Приведены основные сведения о процессах высокоскоростной обра-ботки
металлов давлением, рассмотрены вопросы работы деформации, физические
эффекты, которые сопровождают процессы высокоскоростного нагружения, и
изменения свойств металлов, возникающие при вы-сокоскоростной
пластической деформации. Рассмотрены, теоретически и экспериментально
проанализированы технологические процессы хо-лодной клёпки,
высокоскоростной расчеканки, высокоскоростной про-бивки отверстий.
Описаны конструкции промышленных образцов высо-коскоростного
оборудования и технологии высокоскоростной штампов-ки, включая
рекомендации по разработке штамповой оснастки.
Содержание
№ п/п стр.
Введение 5
Процессы высокоскоростного деформирования и их классификация. 6
Общая система уравнений механики сплошных сред……………… 11
2.1 Работа деформирования…………………………..…………………….. 11
2.2 Локализация зоны пластического деформирования металла… 12
Тепловые эффекты при высокоскоростной обработке металлов
давлением………………..…………………………………………….…. 13
3.1 Волновые явления……………………………………………….………. 15
3.2 Обратная задача……………………………………………………..… 16
Свойства металлов и сплавов в условиях высокоскоростного нагружения…………………………...……………………
16
Пластичность металлов и сплавов при высоких скоростях
деформирования………………….………………………………..…….. 16
Разогрев металла в процессе высокоскоростного пластического
деформирования……………………………………...………………….. 21
Влияние скорости деформирования на сопротивление пластической
деформации……………………………………………………...……….. 24
Зависимость коррозионной стойкости материалов от скорости
деформации………………………………………..……………………... 30
Методика регистрации параметров расчеканки и анализ результатов
экспериментов…………………………………………………………… 82
Качество соединения шип — бандажная лента……………………….. 85
Технология, оборудование, инструмент и их внедрение в
промышленность………………………………………………………… 87
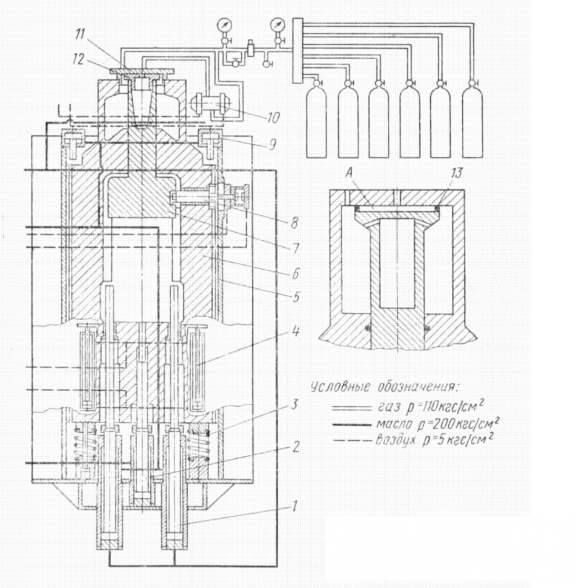
Высокоскоростные молоты 90
Принцип действия 91
Промышленные образцы 92
Основные технологические параметры высокоскоростных молотов 96
Перспективы развития 104
Технология высокоскоростной штамповки 106
Разработка технологических процессов 106
Разработка чертежа поковки 110
Выбор формы исходной заготовки и переходов формообразования 117
Нагрев заготовок 123
Технологические смазки и покрытия 124
Отделка поковок 127
Техника безопасности 127
Дефекты поковок и пути их устранения 129
Дефекты, возникающие в результате действия сил инерции 129
Застойные зоны и локализация деформации 130
Дефекты, связанные с величиной зерна 131
Дефекты типа зажимов 133
Рекомендуемая литература…………...…………………………………. 134
ВВЕДЕНИЕ
Современное машиностроение характеризуется разнородностью
техно-логических процессов, объединенных в связанный
производственный ком-плекс. Технологическая цепочка получения
деталей машин включает в себя процессы обработки материалов на
различных видах оборудования, при этом выбор рационального
технологического решения должен учитывать ряд ус-ловий:
получение деталей наилучшего качества, минимизация затрат в
основ-ные материалы, наиболее полное и эффективное использование
возможно-стей оборудования с его оптимальной загрузкой и т.д.
Особенно остро стоит вопрос получения поковок с заданным
комплексом эксплуатационных свойств, при этом решающую роль
играют технологии пластической обра-ботки заготовок, управление
формоизменения которых возможно различны-ми способами.
К одним из наиболее прогрессивных способов обработки металлов
дав-лением относят технологии высокоскоростной пластической
деформации. К ним относят процессы высокоскоростной объёмной
штамповки, клёпки, ско-ростной обработки листового материала (
раздача, обжим, вытяжка и т.д. ). Данные процессы
характеризуются изменением механических свойств обра-батываемого
материала, особенными условиями реализации, спецификой
проектирования деформирующего оборудования и инструмента.
Нередко в качестве энергоносителя для осуществления
высокоскоростной деформации используют импульсные источники
энергии и энергию взрыва.
В данном конспекте лекций изложены основы теории
напряженно-деформированного состояния металла при некоторых
способах высокоскоро-стной пластической обработки. Так же
приведены результаты исследований физико-механических свойств
металлов после высокоскоростного нагруже-ния, показаны основные
виды технологического оборудования используемого в данных
способах, конструкции лабораторного и промышленного инстру-мента
для высокоскоростной обработки, изложены основы технологических
решений, направленных на получения заданных формы и свойств
продукции, выпуск которой освоен с привлечением методов
высокоскоростной обработки металлов давлением.
Конспект лекций предназначен для студентов специальностей
«Обра-ботка металлов давлением: кузнечно-штамповочное
производство» и «Обо-рудование и технология пластического
формирования изделий машинострое-ния».
ПРОЦЕССЫ ВЫСОКОСКОРОСТНОГО ДЕФОРМИРОВАНИЯ И ИХ КЛАССИФИКАЦИЯ
Высокоскоростное деформирование металлов все более широко
приме-няется в технике и производстве. Это объясняется тем,
что скорости нагруже-ния деталей существующих и
проектируемых машин и механизмов, и соответ-ственно, металла
в процессе его обработки очень высоки, а сведений о
сопро-тивлении металлов деформированию, пластичности и
ударной вязкости в ши-роком диапазоне скоростей деформации и
температур, необходимых для рас-четов, в достаточном объеме
не имеется. Характеризующееся большими ско-ростями
деформации, высокими давлениями на поверхностях
обрабатываемого металла и значительными энергиями,
высокоскоростное деформирование обеспечивает высокую
производительность, дает возможность изготавливать изделия
значительных размеров из прочных и малопластичных
материалов, позволяет обрабатывать металл, находящийся в
состоянии движения.
Так, для получения днищ значительных размеров (5—6 мм более
в диа-метре) необходимы уникальные прессы большой мощности и
значительных размеров. С помощью же методов и средств
высокоскоростного деформиро-вания металлов такие днища можно
получить путем штамповки бризантными взрывчатыми веществами
в воде, применяя сравнительно простое и недоро-гое
оборудование. В этом случае необходима лишь простейшая
емкость с жидкостью (водой) и матрица с прижимом. Взрыв в
воде недефицитного и дешевого бризантного взрывчатого
вещества создает на поверхности за-готовки необходимое
давление, и по истечении тысячных долей секунды за-вершается
формирование листовой заготовки в изделие. Средств и времени
на проектирование, изготовление и эксплуатацию бассейна с
водой и инстру-мента расходуется гораздо меньше, чем на
уникальные прессы или аналогич-ное оборудование.
Импульсная обработка материалов характеризуется
использованием различных энергоносителей, многообразием
передающих сред, различием схем и конструктивных форм
устройства для использования энергии источ-ников импульсного
действия и, наконец, значительным количеством
разраба-тываемых процессов.
В связи с этим рационально классифицировать процессы
высо-коскоростного деформирования металлов, взяв за основу
применяемый энер-гоноситель и способ передачи его энергии
заготовке (рис. 1.1).
Как видно из схемы, в общем случае импульсное деформирование
ме-таллов осуществляется с помощью энергии взрывчатых
веществ метательного и бризантного действий, электрического
разряда, сжиженных и сжатых газов, энергии квантовых
генераторов и других источников импульсного действия.
Перечисленные энергоносители обеспечивают выделение нужного
ко-личества энергии и развивают высокое давление в течение
непродолжитель-ного времени, достаточного, однако, для
пластического деформирования или разрушения материалов.
Рисунок 1.1 -Классификация процессов высокоскоростного
деформирования металлов
Как известно, энергия электрического разряда образуется в
момент раз-ряда накопителя энергии -конденсаторных батарей
соответствующей емко-сти и напряжения. Батареи заряжаются с
помощью трансформаторов и вы-прямителей от источников тока
промышленных сетей.
Давления, вызванные электрическим разрядом, прикладываются к
заго-товке благодаря передающим средам -индукторам (жидкости
и твердые те-ла). В первом случае электрический разряд
приводит к возникновению удар-ной волны, развивается высокое
давление, которое прикладывается к поверх-ности
обрабатываемого материала. Это так называемый
электрогидравличе-ский эффект Юткина, сравнительно хорошо
изученный и нашедший приме-нение для дробления горных пород
и формовки листовых деталей. Для полу-чения его используют
устройство, представляющее собой сосуд с жидкостью, куда
загружают обрабатываемый материал и токоподводящие
электроды, со-единенные с батареей конденсаторов.
Достоинство данной схемы — простота и возможность
многократно создавать давление путем периодических разря-дов
необходимой частоты. Совершенно очевидно, что устройство не
может обеспечить передачу давления через жидкость к
поверхности нагретого или движущегося металла. Во втором
случае разряд конденсатора осуществляется на индуктор.
Образуется электромагнитное поле большой напряженности.
Возникающие в полости с помощью индуктора электромагнитные
силы ока-зываются достаточными, чтобы деформировать металл.
В группу взрывчатых веществ как источников энергии входят
пороха, бризантные взрывчатые вещества (БВВ), взрывные смеси
на основе природ-ного или искусственного газа, взрывные
бензо-воздушные смеси, смеси на основе керосина или топлива,
используемого в ракетной технике. Взрывчатые вещества или
смеси не являются дефицитными, дешевы, освоены в
эксплуа-тации. Сжиженные газы, например азот, при комнатной
температуре бурно
испаряются. Азот, помещенный в закрытый сосуд, путем взрыва
мгновенно превращается в газ. Образуется высокое давление,
используемое для им-пульсного деформирования металлов.
Энергия сжатых газов при соответст-вующей конструкции
устройств также используется для мгновенного нагру-жения,
например при работе скоростных машин ЭНИКМАШа,
пневмомоло-тов и др.
Известно также о разрушительном действии
лучей квантовых генерато-ров. Благодаря высокому давлению и
температуре, луч мгновенно деформи-рует твердые среды.
