва не ниже бв =
420 МПа (42 кгс/мм2 ).
Перед применением электроды просушите в течение 40—60 мин в печи при
температуре 200-250 °С, так как наличие влаги является одной из причин
образования пористости и свищей в сварочных швах.
Подготовка поверхности к сварке заключается в разделке кромок
свариваемых деталей, трещин, а также очистке свариваемых поверхностей от
краски, ржавчины, масла и других загрязнений.
Разделку кромок производите зубилом, переносным абразивным кругом,
пламенем газовой горелки. Разделку трещин производите на всю их длину.
Очистку поверхности от загрязнений выполняйте обязательно, так как в
противном случае невозможно получить качественное сварное соединение,
безотказно работающее в условиях знакопеременных нагрузок. Проще всего
очистку производить нагреванием кромок свариваемых поверхностей газовой
горелкой с последующей зачисткой их проволочной щеткой до металлического
блеска.
Сварку наиболее ответственных узлов участков рамы и платформы выполняйте
с предварительным подогревом и последующей термообработкой (отпуском).
Перед началом сварки участок подогревают газовой горелкой до температуры
150-200 °С, а после сварки подогревают до температуры 600-650 С и затем
медленно охлаждают.
Предварительный подогрев и последующая термообработка предотвращают
нежелательные структурные превращения в металле, значительно снижают
остаточные напряжения при сварке и тем самым исключают образование
микротрещин в сварочном шве и прилегающей зоне. С этой же целью сварку
производите на специальных постах в закрытых помещениях, где исключается
резкое охлаждение сварного соединения. Не рекомендуется проводить
сварочные работы на открытой площадке при сильном ветре, при попадании
на свариваемые участки влаги (дождя, снега), на охлажденной раме или
платформе (при отрицательных температурах), так как в этих условиях
невозможно получить надежное сварное соединение.
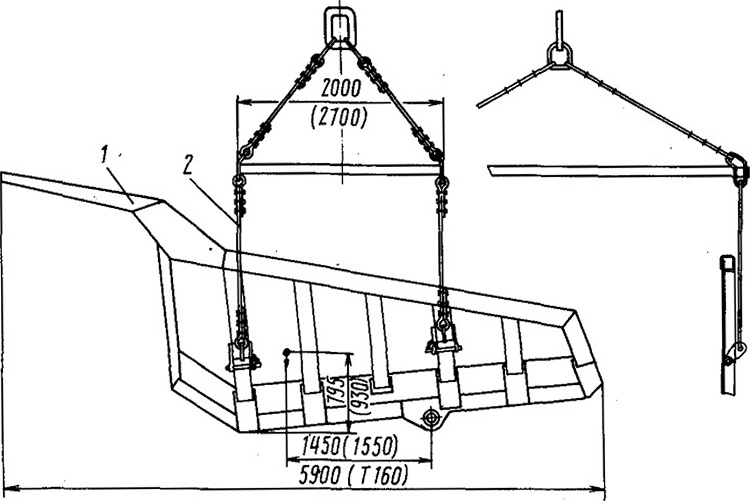
Рис. 184. Схема снятия платформы (размеры в
скобках для автомобиля БелАЗ-548А и его модификаций):
1 - платформа; 2 - приспособление
При ремонте рамы путем установки усилительных
накладок приварку накладок на лонжеронах рамы и поперечинах производите
только продольными швами, оставляя поперечные стыки незаваренными, так
как наличие поперечных (перерезающих) швов ослабляет конструкцию.
Накладка должна плотно прилегать к усиливаемой поверхности детали.
Сварочный шов должен быть плотным, не должен иметь раковин, подрезов,
кратеров и других дефектов. Чтобы исключить подрезы сварочного шва у
кромок детали, начало и конец шва выводите за пределы рабочих кромок
детали, применяя выводные планки. После сварки выводные планки удалите и
торцы зачистите.
В большинстве случаев ремонт платформы выполняется без снятия ее с
автомобиля.
Снятие платформы производится в следующей последовательности:
— снимите брызговики задних колес и отсоедините от соединительной панели
провода, идущие на платформу;
— зачалив платформу специальным приспособлением (рис. 184) и с помощью
крана грузоподъемностью не менее 10 т, приподнимите ее таким образом,
чтобы днище заняло горизонтальное положение.
Удерживая платформу краном и дополнительно установив под нее подставки
(специальные металлические опоры), отсоедините крышки верхних опор
цилиндров подъема платформы:
— отверните болты и извлеките пальцы из опор платформы и кронштейнов
рамы;
— снимите платформу и установите ее на специальную
подставку. Установку платформы на автомобиль производите в
последовательности обратной снятию. Подняв платформу краном, совместите
отверстия в опорах платформы с отверстиями в кронштейнах рамы.
Пальцы, подпятники и верхние опоры цилиндров смажьте смазкой ЦИАТИМ-201
или ЦИАТИМ-203.
содержание .. 104 105 106 107 108 109 ..