Наконец, к числу источников импульсной энергии сле-дует
отнести гидрометы высокого (до 3х1011Па)
давления конструкции Си-бирской АН СССР, в которых струя
воды, находясь под большим давлением, при встрече с
преградой мгновенно ее разрушает.
В большинстве случаев импульсная энергия прикладывается к
телу че-рез промежуточную среду. Это расширяет возможности
использования им-пульсных нагрузок, обусловливает различие
конструктивных схем рабочих устройств и технологии
обработки, а в ряде случаев определяет качество по-лучаемых
изделий. Передающими средами являются твердые тела и
жидкость (чаще вода).
Энергия взрыва для обработки материалов, особенно для
листовой штамповки, применяется наиболее широко. Это
объясняется дешевизной и изученностью ВВ, простотой
устройств для ее использования. Процессы взрыва надежно
контролируются и управляются. Поэтому, например, штам-повка
днищ больших размеров взрывом в воде очень эффективна, в
связи с чем она находит все большее распространение.
Взрывчатые вещества различаются механизмом взрыва. Например,
время взрыва метательных взрывчатых веществ составляет
тысячные доли секунд, бризантных — микросекунд. В БВВ
энергия освобождается путем прохождения в нем детонационной
волны со скоростью 4000 — 12 000 м/с, в порохах зона горения
распространяется со сравнительно малыми скоростями. Взрыв
БВВ происходит с помощью различных инициаторов взрыва
(детона-торов).
Зная качества взрывчатых веществ и смесей, можно
непосредственно воздействовать взрывной энергией взрыва на
обрабатываемый металл или же через передаточную среду
(среды). Непосредственное воздействие достигает-ся плотным
наложением взрывчатки на поверхность металла. Взрывная
обра-ботка металла возможна в вакууме с применением
бризантных взрывчатых веществ, подрываемых детонаторами, и
характеризуется отсутствием не только звуковых эффектов, что
очень важно, но и передаточной среды, иног-да затрудняющей
осуществление процессов.
Штамповка взрывной волной в газовой среде не требует
сооружения бассейнов, однако из-за шумовых эффектов и
быстрого затухания давления практического применения в
листовой штамповке не находит. Ее разновид-ность пороховая
листовая штамповка, обеспечивающая обработку металла
давлением, благодаря простоте пользования, хранения и
эксплуатации поро-хов может использоваться в производстве
деталей небольших и средних раз-меров. Чтобы обеспечить
необходимое давление, она осуществляется в замк-нутом
сосуде.
Обработка листового металла с помощью взрыва смеси горючих
газов и воздуха или кислорода аналогична пороховой
штамповке. Однако следует учесть, что удельные давления,
достигаемые при взрыве в воде или в газовой среде (воздухе),
вполне пригодные для листовой штамповки (формовки),
яв-ляются недостаточными для объемной штамповки, особенно
деталей из прочных и малопластичных материалов средних и
значительных размеров.
Чтобы обеспечить высокоскоростное
деформирование металлов дейст-вием высоких удельных
давлений, достигающих десятков тысяч атмосфер, целесообразно
энергию взрыва передавать на поверхности обрабатываемого
металла ударом твердого тела. Таким может быть жесткое тело
в виде инст-румента или заведомо деформируемая твердая
передаточная среда. В первом случае взрывная обработка
осуществляется в результате энергии разгона ин-струмента,
достигаемого благодаря действию продуктов взрыва метательных
взрывчатых веществ (порохов) или взрывных смесей. Давление
на заготовку может быть равно 1÷5108Па
и более. Время контакта с металлом составляет тысячные доли
секунды и зависит от скорости удара. Подбирая
соответст-вующий заряд и массу инструмента, можно получить
скорость соударения в несколько десятков метров в секунду.
Учитывая, что кинетическая энергия определяется квадратом
скорости, можно но аналогии с оружейной практи-кой создать
легкие малогабаритные рабочие машины, развивающие большие
энергии и высокие давления.
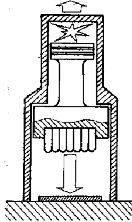
Устройство для обработки металлов ударом твердого тела при
помощи взрывчатых веществ или смесей метательного действия
показано на рис 1.2. Как правило, эти устройства просты,
имеют малую массу, конструктивно по-добны армейским
минометам, гладкоствольным пушкам или двигателям внутреннего
сгорания (общее — цилиндропоршневой узел). Они могут
при-меняться в качестве «взрывных молотов», отличающихся
большими скоро-стями деформации, энергиями и давлениями, что
позволяем использовать их для обработки труднодеформируемых
металлов, а также заготовок, на-ходящихся в состоянии
движения.
Механика необратимого деформирования металлов ударом
твердого тела изучена недостаточно: не сделан сравнительный
анализ энергоносите-лей, пригодных для этих целей, не
выяснены принципы проектирования ра-бочих машин, не обобщены
результаты их практического применения.
Использование бризантных взрывчатых веществ для обработки
метал-лов ударом жесткого тела весьма перспективно, так как
в этом случае необ-ходим лишь опорный инструмент, на который
укладывается заготовка, что особенно удобно при
деформировании заготовок значительных размеров.
Итак, для высокоскоростного деформирования металлов
характерно разнообразие источников импульсной энергии. Все
они являются ее концен-траторами (накопителями). Выделение
энергии происходит в течение очень
короткого отрезка времени, что обеспечивает высокие мощности
давления.
Разработка новой технологии требует изучения динамики
процессов вы-сокоскоростного деформирования металлов,
характера взаимодействия пе-редаточной среды и заготовки,
качества изделий, зависящего от скорости деформации, выбора
энергоносителей, разработки принципов проектирова-ния
рабочей оснастки или устройств, а также необходимого
инструмента.
Рисунок 1.2 -Схема устройства для деформирования заготовки
посредством передаточных сред
Решение этих задач возможно путем механико-математического и
фи-зического анализа пластического деформирования металла,
учета физико-химических особенностей высокоскоростной
обработки металлов давлением, проведения
опытно-конструкторских работ.
Труды В. Д. Кузнецова, С. И. Губкина, А. И. Целикова, М. А.
Лавренть-ева, А. А.Ильюшина, В. В. Соколовского, Н. Н.
Давиденкова, Н. И. Корнеева, Томленова, К. Н. Шевченко, В.
Т. Мещерина, Е. А. Попова, Г. А. Смирнова-Аляева, Е. М.
Унксова, И. А. Норицына, И. Я. Тарковского, А. И. Зимина, М.
В. Сторожева, Л. А. Шофмана, И. Л. Перлина, Ю. Н. Алексеева
и других со-держат основы механики необратимого
деформирования металлов, теории обработки металлов
давлением, принципов проектирования и расчета совре-менных
машин и механизмов.
Процесс скоростной обработки рассматривается как обработка
при ста-тическом нагружении, но при этом учитываются
дополнительные факторы или явления, вызванные большими
пластическими деформациями в течение очень короткого
времени. В качестве основной физической закономерности,
определяющей зависимость между напряжениями, деформациями и
их скоро-стями, примем, как это показано в работах А. А.
Ильюшина, условие совпа-дения направляющего тензора
напряжений с направляющим тензором де-формаций или, как в
работах Ю. Н. Алексеева, с направляющим тензором скоростей
деформации.
Такое положение справедливо в условиях простого нагружения.
В общем случае следует учитывать анизотропию деформируемого
металла и характер нагружения.
ОБЩАЯ СИСТЕМА УРАВНЕНИЙ МЕХАНИКИ СПЛОШНЫХ СРЕД
При высокоскоростной обработке давлением возникает ряд
специфи-ческих явлений, определяемых кратковременностью
процессов и наличием больших пластических деформаций. Так,
деформирование металла может ха-рактеризоваться очень
большими скоростями и ускорениями. Подобное тече-ние
процесса практически не зависит от характера источника
энергии и свойств передаточной среды, может считаться общим
при высокоскоростном нагружении материалов.
Взаимодействие жесткого тела с пластически деформируемым
метал-лом в течение малого промежутка времени приводит к
возникновению и ме-талле инерционных сил, которые, в свою
очередь, вызывают дополнительные динамические напряжения.
Изменяется область, охваченная пластическими деформациями.
Инерционные силы препятствуют распространению дефор-маций,
что уменьшает или локализует зоны пластического
деформирования.
Высокоскоростному деформированию присуще развитие тепловых
эф-фектов, волновых явлений и некоторое изменение
механических свойств де-формированного металла.
Сложность явлений, характеризующих ударное необратимое
деформи-рование, требует разработки новых методов, которые
наиболее полно отра-жали бы явления скоростной обработки.
Общие теоретические вопросы пластического деформирования
метал-лов при импульсных нагружениях разработаны А. А.
Ильюшиным, X.А. Рах-матуллиным и др. В частности,
А.А.Ильюшин в 1954 г. для описания процес-сов пластического
деформирования металлов ввел коэффициент, аналогич-ный
коэффициенту вязкости для жидкости:
µ=s/3 i (2.1)
где s—
предел текучести;
i —
интенсивность скоростей деформации.
Это позволяет использовать для анализа процессов обработки
металлов
давлением наиболее общие уравнения механики сплошных сред:
уравнение движения:
ρ =ρF+div T0;
+div(ρυ)=0 (2.2)
уравнение теплообмена:
+υT=div(xT)+ (2.3)
Работа деформирования
Эту величину найдем как сумму работы массовых и
поверхностных сил. Работа массовых сил:
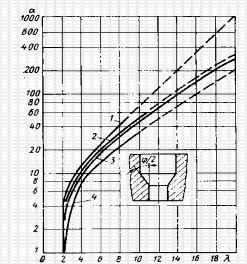
Для практических расчетов последнюю можно выразить
через состав-ляющие скоростей:
Ф(A)= .
(2.11)
В результате получаем формулу для работы
деформирования в сле-дующем виде:
A=dVdt.
(2.12)
Локализация зоны пластического деформирования
металла
Локализация данной области объясняется, прежде всего тем,
что в про-цессе высокоскоростного приложения нагрузки
скорости на различных уча-стках пластической деформации
металла различны. Так, при деформации сжа-тия
цилиндрического образца максимальную кинетическую энергию
накап-ливают объемы, расположенные в верхних периферийных
точках, и значитель-но меньше энергии накапливается в нижних
точках образца.
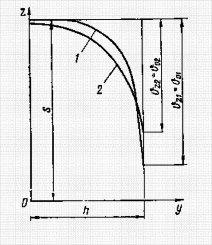
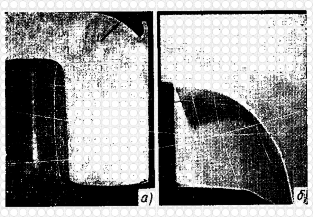
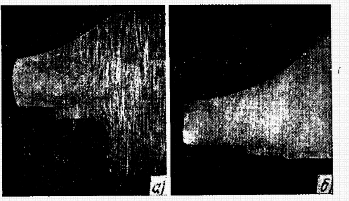
Характер локализации зоны пластической деформации показан на
рис.
2.1. Это обстоятельство имеет большое значение для оценки
хода тех-нологических процессов. Так, при пробивке и резке
металла оно проявляется в уменьшении пластической зоны и
улучшении качества изделий.
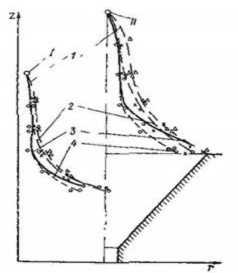
Рисунок 2.1 -Образцы, деформированные с различными
скоростями (ε=0,5).
Слева направо – исходная заготовка, деформация на прессе
(υ=0,001 м/с, υ= 25 м/с)
Деформирование металла с высокими скоростями характеризуется
зна-чительными инерционными силами. Их возникновение
объясняется измене-нием скоростей перемещения частиц
металла, вызванным ударом инструмен-та или заготовки об
инструмент. Ускорения, действующие на обрабатывае-мый
материал, зависят от изменения скорости инструмента и
положения то-чек в системе деформируемого тела.
Следовательно, инерционные силы при высокоскоростной
обработке могут охватить значительный объем тела.
В момент приложения деформирующей нагрузки силы инерции,
имея противоположный знак, уменьшают действие внешней
нагрузки. Энергетически это объясняется как расходование
работы деформирования на преодоление ра-боты инерционных
сил, что и выражается в уменьшении очага деформации.
Для теоретического определения степени локализации зоны
пластиче-ского деформирования следует найти область,
ограниченную кривой задан-ной деформации или составляющих
скоростей деформации, применительно к статическому
нагружению и область скоростного деформирования. Разность их
площадей и будет искомой величиной. Такой же результат имеем
при оп-ределении поля деформации, вызванного инерционными
силами. Следует, од-нако, учитывать действие теплового
эффекта, так как при деформировании, когда выделяющееся
тепло не расходуется в окружающую среду (адиабати-ческий
процесс), зона деформации больше из-за уменьшения
сопротивления деформированию металла (кроме случаев
синеломкости, красноломкости, ко-гда необходимо учитывать
изменения а).
ТЕПЛОВЫЕ ЭФФЕКТЫ ПРИ ВЫСОКОСКОРОСТНОЙ ОБРАБОТКЕ МЕТАЛЛОВ
ДАВЛЕНИЕМ
Тепловые явления в средах описываются с помощью уравнения,
ко-торое для плоской задачи имеет вид:
+υx+υy=
[+Div(xgrad
T)]+
+ (3.1)
Как известно, пластическое деформирование металлов может
сопрово-ждаться их нагревом. Это так называемый тепловой
эффект. При высокоско-ростной обработке металлов, когда
теплообмен в результате кратковременно-сти процесса
деформирования не успевает происходить, общее уравнение
представим так:
+υx+υy= (3.2)
В первом приближении можно считать, что конвективный
теплообмен также не вносит существенного изменения в
распределение температур.
Выражая после преобразований составляющие через скорости
дефор-мации, получаем дифференциальное уравнение:
2xx+2yy)+ 2xy]
(3.3)
которое имеет сравнительно простое решение.
Поскольку скорости деформаций зависят от координат,
2xx+2yy)+ 2xy=Ф(x,y)
(3.4)
интеграл уравнения (3.3):
T= Ф(x,y)+ C(x,y) (3.5)
Произвольную постоянную находим из начального условия при:
t=0 T=Tн(x,y);
C=Tн(x,y)
Тогда поле температур
T=Tн+ 2xx+2yy)+ 2xy]t.
(3.6)
Из решения видно, что повышение температуры в
деформированном теле определяется характеристикой
K(T)= 2xx+2yy+1/22xy)/ i(3.7)
которую записываем через составляющие поля скоростей
течения:
K(T)= (3.8)
Таким образом, повышение температуры обусловлено только
полем скоростей частиц деформируемого металла. Поле
температур находим по формуле:
T=Tн+ K(T)t (3.9)
Последнее уравнение позволяет определить степень повышения
темпе-ратуры при высокоскоростном деформировании металла,
когда теплообмен между заготовкой и окружающей средой
ничтожен.
Волновые явления
На процессах пластического деформирования металлов,
протекающих при больших скоростях, существенно
сказываются волновые явления. Это справедливо для ряда
задач высокоскоростной обработки. Учесть их можно
следующим обра-зом. Пользуясь методом решения плоской
задачи из уравнений движения получаем необходимые
зависимости, описывающие волновые процессы в металле. С
этой це-лью рассмотрим, например, случай одномерного
движения:
=
+µ + (3.10)
Среднее напряжение получим из выражения
xx=+2µ( (3.11)
Или откуда
xx=+2µxx(3.12)
= xx+2µ( (3.13)
Найдем производную среднего напряжения
И подставим ее в уравнение (3.10):
(3.14)
(3.15)
Выражение (3.15) описывает волновые
явления. Чтобы это доказать, переходим к перемещениям.
При распространении волн скорости деформа-ции малы,
т.е. ∂υx/∂x
мало, так как υχ=
∂u/∂t , где и
— перемещение
малых уп-ругопластических деформаций. Тогда уравнение
(3.15) примет вид:
ρ( 2u/
t2)= xx/
x (3.16)
После преобразований и ввода скорости звука:
a= (3.17)
окончательно получим волновое уравнение:
(3.18)
Производная dυ/de,
входящая в формулу (3.17), определяется диаграммой
зависимости между напряжением и деформацией.
Следовательно, необходимо решить волновое уравнение
(3.18)
что и требовалось доказать.
(3.19)
Таким образом, из уравнений движения, пользуясь данным
методом, т. е. располагая полем скоростей, можно
получить зависимости, которые описывают
волновые явления, протекающие в деформируемом объеме.
Они определяются характером поля скоростей, зависящего
от особенностей принятой технологии и нагартовки
обрабатываемого материала.
Обратная задача
Зная напряженное состояние и работу деформации,
устанавливаем основные силовые и энергетические
характеристики процессов, необходимые для определе-ния
действующих усилий и потребной энергии деформирования.
Для этого воспользуемся компонентами тензора напряжений.
Проектируя силы на соответствующие оси, имеем
Px= (3.20)
Py= (3.21)
Энергию деформирования получаем после решения уравнения
(2.9) для все-го деформируемого объема, определения к.
п. д. энергопривода рабочей машины и учета возможных
потерь.
Поскольку в качестве энергоносителей используют пороха
или газовоз-душные смеси, сжатый воздух и другие
материалы, энергетический расчет надо выполнять методами
внутренней баллистики или тепловых расчетов импульс-ных
двигателей.
СВОЙСТВА МЕТАЛЛОВ И СПЛАВОВ В УСЛОВИЯХ ВЫСОКОСКОРОСТНОГО
НАГРУЖЕНИЯ
Исследование данных свойств необходимо конструкторам и технологам для
проектирования машин или механизмов, работающих в режиме высоких
скоростей нагружения, а также при изучении процессов высокоскоростной
обработки металла. Несмотря на важность этого вопроса, полных и
система-тизированных материалов в данной области не достаточно.
Более того, не существует стандартных устройств для высокоскорост-ных
испытаний материалов. Это снижает эффективность исследований, соз-дает
трудности при сопоставлении результатов. С учетом работ советских
ис-следователей школы Н. Н. Давиденкова, В. Д. Кузнецова, результатов А.
На-даи, М. Манджойна и других нами разработаны оригинальные устройства
для макро и микроисследования ударных свойств металлов.
4.1 Пластичность металлов и сплавов при высоких скоростях деформирования
Задачу решали методом сравнительных испытаний образцов на сжатие до
первой видимости трещины. Осадка производилась с помощью прессов и
копров
— устройств для скоростных испытаний материалов. Это обеспечило широкий
диапазон изменения скоростей деформации. Его верхний предел
характеризуется скоростью соударения инструмента и образца, равной 150
м/с, что соответствует скорости деформации 10 1/с, нижний — скоростям
обработки металлов на прес-сах. Испытаны образцы диаметром 12, 20 мм и
длиной соответственно 18, 30 мм. Использовали образцы из меди, алюминия,
свинца, железа «Армко», стали Ст. 3, сталей 35, 45, З0ХГСА, 2Х13,
Х18Н9Т, ЭИ-827, ВТ-3-1, АМг-6 и АК-8. Осадку
производили при комнатной и ковочной температурах. Для достижения
заданных степеней деформации применяли подкладные кольца различной
высоты. Скоро-стные испытания образцов проводили с помощью пороховых и
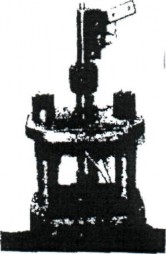
пневматических копров. Как видно из рис.4.1, копер порохового действия
состоит из следующих узлов: взрывной камеры 1 со спусковым и ударным
механизмами, направляюще-го цилиндра (ствола) 2, корпуса копра 5,
фундаментной опоры 7 и элементов из-мерительной схемы 3.К копру
прилагается комплект приспособлений и измери-тельного комплекса. Камера
служит для размещения и взрыва порохового заряда,
создающего необходимое давление. Максимальное давление
взрыва в камере со-ставляет 3•108Па.
Рисунок 4.1 -Схема копра для скоростных испытаний материалов
Пневматические копры работают при помощи энергии расширения сжа-
того воздуха. Необходимость введения компрессора высокого давления
ограни-чивает удобство их использования. В процессе экспериментирования
копры снабжаются аппаратурой для контроля и регистрации электрическими
методами параметров испытаний. Измерительная аппаратура обеспечивает
осциллографи-рование скорости движения бойка, давления в камере, времени
соударения с об-разцом, скорости деформирования и деформации, а также
других параметров
процессов. Используется аппаратура для измерения скорости соударения
образ-ца и бойка, времени деформирования. Данное устройство показано на
рис.4.2. При касании снарядом-бойком 11 щетки 8 (щетка 9 служит для
улучшения
электрического контакта сна-ряда бойка со стволом) сигнал известной
частоты f с симмет-ричного относительно корпуса выхода генератора 1 типа
Г-33 подается на модулятор ос-циллографа 2 типа C l-1 или С1-68.
Чтобы увеличить точ-ность измерений, луч на эк-ране осциллографа
развора-чивают по окружности с по-мощью генератора 4 типа ГЗ-
Рисунок 4.2 -Функциональная схема устройства для измерения скорости
С = 5 — 10 мФ). Дуга окруж-ности точек от генератора 1 пропорциональна
времени контакта снаряда-бойка со
Рисунок 4.3 -Типовая осциллограмма
щеткой 8. Изображение с экрана осциллографа фиксирует фотоаппарат,
закрепленный в фотопри-ставке.
Типовая осциллограмма приведена на рис.
4.3. При рациональном выборе частот генератора меток 1 и генератора
развертки 4 таким методом можно получать точность измерений выше 10%.
При известном количестве точек и осциллограммы время прохождения снаряда
длиной l мимо
щетки t
= n/f (4.1). Тогда скорость соударения бойка и об-разца, V0= l/t
= (tf)/ (4.2). Устройство позволяет также измерить средние скорости
деформирования
и деформации. В этом случае цепь образуется бойком щеткой и
изолирован-ным от массы образцом.
Зная абсолютное или относительное значение осадки образца и время
деформации по 3 числу точек осциллограммы, легко подсчитать среднюю
скорость осадки (скорость движения бойка на пути осадки) и среднюю
ско-рость деформации образца. Если осадка образца ∆L= Lн -Lк, (4.3), то
средняя скорость деформирования (скорость сближения бойка и опоры)
Vср = ∆L/t (4.4). Однако: t = n/f (4.5). Соответственно
средняя скорость деформации εср.=
f/n (4.6). После удара по образцу снарядбоек может отско-чить вверх по
стволу и повторно замкнуть щетки. Это можно использовать для измерения
скорости отскока и, следовательно, избыточной энергии де-
формирования, что необходимо для решения задач о влиянии скорости на
со-противление деформированию. На схеме рис.4 эта задача решается с
помо-щью резистора 6 и струны 7. Предлагаемое измерительное устройство
явля-ется конструктивно простым (состоит из стандартных приборов),
обеспечива-ет достаточную точность измерения и удобно в эксплуатации.
Методически испытания строились следующим образом: испытуемые об-разцы
перед деформацией нагревали в электропечах до ковочной температуры.
Нагретые образцы были с деформированы ударом при заданной скорости на
предельные степени деформации, которые соответствовали значениям,
дости-гаемым при штамповке на молотах и прессах. Затем степени
деформации изме-няли. Степень осадки (деформации) регулировали с помощью
ограничительных колец. По мере уменьшения высоты колец степень осадки
увеличивалась. Для некоторых материалов она становилась предельной: при
данной степени дефор-мации появлялась трещина. Отдельные металлы и
сплавы деформировались без трещин до толщины долей миллиметра. В этом
случае считали, что для практи-ческих целей пластичность является
неограниченной. Деформированные образ-цы измеряли, изучали их форму,
проверяли на наличие трещин (последнее визу-ально и металлографически).
Деформируемость металлов сплющиванием уста-навливалась аналогично.
Отличие составляло положение образца: в случае сплющивания ось образцов
горизонтальна, перпендикулярна к оси прилагаемой. нагрузки. Осадку и
сплющивание образцов производили без смазки. Гладкость контактных
поверхностей не превышала Ra = 40…10.
Деформацию образцов из сталей 45, 25, З0ХГСА, 2Х13, Х18Н9Т и ти-танового
сплава ВТ-3-1, нагретых до ковочных температур, осуществляли при
скоростях соударения 50, 90, 150 мыс. На всех скоростях соударения бойка
и образцов отмечена неограниченная пластичность без признаков
раз-рушения в случае осадки и при деформации сплющивания. Однако в
процессе сплющивания титановых образцов, если деформация достигала 70 —
75%, с торцов появлялись крестообразные трещины. Деформирование образцов
и сплавов АК-8, АМг-6 (скорости50, 100, 120 м/с, Т = 470 -430˚С)
показало по-вышение пластичности с ростом скорости деформации.
Характерная особен-ность деформирования при скоростях выше 100 м/с —
деформирование об-разца под действием сил инерции и после того, как
пуансон остановлен огра-ничительным кольцом. Например, в случае осадки
образцов диаметром 20 и высотой 30 мм из материала АМг-6 бойком со
скоростью подлета 100 м/с и толщиной кольца 15 мм высота осажденного
образца составляет 12 мм. То же наблюдалось и при осадке стальных
образцов. Такое явление представляет собой сжатие металлов в отсутствие
сил внешнего трения и, несомненно, за-служивает внимания.
Скоростное деформирование образцов из сплавов ЭИ-827 показало, что
заметного увеличения пластичности в этом случае не наблюдается. Образцы
разрушались начиная с деформации, превышающей 35%. Результаты испыта-ний
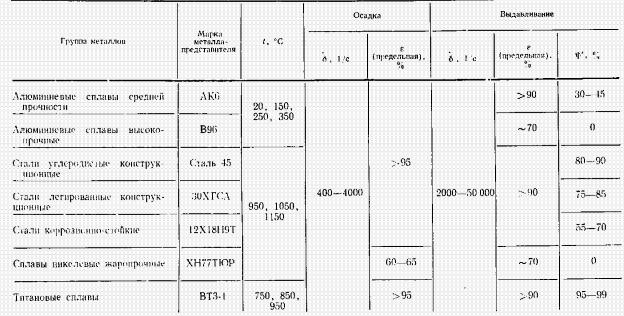
нагретых образцов на осадку и сплющивание сведены в табл. 4.1, где
приводятся допустимые степени деформации при деформировании со
скоро-стью 150 м/с. Как видно из таблицы, снижения пластичности в
принятом диа-
пазоне скоростей деформации и ковочных температур не происходит,
пре-дельная пластичность даже несколько увеличивается. Приведенные
значения предельной степени деформации в функции скорости из-за условий
экспери-мента являются заниженными: не применялась смазка; качество
обработки поверхностей трения бойков было ниже, чем инструмента в случае
штампов-ки изделий.
Таблица 4.1 -Результаты испытаний на пластичность образцов при осадке
Для оценки влияния скорости деформации на величину, предельную степени
осадки цилиндрических образцов, деформируемых в холодном со-стоянии (при
комнатной температуре), провели вторую серию опытов. Полу-ченные
результаты испытаний представлены в табл. 4.2. Кроме того, измеряя
твердость и размер зерен, изучили распределение деформации по сечению
осаживаемого образца. Опыты подтвердили результаты работ, полученные в
Сибирском физико-техническом институте Н.Ф. Куниным и Г.И. Карповым.
Данные табл. 2 и распределение деформаций в сечении образцов показывают
неиспользованные возможности холодного высокоскоростного деформирова-ния
металлов, особенно в таких процессах, как высокоскоростная клепка,
вы-садка крепежа, чеканка и др.
Таблица 4.2 -Результаты испытания на предельную осадку образцов
В процессе высокоскоростной осадки образцов отмечен значительный нагрев,
заметно больший, чем при осадке на прессе.
4.2. Разогрев металла в процессе высокоскоростного пластического
деформирования
При ударном деформировании металлы и сплавы нагреваются. К сожа-лению,
до настоящего времени тепловые процессы при высоких скоростях
деформирования изучены недостаточно.
Рисунок 4.4 -Функциональная схема измерения скорости и температуры
образца во время и после деформирования.
Сущность экспериментальных исследований заключается в деформиро-вании с
большой скоростью образца, к которому крепились термопары. С по-мощью
ограничительных колец задавалась степень деформации. Кольца так-же
использовались для вывода термопар к измерительному устройству. Оно
состояло из ряда радиоизмерительных приборов, позволяющих фиксировать
значение температуры в момент деформации, и включенного параллельно
гальванометра. Последний с секундомером использовали для замера
после-ударной температуры образца во времени.
Схема деформирования и устройство для измерения
температур пока-заны на рис. 4.4. При деформировании образца температура
его повышается и термо-э.д.с. подается на усилитель 3. С выхода
усилителя сигнал поступает на вход вертикального усилителя осциллографа.
Использовали переделанный осциллограф ОК-17М или Cl-1 с генератором
однократной развертки . После-ударную температуру измеряли
гальванометром 5. Осциллограмму повыше-ния температуры в момент удара
фиксировали фотоаппаратом. Измерение температуры образца во время и
после удара, обусловленной необратимым деформированием металла, дает
представление о протекающих тепловых яв-лениях. В этом случае
применялась хромель-копелевая термопара из прово-локи диаметром 0,5 мм,
химически стойкая в окислительной и несколько ме-нее стойкая в
восстановительной среде (в пределах длительных температур до 600 С).
Проволоки термопары крепили к образцам методами конденса-торной сварки.
Испытуемые образцы изготовлялись из стали Ст.10, стали 45 и
30ХГСА. Образцы имели цилиндрическую форму. С размерами: диаметр 12,
высота 18 мм. Каждый электрод термопары для надежности приваривали к
боковой поверхности образца в двух точках, расположенных в одной его
плоскости, параллельной основанию.
В период осадки измеряли среднюю температуру на горизонте точек
крепления термопар. Это необходимо делать в связи с тем, что
температурное поле, симметричное относительно вертикальной оси, вдоль
радиуса неодно-родно. Данное обстоятельство выявляется благодаря
расположению полос цветов побежалости на торцовых поверхностях с
деформированных образцов (концентрические круги равных температур).
После удара температура об-разца выравнивается и можно снять диаграмму Т
= f(t) охлаждения образца.
В процессе проведения опытов установлено, что на результате измере-ний
температуры деформации сказывается влияние сварки. Так, при испыта-нии
образцов без последующего после сварки отжига обнаружены трещины в
местах крепления термопар, происходит резкий скачок температуры с таким
же резким спадом после ее повышения. При визуальном осмотре в зоне
тре-щины наблюдается появление цветов побежалости, в то время как на
осталь-ной поверхности (боковой) их нет. Следовательно, испытуемые
образцы по-сле приварки термопар следует подвергать отжигу. Это исключит
образова-ние трещин и приблизит измеряемую температуру к средней
температуре об-разца на горизонте или в области приварки проволоки.
Поскольку деформирование, а следовательно, и рост
температуры об-разца — процесс кратковременный (при V0=
100 м/с t = 0,0001 с), очень ва-жен вопрос об инерционности термопары.
При измерении быстроизменяю-щейся температуры какой-либо естественной
термопарой показания послед-ней могут отличаться от действительной
температуры среды, что объясняется тепловой инерцией преобразователя
(термопары). Температура преобразова-теля после разового,
скачкообразного изменения температуры среды изменя-ется по
экспоненциальному закону.
Тепловая инерция при измерении быстроизменяющейся температуры среды
существенно влияет на точность измерений. Для уменьшения времени
необходимо применять более тон кие проволоки, что лимитируется
прочно-стью, а также неудобством работы с тонкими термопарами. Тепловая
инерция термопары вызывается необходимостью прогрева спая ее равномерно
по все-му сечению.
Только тогда термопара будет давать показания, близкие к действитель-ным
(при неизменности температуры среды достаточно длительное время).
Нагрев спая происходит не извне, а изнутри, так как спай термопар
об-разует деформируемый образец. Поэтому если образец нагревается, то
де-формируется и нагревается область спая. Ее деформация будет такой же,
как и деформация областей, свободных от спая и расположенных на той же
высо-те от торца, что и места приварки. Нагрев спая происходит так, что
образец, температура которого измеряется, выполняет роль «спая» обычных
термопар. Исходя из этого можно считать, что показания термопары будут
близки к действительным.
Расшифровка осциллограммы осуществлялась с помощью
тарировоч-ных кривых (рис. 4.7). Значения степени деформации: ε1=11;
ε2=12;
ε3=47,5;
ε4=66%.
Характер деформации вязкий; для Ст. 10 -хрупкий (в месте крепле-ния
термопары).
Рисунок 4.6 -Контактный
датчик
Рисунок 4.7 -Типовая осциллограмма.
Таблица 4.3 – Результаты измерений температуры
Величину послеударной температуры определяли также по обратному ходу
луча, не считая измерений с помощью гальванометра (табл. 3). Как вид-но
из таблицы, температура удара может быть значительной. Зависит она от
ряда факторов. Основные из них: прочность образцов, степень деформации,
скорость удара. Нагрев образцов неодинаков по объему. Это доказывается
измерением температуры в различных точках по высоте образцов и их
осмот-ром. Измерения показали, что степень нагрева слоев, расположенных
ближе к торцовой поверхности удара, выше, чем у опорной. То же
подтверждается осмотром образцов. Установлено, что на их торцовых
поверхностях, особен-но со стороны удара, имеются концентрические кольца
цветов побежалости. Интенсивность (яркость) цветов на опорной
поверхности меньше. Проявляет-ся она при больших степенях осадки и
скоростях соударения бойка и образ-цов. Наличие цветов побежалости на
боковых гранях наблюдается еще реже. Данное обстоятельство, вероятно,
можно объяснить различием условий внешнего трения, зависящих от скорости
удара. На этом основании предпо-ложим, что при двухстороннем ударе
получим более равномерное распреде-ление температуры и более высокую
степень нагрева. Проверить это можно только с помощью многоканальной
измерительной аппаратуры. В экспери-менте необходимо также учитывать
другие факторы, определяющие внешнее трение испытуемых образцов (смазка,
качество обработки поверхности и пр.).
4.3 Влияние скорости деформирования на сопротивление пластической
деформации
Как известно, имеется немало исследований, посвященных данному во-просу.
Это труды, принадлежащие школам Н. Н. Давиденкова и В. Д. Кузне-цова, а
также работы А. Надаи, М. Манджойна и др. С появлением новых
технологических процессов высокоскоростной обработки металлов
давлени-ем, новых типов машин и механизмов, работающих в условиях
импульсного нагружения, возникли новые задачи — скоростные испытания
материалов с целью изучения их механических свойств. Значение скорости
исследуют в диапазоне 15 — 100 м/с, что наиболее характерно для
процессов, осуществ-ляемых ударом твердого тела. Полученные результаты
сравнивают с резуль-татами статических испытаний. Для испытания
материалов используют теле-скопический копер (рис.4.8) и рычажный копер
(рис.4.9 и 4.10).
Телескопический копер (рис.4.8) конструктивно выполнен в виде гладкого
ствола 1 с внутренним диаметром 90 мм, укрепленного на основании 2.
Основа-ние смонтировано на четырех шпильках, залитых в бетонную подушку.
Внутри ствола находится пустотелый шток 3 диаметром 60 мм, который в
верхней своей части соединен со стволом при помощи резьбовой втулки 4 и
гаек 5. Пуансон 6 по отношению 1 к стволу 1 и штоку 8 выполнен по
ходовой посадке и имеет достаточную длину. Благодаря этому
обеспечивается соосность ствола и штока, исключается заедание подвижных
частей, обеспечивается осевой удар по шайбе
В верхней части ствола находится казенная часть, выполненная в виде
па-тронника 7 с зарядом 8 и ударно-спускового механизма 9. В нижний
конец што-
ка ввернут упругий элемент 10, на поверхность которого наклеены
проволочные датчики сопротивления, включенные в электрическую схему
измерительного моста. Нижняя часть данного элемента представляет
собой резьбовой захват для стандартного образца 11. В верхней своей
части, в зоне датчиков, он имеет трубчатое сечение. Это сделано для
того, чтобы с помощью воды предотвратить нагрев датчиков при горячих
испытаниях и, с другой стороны, повысить чувст-вительность упругого
элемента по отношению к малым нагрузкам. При горячих испытаниях на
разрыв внутри него циркулирует под давлением охлаждающая жидкость
(вода + масло), обеспечивая стабильную температуру (+ 20' С)
упруго-го элемента в зоне датчиков. Испытуемый образец устанавливали
одним концом в захват упругого элемента, а на свободный конец
навинчивали пятку-13 с шай-бой 12. Для проведения испытаний с
высокими температурами предусмотрена электрическая нагревательная
печь 14 с быстрым съемом и отводом ее от нагре-ваемого образца.
Рисунок 4.9 -Рычажный копер для скоростных испытаний на разрыв
Рисунок 4.10 -Рабочая зона рычажного копра
Опыты показали, что на копре можно проводить механические испытания
различных материалов в диапазоне температур от -196 до +1200˚С
(скорости деформирования 15—300 м/с). Испытания материалов на
растяжение на предла-гаемом копре осуществляли следующим образом. В
ствол вставляли пуансон 6 до упора в нижнюю гайку 5. (Пуансон
представляет собой втулку массой 2 кг с проточенной по наружной
поверхности канавкой для фиксации его в верхней части ствола с
помощью штифта). В нижнюю часть упругого элемента вверты-вали
стандартный резьбовой образец 11 из испытуемого материала, на нижний
конец устанавливали пятку с шайбой 12. Затем в патронник вставляли
снаря-женный необходимым зарядом пороха охотничий патрон 8,
навинчивали удар-но-спусковой механизм и взводили чеку 9. В этом
положении копер готов к ис-пытаниям. В случае необходимости
проведения горячих испытаний к образцу подводили нагретую до нужной
температуры печь (горячие испытания), холод-ных — сосуд с
охлаждающей жидкостью (испытания при низких температурах). После
нагрева или охлаждения образца термоустройство (печь) мгновен-
но отводили в сторону и производили выстрел, что обеспечивало
соблюдение температурных условий. Кроме того, рабочую часть
образцов, предназначенных для горячих испытаний, обматывали нитяным
асбестом в целях предохранения их от значительного остывания в
промежутке времени между отводом печи и выстрелом. Как показали
опыты, падение температуры за это время не превы-шает 25˚ С, что
легко учесть. Испытания при низких температурах необходимо выполнять
в среде азота или в смеси жидкого азота с бензином. В момент
вы-дергивания чеки шток ударно-спускового механизма под действием
пружины накалывает капсуль патрона, порох воспламеняется. Пороховые
газы, действуя на пуансон-боек, движут его с заданной скоростью.
Развив необходимую ско-рость, он покидает ствол и ударяет по шайбе,
деформируя образец. Происходит разрыв образца. Избыточная .энергия
пуансона гасится в яме с песком, распо-ложенной под копром. На рис.
4.9,4.10 представлены общий вид и схема ры-чажного копра для
скоростных испытаний материалов.
Он представляет собой гладкий ствол 1 со станиной 5, на верхнюю
часть которого навинчивается головка, состоящая из патронника 2 и
ударно-спускового механизма 3. В исходном положении боек 4 при
помощи штифта крепится в верхней части ствола. В нижней части копра
на шпильке и на плите станины шарнирно укреплено рычажное устройство
6 с верхним захватом об-разца 7. Нижний захват 8 с упругим элементом
смонтирован на рычаге 9 копра.
Для исключения изгиба образца в процессе его деформирования оба
за-хвата имеют соединение с элементами копра: верхний захват —
шаровую опору на опорной плите копра, нижний шарнир — на рычаге.
Усилие бойка передается на образец благодаря удару по рычагу.
Изменяя массу заряда и бойка, а также соотношение плеч рычага, можно
задать необходимую ско-рость деформирования.
Описываемые копры отличаются по конструкции и оптимальному
диа-пазону скоростей разрыва. На рычажном копре успешно проведены
испыта-ния материалов при скоростях 10 — 50 м/с. Если скорость более
50 м/с, луч-ше использовать телескопический копер. Диаграмму «усилие
в функции сте-
пени деформации» P = f (ε) записывали на высокочувствительную
фото-пленку, фотографируя кривую с экрана осциллографа. Усилие
деформирова-ния измеряли при помощи проволочных датчиков, наклеенных
на упругий элемент. (Датчики являются плечами уравновешенного
моста). Питание мос-та и вывод напряжения баланса производили с
помощью экранизированного кабеля, проходящего внутри штока. Ход
процесса записывали с помощью специально модернизированного
двухлучевого осциллографа типа ОК-17M, наиболее удобного для данного
случая. Однако и он из-за недостаточной ам-плитудной характеристики
усилителей требует существенных доработок. Так, амплитудная
характеристика на экране линейна с точностью 10 % до высоты
отклонения луча всего 18…23 мм, что недостаточно. При увеличении
ампли-туды форма сигнала искажается, при уменьшении — понижается
точность расшифровки. Кроме того, недостаточна ширина частотной
полосы в сторону низких частот и стабильность блока питания.
Для устранения указанных недостатков и превращения осциллографа в
высокочастотную тензометрическую установку нами произведены
доработки: изменены схемы усилителей вертикального отклонения,
добавлены транзи-сторные дифференциальные предусилители, изготовлены
блок балансировок и калибровки тензометрических мостов, новый
стабилизированный блок пи-тания, увеличена длительность развертки до
20 мс.
Типовая осциллограмма кривой Р = f(t) приведена на рис. 4.11.
Так как запас энергии пуансона массой 2 кг при скоростях подлета
бо-лее 30 м/с значительно больше работы деформирования испытываемого
на разрыв образца диаметром 5 мм, то с погрешностью менее 5% можно
считать, что диаграмма Р = f(t) идентична диаграмме Р =f(∆L). В
случае если скорость пуансона (бойка) находится в интервале 5 — 30
м/с, приближение кривых уменьшается. Поэтому следует увеличить массу
бойка или произвести запись кривой ∆L= f(t), что достигается
введением измерительного канала для ∆L. С этой целью копры
укомплектовывают фотоэлектрической системой на базе фотодатчиков.
На рис.4.12. представлена функциональная схема устройства для
реги-страции удлинения образца. Оно состоит из фотоблока и
усилителя, анало-гичного описанному ранее. В фотоблок входит
источник света, который дол-жен обеспечивать равномерный и
параллельный световой поток к светопри-емнику. Он заключен в
цилиндрический корпус, в котором установлены лам-па с точечной нитью
и собирающая линза диаметром 150 мм. Лампа питается от аккумулятора
постоянным током напряжением 12В.
Светоприемник состоит из линзы диаметром 150 мм, в корпусе которой
находится фотоумножитель ФЭУ-2, а также катодный повторитель.
Введение последнего необходимо, так как фотоблок соединен с
усилителем кабелем значительной длины. Фотодатчик и усилитель
питаются от стабилизирован-ного выпрямителя, который обеспечивает
постоянное напряжение 280 В с амплитудной пульсацией не более 3 мВ и
поддерживает его при изменении напряжения сети в пределах 195 -240
В.
Работает устройство следующим образом. При пересечении нижним торцом
пуансона светового потока, идущего от источника света к
фотоумно-жителю, поток изменяется, что вызывает соответствующее
изменение напря-жения, подающееся на горизонтальный вход
осциллографа С1-1. На верти-кальный вход осциллографа идет сигнал,
пропорциональный усилию с выхо-да предусилителя осциллографа ОК-17М.
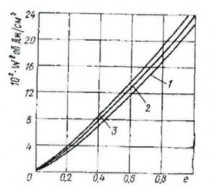
На рис.4.13приведены сравнительные результаты
исследования влияния скорости деформирования при Т = 20˚ С на
показатели прочности отожжен-ной стали 25. Из рисунка видно, что
величина sпри
скоростном разрыве в диапазоне 15 — 60 м/с остается практически
неизменной и лишь незначи-тельно отличается от sстатических
испытаний. В то же время увеличение скоростей деформирования
-приводит к заметному росту предела текучести. В результате этого
площадь, занятая кривой, увеличивается, что приводит к росту ударной
вязкости. Анализ характеристик пластического деформирова-ния металла
ε и (рис.
4.12) показывает их некоторое увеличение в указан-ном диапазоне
скоростей деформации. Аналогичные результаты отмечены при разрыве
образцов из сталей 45, З0ХГСА, Х18Н9Т.
Рисунок 4.13 -Показатели проч-ности для стали 25 в зависимости от
скорости деформирования
Рисунок 4.14 -Показатели пла-стичности для стали 25 в зависимости
от скорости деформирования
Косвенное подтверждение правильности полученных результатов —
измерение твердости образцов, испытанных на разрыв с помощью пресса
и взрывного копра. Установлено, что в плоскости, проходящей через
продоль-ную ось образцов, твердость практически не изменяется.
Однако получаем совсем иные результаты испытаний, если образцы не
подвергаются отжигу. На рис. 4.15 проведено сравнение образцов из
стали Ст. 3, сталей 45, Х18Н9Т, испытанных при статическом и
динамическом режимах деформирования.
Заметное различие можно объяснить совместным действием нагартовки
заготовок, из которых изготовлялись образцы, и особенностями
скоростного деформирования. Таким образом, на основании опытов можно
утверждать, что в значительном диапазоне скорость деформации влияет
на сопротивление деформированию. Данное влияние в наибольшей степени
сказывается на ве-личине предела текучести и практически не
отражается на пределе прочно-сти. Показатели пластичности также
очень мало изменяются в диапазоне ско-ростей, используемых в
экспериментах.
◦-сталь Ст.3; ▲-сталь 45; •-Х18Н9Т; 1-2-3 статические испытания для
стали Ст.3; стали 45 и Х18Н9Т.
Рисунок 4.15 -Изменение предела прочности наклепанных образцов в
зависимости от скорости деформирования.
Учитывая совпадение твердости испытанных образцов на разрыв с
по-мощью пресса и копра, можно заключить, что причиной роста
сопротивления деформированию является действие инерционных сил. В
этом случае необхо-димо учитывать также тепловые эффекты — нагрев в
материале, вызванный пластическим деформированием. Такой характер
сопротивления деформиро-ванию при высокоскоростном нагружении
позволяет предположить, что и для других видов высокоскоростных
испытаний или обработки металла (напри-мер, резки) можно ожидать
подъема кривой силы деформации на ее началь-ном участке.
5. ЗАВИСИМОСТЬ КОРРОЗИОННОЙ СТОЙКОСТИ МАТЕРИАЛОВ ОТ СКОРОСТИ
ДЕФОРМАЦИИ
При высокоскоростной обработке в ряде случаев проявляются
неис-следованные особенности свойств металлов в процессе
Деформирования и в условиях эксплуатации. В случае применения
высокоскоростной обработки в технике, в частности в авиации,
необходимо знать эксплуатационные показа-тели изделий. Наиболее
важные вопросы здесь — усталостная прочность и коррозионная
стойкость в зависимости от скорости деформирования.
Для различных значений скорости деформирования и температуры
про-ведена серия опытов по изучению коррозионной стойкости основных
конст-рукционных материалов на углеродистых, легированных,
нержавеющих, алю-миниевых и магниевых сплавах (сталь 10, ст. 45,
З0ХГСА, 2X13, AK-8VAMr-6). Подготовленные образцы диаметром 12 и
высотой 18 мм, предварительно отожженные, подвергались осадке на
прессе, молоте и на высокоскоростном копре. Это позволило скорости
деформирования изменять от 0,01 до 125 м/с. Образцы имели комнатную
температуру и нагревались до температур ковки и горячей штамповки.
Степень осадки (11, 33, 50, 60 %) была переменной, что достигалось с
помощью подкладных колец. Горячие образцы деформировались до 50%.
После деформирования образцов измеряли размер их торцовой и бо-ковой
поверхностей. Для раздельного изучения поверхностей они покрывались
защитным антикоррозионным слоем (перхлорвиниловый лак на
дихлорэтане).
Подготовленные таким образом образцы подвергались действию
корро-зии. С этой целью использовали водородный коррозиметр акад. Г.
В. Акимо-ва, обеспечивающий при высокой чувствительности построение
кривой корро-зия -время. Активной средой был принят 10%-ный раствор
серной кислоты. Мерой коррозии является количество выделившегося
водорода с единицы по-верхности, подвергнутой коррозии/Наибольшее
время испытания достигало 2 ч 30 мин. Получены таблицы и кривые в
координатах коррозия (к) —
время (t): к =
f(t). Первую группу составили опыты с образцами, имеющими к момен-ту
начала деформации комнатную температуру.
Образцы изготовлены из сталей 10, 45, З0ХГСА, осаживались на прессе
(скорость осадки 0,01 м/с) и высокоскоростном копре при скоростях
соударе-ния бойка с образцом 28 и 125 м/с, затем корродировались с
торцов. Полу-ченные результаты сведены в табл. 5.1. Из таблицы
видно, что коррозионная стойкость зависит от скорости и степени
деформации материала образца или изделия. Для исследуемых материалов
характерно падение коррозионной стой-кости с ростом скоростей
деформации до определенного предела, после чего она возрастает и
при v = 125
м/с становится заметно большей, чем в случае деформирования на
прессе. Полученный результат на основании физической теории
упрочнения и отдыха металлов при высокоскоростном деформировании
может быть объяснен: с ростом скорости деформаций возрастает
неоднород-ность деформированного состояния.
Таблица 5.1 -Степень деформации различных марок сталей
Выделяющееся при этом тепло для восстановления структуры из-за
рассеивания оказывается недостаточным. Поэтому сопротивление
коррозии падает. Дальнейший рост скоростей деформирования, уменьшая
время де-формации, усиливает тепловой эффект. При определенных
скоростях, неоди-наковых для различных материалов, выделяющееся
тепло, благодаря крат-ковременности процесса практически совершенно
не рассеивается в окру-жающую среду (адиабатический процесс) и
тепловой эффект оказывается значительным. Это выражается в том, что
выделяющееся тепло снимает на-пряжения, в результате чего
увеличивается коррозионная стойкость обраба-тываемого металла, что
подтверждается экспериментом.
Исследовали также образцы, которые к моменту осадки были нагреты до
ковочных температур. Группу этих образцов представляли следующие
ма-териалы: ЗОХГСА, 2X13, АК-8, АМг-6. Коррозии подвергались
отдельно бо-ковые и торцовые поверхности образцов.
Осадка достигала 50%. Деформирование осуществлялось на молоте (v = 5
м/с) и высокоскоростном копре (v = 50 м/с).
Результаты экспериментов по изучению коррозии боковых поверхностей
образцов приведены в таб. 5.2. Из таблицы видно, что сопротивление
коррозии образцов, деформированных «нагорячо», больше, чем образцов
в холодном со-стоянии. Это, вероятно, объясняется суммарным
действием тепла предвари-тельного подогрева образцов и тепла,
выделившегося в процессе пластического деформирования. Влияние
скорости деформации благоприятно для сплавов АМг-6 и З0ХГСА и не
ухудшается для материалов 2X13, АК-8.
Таблица 5.2 -Результаты экспериментов по изцчению коррозии боковой
поверхности образцов
Для жаропрочных сталей типа 2X13 отмечается меньшее влияние
теп-лового эффекта на коррозионную стойкость с ростом скоростей
деформирова-ния, что, на наш взгляд, обусловлено их жаропрочностью и
превалированием неравномерного состояния, вызванного действием
инерционных сил, которые увеличиваются с ростом скоростей
деформирования.
Аналогично изучена коррозионная стойкость в функции скорости
де-формации торцовых поверхностей образцов, отличающихся большей
нерав-номерностью деформированного состояния (табл. 5.3).
Как видно, коррозия торцовых поверхностей при тех же условиях
экспе-римента больше, чем боковых. Следовательно, неравномерность
деформиро-ванного состояния, а не степень деформации, является
доминирующим факто-ром, способствующим коррозии металлов,
подвергнутых осадке. Следует также отметить, что рост скорости
деформации благоприятно сказывается на стойкости против коррозии
(исключение — сталь 45).
После анализа табл. 5.1-5.3 и обобщения результатов опытов можно
за-ключить следующее.
Сопротивление металла коррозии зависит от скорости
деформирования. Так, коррозия меньше при высокоскоростной
обработке металла «нагорячо» или при скоростях, для которых
характерно действие теплового эффекта.
Если в процессе высокоскоростной обработки холодных заготовок
скорость деформирования 4÷25 м/с, следует применять отжиг. При
этом необ-ходимо учитывать материал, а также конкретные условия
обработки и экс-плуатации изделий.
Таблица 5.3 -Результаты экспериментов по изучению показателей
степени коррозии по отношению к скоростному фактору
Применение высокоскоростной обработки металлов не может
ограни-чиваться опасностью снижения коррозионной стойкости
изделий в условиях эксплуатации.
Воздействие скорости деформации на усталостную прочность
Усталостная прочность материалов в значительной мере влияет на
на-дежность и долговечность деталей машин и механизмов. Как
показано И. В. Кудрявцевым и другими, ее величина в значительной
мере определяется оста-точными напряжениями. Вместе с тем на
основании работы, проведенной на-ми, можно утверждать, что
внутренние напряжения, возникающие при скоро-стном нагружении,
улучшают коррозионную стойкость ряда материалов. По-этому можно
надеяться, что усталостная прочность образцов или изделий,
ре-формированных при ударном приложении нагрузки, удовлетворит
требовани-ям новой техники. Подтверждение этому — результаты
выполненного нами исследования влияния скорости деформации на
усталостную прочность.
Исследовали высокоскоростную клепку металлов, осуществляемую
уда-ром жесткого тела (инструмента) по стержню заклепки.
Инструмент благодаря давлению взрыва порохового заряда
приобретал большую скорость (20— 100 м/с) и, накопив
значительную кинетическую энергию, деформировал заклепку.
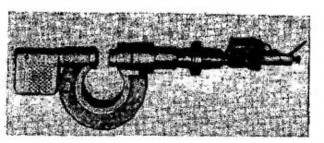
Одно из устройств нашей конструкции для высокоскоростной
холодной клепки показано на рис. 5.1.
Рисунок 5.1 -Высокоскоростная клёпальная скоба
Высокоскоростная клепальная скоба работает следующим образом.
По-сле того как были установлены необходимая обжимка,
склепываемый пакет с заклепкой и боек, а также заряженный
патрон, производили выстрел. Боек массой 0,8÷1 кг, находящийся к
моменту выстрела у казенной части, приобре-тал значительную
скорость соударения. Её величина для данной конструкции
казенника зависит от массы бойка и заряда пороха и может
изменяться в диа-пазоне 20—120 м/с. Накопленная на пути разгона
энергия бойка оказывается достаточной для осадки стержня
стальной заклепки большого диаметра (при массе скобы 20—25 кг и
навеске пороха 0,002 кг — 16 мм).
Боек и обжимка изготавливались из Ст У8А, закаленной и
отпущенной до HRC = 54 ÷ 56; они легкосъемны под нужный диаметр
и форму заклепки, Заклепки изготавливались из стали Ст. 3,
ЗОХГСА, Х18Н9Т, Д18, В-65 и со-ответствовали требованиям ГОСТа.
Пластины пакета делали из стали и из алюминиевых сплавов (сталь
Ст. 3, В-95 и Д16Т).
Пластины и заклепки деформировали высокоскоростной клепальной
скобой или высокоскоростным клепальным молотком, а также с
помощью принятых в технике средств: на прессе и пневматическими
клепальными мо-лотками. Полученные заклепочные соединения
препарировали. Это необхо-димо было для изучения характера
заполнения стержнем заклепки отверстия в пакете, измерения
твердости заклепок и пакета, особенно в зоне среза, провер-ки на
трещинообразование, расклепываемость и для рентгеноанализа.
Часть заклепочных пакетов с одной или несколькими заклепками
испы-тывали на статический срез и на срез при
повторно-статическом нагружении. Особую группу образцов
составляли герметические фюзеляжные панели — продольный и
поперечный наборы с обшивкой. После клепки с разной ско-ростью
деформации они спрессовывались и испытывались на герметичность в
условиях повторно-статического нагружения водой.
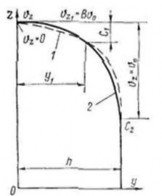
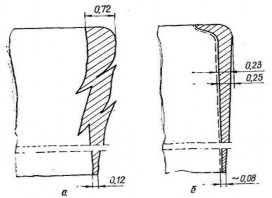
Рисунок 5.2 -Характер заполнения отверстия стержнем заклепки при
высокоскоростной клепке: А -заклепка; Б -пакет
При холодной клепке ручным пневматическим клепальным молотком
на-блюдается значительная конусность стержня заклепки в пакете,
достигающая 6— 7° и более. Ее наличие уменьшает прочность на
статический срез до 5—7% и на отрыв головки до 10%. При
высокоскоростной клепке конусность стержня за-клепки в отверстии
практически отсутствует, заклепка плотно заполняет отвер-стие
склепываемого пакета (рис. 5.2). Кроме того, отмечено
дополнительное сжа-тие пакета со стороны замыкающей головки,
что, вероятно, объясняется инерци-онными силами, вызывающими
дополнительную осадку выступающего конца стержня заклепки. На
рис. 5.2 также видна ориентация зерен почти по всему объ-ему
заклепки и в листах пакета вблизи боковой поверхности стержня,
некоторое измельчение зерен, приводящее к наклепу, а
следовательно к увеличению проч-ности заклепки. Установлено, что
твердость замыкающей головки по «сравнению с исходной для
заклепок из хромансиля увеличилась на 30—40%, из стали 25 и
стали Ст. 3 — на 20—25%. Заметного изменения твердости
склепываемых паке-тов из стали Ст. 3 не обнаружено. Пакеты же из
стали Х18Н9Т при клепке стано-вились тверже на 20—25%.
Последующие испытания заклепочных пакетов на статический срез
показало увеличение разрушающего усилия для заклепок из стали
ЗОХГСА в среднем на 18—20%, из стали Ст. 3 и стали 25 — на
11—14%.
Увеличение прочности заклепочных соединений при высокоскоростной
клепке позволяет уменьшить диаметр или количество заклепок,
обеспечивает их долговечность. Это установлено в результате
проверки прочности образца на срез при повторно-статическом
нагружении (n = 30 цикл/ мин, а = 0,95ав). Испытания также
показали, что заклепочные пакеты, полученные методом
высокоскоростной клепки, независимо от материала заклепок
характеризу-ются большей выносливостью: выдерживают в 1,5—1,9
раза больше циклов до разрушения, чем пакеты, полученные клепкой
на прессах или с помощью клепальных молотков.
Обработка металла ударом твердого тела, например, при холодной
клепке не вызывает нежелаемого влияния скорости деформации на
усталост-ную прочность изделий в условиях последующих испытаний
или их эксплуа-тации, Результаты экспериментов позволяют
считать, что возникающий при этом наклеп ведет к росту
Статической прочности и способствует сопротив-лению усталостным
нагрузкам.
ВЫСОКОСКОРОСТНАЯ ПРОБИВКА ОТВЕРСТИЙ
Один из прогрессивных методов образования отверстий под
болты и за-клепки -применение вместо сверления пробивки
отверстий штампами на раз-личном прессовом оборудовании.
Однако, для осуществления этого метода необходимы рабочие
машины значительных габаритов и массы, мощные приводы к ним
и различные при-способления. По сравнению со сверлением он
имеет ряд недостатков: проби-тые на таких машинах отверстия,
особенно в толстых деталях, имеют малую степень точности;
поверхность отверстия характеризуется низким качеством;
в детали вокруг пробитого отверстия образуются микротрещины,
значительно снижающие прочностные характеристики соединений.
В случае пробивки от-верстий в высокопрочных или весьма
вязких материалах наблюдается быст-рый износ штампов, частые
поломки рабочих частей штампов. Применение прессов
затруднено в условиях ремонтных работ, при выполнении
монтажей и обработке тяжелых габаритных деталей.
К новым процессам высокоскоростной пробивки отверстий
следует от-нести процесс образования отверстий с
использованием энергии взрыва.
Отверстия при высокоскоростной пробивке получают с помощью
пуан-сона и матрицы. В этом случае пуансон-снаряд,
перемещающийся по стволу, за счет энергии сгорания
взрывчатого вещества, приобретает значительную скорость и
пробивает отверстие в заготовке, находящейся на матрице. В
каче-стве энергоносителя в этих приспособлениях может быть
применен, напри-мер, пироксилиновый порох (типа охотничьего
пороха «Сокол»).
Данный метод перспективен при пробивке отверстий в
высокопрочных (τВ > 12•108 Па) и вязких материалах, так как,
используя небольшой заряд по-роха, можно с помощью
безопасной в работе установки массой 25 кг проби-вать
отверстия диаметром до 21 мм в высокопрочных материалах
толщиной до 12 мм. Процесс образования отверстий с
применением энергии взрыва ха-рактеризуется высокой
производительностью (2—4 отверстия в минуту) и низким
уровнем шума, находящимся в пределах норм, допустимых
нормами техники безопасности и промышленной санитарии.
Отверстия при этом полу-чаются высокого качества (RZ80;
Rа25) с достаточной для болтовых (черных болтов) и
заклепочных соединений точностью (5 класс). В материале
детали не наблюдаются микро-и макротрещины, что повышает
прочность по-лучаемых соединений.
Схема процесса
Рассмотрим процесс высокоскоростной пробивки
отверстий, при кото-ром отверстие образовывается с
помощью пуансона и матрицы (пуансон име-ет большую
начальную скорость соударения с металлом (рис. 6.1).
Это дости-гается благодаря пороховому заряду,
сообщающему пуансону кинетическую энергию,
достаточную, чтобы пробить отверстие данного
диаметра в металле определенной толщины и прочности.
Высокие скорости деформирования (и деформации)
обусловливают отличия в поведении материала по
сравнению с пробивкой на прессах. К ним следует
отнести контактные явления в начале со-ударения, что
может влиять на характер трещинообразования,
локализацию зоны пластического деформирования, а
также отделение высечки с некоторой скоростью.
Учитывая это, схему процесса представим в следующем
виде: пу-ансон со скоростью, приобретенной в
результате сгорания порохового заряда, подлетает к
заготовке, лежащей на матрице, и деформирует ее. В
объеме ме-талла, ограниченном пуансоном и матрицей,
благодаря зазору происходит пластическое
деформирование, которое к моменту встречи трещин,
идущих от режущих кромок и матрицы, завершается, и
отделение (разрушение) металла.
Рисунок 6.1 -Прочесс высокоскоростной пробивки.
стий
Теоретическое исследование высокоскоростной пробивки
отвер-
При пробивке осесимметричного отверстия можно записать
систему действующих напряжений:
зависит от механических свойств металла и скоростей
деформации. Среднее нормальное напряжение σ не зависит от
компонентов напряжения вдоль осей координат, так как
является первым инвариантом тензора напряжений» Для
деформированного объема σ -величина постоянная
(гидростатическое напря-жение):
σ =1/3(σ хх+
σ yy+
σ zz).
(6.2) Чтобы
найти величины среднего напряжения, воспользуемся
уравне-ниями пластического течения материала, которые в
принятой декартовой сис-
теме координат для плоской задачи будут иметь вид
(6.3)
Если процесс деформирования осуществляется с малыми
скоростями, тогда в левой части уравнений течения (6.3)
можно пренебречь действием инерционных сил:
(6.4)
Поскольку массовые силы деформируемого металла малы по
сравнению с действующими силами, то ими также можно
пренебречь. Исходя из этого уравнения (248) запишем
следующим образом:
(6.5)
Из выражения (6.5) видно, что среднее напряжение, как и µi
является функцией двух независимых переменных координат y и
z.
(6.6)
Проинтегрировав равенство (6.6) и использовав (6.5), получим
урав-нение для среднего напряжения:
Тогда изменение среднего напряжения можно представить
зависимо-
стью
(6.7)
Оно позволяет найти и поле напряжений в случае, когда
процесс проби-вания отверстий осуществляется при малых
скоростях.
Если скорости значительны, например при большом числе ходов
процес-са, а тем более в случае высокоскоростной пробивки,
напряжение зависит от инерционных сил, влиянием которых уже
нельзя пренебречь. При высокоско-ростной пробивке отверстий
инерционные силы возникают из-за зависимости скорости
отдельных частиц от координат, а также из-за того, что
скорость движения пуансона в материале — величина
переменная. Проанализируем влияние инерционных сил для
случая высокоскоростной пробивки отверстий. Среднее
напряжение представим в виде суммы двух составляющих:
статиче-ской, характерной для медленного воздействия силы, и
инерционных сил:
σ = σст+
σ*. (6.8)
Величину а определяем согласно уравнению (6.7).
Компоненты же составляющей среднего напряжения от действия
инер-ционных сил из выражения (6.3) с учетом (6.8) могут
быть записаны cледующим образом:
(6.9)
Подобно формуле (6.5) составляющую изменения среднего
напряжения от действия инерционных сил представим
зависимостью:
(6.10)
Здесь первый член правой части учитывает изменение
температуры по времени, происходящее в результате
теплопередачи материала, второй — из-менение температуры
из-за происходящей в материале пластической дефор-мации.
Высокоскоростная пробивка отверстия-процесс кратковременный,
по-этому можно считать, что потери тепла телом за счет
теплопроводности не-значительны. Следовательно, решение
уравнения теплопроводности можно записать так:
Т = Ф(r, у, t) (6.11).
Из выражения (6.11) видно, что температура материала,
развиваемая в теле за счет пластической деформации, зависит
от глубины и времени внедре-ния пуансона в материал (степени
и скорости деформации) и при высоких ско-ростях может
достигать значительной величины, а следовательно, уменьшать
работу деформирования.
На полную работу деформирования влияет объем материала,
вовлечен-ного в пластическую деформацию. Если известны
скорости перемещения час-тиц материала, можно определить его
величину. Скорости перемещения час-тиц материала в
зависимости от скорости подлета пуансона находят
экспери-ментально (метод сеток) либо путем анализа контуров
деформируемых по-верхностей, подвергнутых пробивке при
различных скоростях.
Рисунок 6.2 -Изменение скорости частиц материала при
различных ско-ростях подлета пуансона
Обработка экспериментальных данных показывает, что
зависимость скорости перемещения частиц от скорости подлета
пуансона может быть за-писана в виде
(6.12)
На рис. 6.2 показано изменение скорости частиц материала при
различ-ных скоростях подлета пуансона, где кривые 1, 2
соответственно относятся к
высокой и малой скоростям пуансона. Из рисунка видно, что
зона пластиче-ской деформации при высокой скорости пуансона
меньше, нежели при мень-ших его скоростях.
Необходимая работа деформирования может быть определена в
том случае, если известна работа напряжений, совершаемая при
переходе элемента тела единичного объема из
недеформированного состояния в деформирован-ное.
Использовав граничные условия и определив пределы
интегрирования, получим окончательное уравнение для полной
работы деформирования при пробивке отверстия:
(6.13)
Оно позволяет определить полную работу деформирования,
необхо-димую для пробивки отверстия, если известна скорость
пуансона, т. е. извест-ны время внедрения пуансона в
материал и глубина деформируемого слоя.
В связи с локализацией зоны деформирования при
высокоскоростной пробивке отверстий, вероятно, можно
принимать наименьший зазор между пуансоном и матрицей, что
приведет к уменьшению полной работы деформи-рования, так как
значение верхнего предела интегрирования при подсчете полной
работы значительно меньше. Таким образом, чтобы пробить
отвер-стие, необходимо пуансону сообщить энергию, равную или
большую работы напряжений с учетом тепловых явлений и
локализации очага деформации.
Поле скоростей
Напряженно-деформированное состояние металла в
процессе пробивки отверстий определяется по
уравнениям (6.5), если известно поле скоростей
частиц материала в функции скорости соударения
пуансона и заготовки. За-висимость поля скоростей
частиц от скорости подлета пуансона получают
экспериментально, так как расчетным путем найти ее
трудно.
Скорости перемещения частиц определяют методам
дополнительных сеток, считая, что составляющие
скоростей перемещения по оси отсут-ствуют, т. е.=
0.
Анализируя поверхности образцов, находим скорость
перемещения час-тиц вдоль оси (6.14).
Использовав условие несжимаемости материала
получим.
Поскольку ; , имеем
(6.15)
Составляющие скоростей перемещения частиц
представляются в виде
(6.16)
Определяют коэффициенты и ,
зная экспериментальную зависи-мость от
скорости пуансона (рис. 6.3). Достигается это
подстановкой зна-чения скоростей соответствующих им
значений координат частиц в уравне-ние (6.16).
Рисунок 6.3 -Зависимость продольных скоростей
перемещения частиц металла в зоне деформаций:
1 -экспериментальная кривая изменения продольных
скоростей; 2 -ее
аппроксимация зависимостью
для
При (первое
граничное условие) можно записать, что
. (6.17).
В этом случае
.
(6.18).
Второе уравнение где В —
коэффициент пропорцио-
нальности, показывающий, во сколько
раз скорость частиц с координатой меньше
скорости частиц с координатой (выбирается по
экспериментальной кривой).
Подставляем полученные значения коэффициентов , в
уравнение (6.17), окончательно имеем:
(6.19)
Используя приведенную методику определения названных
коэф-фициентов и предполагая, что процесс
деформирования происходит равно-мерно, строим
графики (рис. 6.4) их зависимости от скоростей
подлета пуан-сона (времени внедрения пуансона в
материал). Используя данные графика, можно при
различных скоростях подлета пуансона найти скорости
переме-
щения частиц, т. е. построить поле скоростей частиц,
позволяющее опреде-лять напряженное состояние
материала при деформировании.
Рисунок 6.4 -Зависимость коэффициентов , от скорости
подлета пуансона
Тепловой эффект
Температурные изменения в металле при
высокоскоростной пробивке отверстий, происходящие
при пластической деформации в материале, могут быть
определены как
(6.20)
Произведя подстановку значения и проинтегрировав
уравнение (6.20),
получим
(6.21)
В начале процесса деформирования (при=
0) температура тела равна исходной температуре
заготовки. В рассматриваемом нами процессе пробив-ка
осуществляется нахолодно, т. е. температура
заготовки равна температуре окружающего воздуха. Для
приближенных расчетов можно считать, что ис-ходная
температура образца.
В этом случае=
0, а уравнение может быть записано следующим
образом:
(6.22)
Последняя формула позволяет определить температуру
дефор-мируемого объема материала в любой точке его,
вызванной пластической де-формацией. Максимальная
температура развивается в точке, находящейся у
пуансона на верхней поверхности заготовки при
времени деформирования, равном конечному отрезку
времени, т. е. максимальную температуру на-блюдаем
при Таким образом,
(6.23)
Уравнение (6.23) получено в предположении, что между
дефор-мируемым объемом и недеформируемым материалом
заготовки теплообмен отсутствует. В реальных
условиях в результате теплопроводности тепло
от-водится от нагретых слоев к холодным.
Для практических расчетов целесообразно
воспользоваться уп-рощенным решением задачи
теплоотвода. Для этого предположим, что к пла-стине
подведен мгновенный источник тепла с температурой(получена
в ре-зультате подсчетов по уравнению (6.23), равна ).
Тогда относительную температуру материала, не
подверженного нагрузке, находим из соотношения
(6.24)
где —
переменная температура тела в любой точке; —
температура источника; —
температура холодного материала образца, к которому
подведен источник (нами принята равной нулю).
Подсчитаем критерий Фурье для чистой
теплопроводности:
(6.25) ,
где — коэффициент температуропроводности материала,
для стали
). По номограмме зависимости между избыточной
температу-рой и критерием Фурье определяем
относительную температуру
Подставив значенияв
уравнение (6.22), найдем относительную тем-пературу любой
точки с координатой в любой момент временииз следую-щего
преобразованного уравнения
ν(y,t)(6.26).
Абсолютное значение температуры в любой точке
вычисляем как раз-ность температур источника и
относительной температуры точки:
(6.27)
.
Из анализа уравнений (6.25) — (6.27) следует, что
температуропровод-ность зависит от времени
деформирования , координаты точки и темпера-туры
подведенного источника .
Как видно из уравнения (6.25), при весьма больших
скоростях (при малых значениях ) численное значение
критерия Фурье мало, а следовательно, значение
относительной избыточной темпера-туры почти равно
единице. Таким образом, за малый промежуток времени
тепло даже от источника с большой температурой не
успевает распростра-ниться в глубь заготовки и
температура точек тела остается почти неизмен-ной.
Если скорость такова, что деформируемый материал
получает темпера-туру, равную или выше ,
тепло, сообщенное материалу, не успевает рас-
пространиться в окружающую его массу. В результате
упрочнение, возни-кающее в результате необратимой
деформации материала, может сниматься благодаря
выделившемуся теплу. Общая работа деформирования при
пробив-ке отверстий уменьшается.
Локализация объема пластически деформированного
материала
При определении закономерностей хода пуансона в
заготовке принима-ли, что пластически деформируется
весь материал, находящийся в зазоре ме-жду пуансоном
и матрицей. В действительности объем материала
уменьшает-ся с ростом скорости подлета пуансона.
Данное явление можно объяснить следующим образом.
Компоненты скорости деформации находим из
зависи-мостей:
Подставив в уравнение (6.29) значения (6.31) и решив
его, найдем ком-поненты деформаций частиц:
Интенсивность деформаций
(6.32)
(6.33)
Как видим, интенсивность деформаций зависит от
координат точки ма-териала, скорости подлета
пуансона и времени деформирования. При нахож-дении
интенсивности деформаций следует принимать во
внимание предель-ный промежуток времени
деформирования, определяемый в зависимости от
предельной деформации (до разрушения).
Значения —
граничной координаты, где появляется пластическая
де-формация
(6.34)
Для построения границ пластически деформируемого
материала можно, задаваясь значениями , найти из
уравнения (319) соответствующие значе-ния .Рассчитав для
различных скоростей подлета пуансона, строят кривые
изменения (локализации) зоны пластически
деформированного материала в зависимости от скорости
деформирования. Кривые позволяют определить объем
материала, втянутого в пластическую деформацию при
пробивке, гра-фически либо из соотношения:
(6.35)
Работа деформирования при пробивке отверстий
Полную работу деформирования определяем из уравнения (6.13):
(6.36)
Подставив значение из
(6.32) и проинтегрировав равенство (6.36)
по переменным , получим работу деформирования:
или
(6.37)
(6.38)
Чтобы учесть изменение объема пластически деформированного
мате-риала, пределы интегрирования по принимаем от 0 до При
этом
, т. е. в расчет входит объем пластически деформированного
мате-риала. Из равенства (6.32) видно, что координаты
граничных точек материа-ла, где происходит пластическая
деформация, меняются
в зависимости от координаты . Для упрощения расчетов условно
за объем пластически де-формированного материала принимаем
объем, ограниченный цилиндриче-скими поверхностями со
следующим диаметром образующих: внутренний —
, наружный .
После интегрирования получим окончательное выражение для
работы деформирования при высокоскоростной пробивке
отверстий:
(6.39)
Из формулы (6.39) видно, что работа деформирования зависит
от харак-теристик пробиваемого отверстия (диаметра и
толщины) материала. Из ра-венств (6.38), (6.39) также
следует, что на работу деформирования влияет из-менение
скорости подлета пуансона. При высокоскоростной пробивке
отвер-стий работа деформирования может быть больше, равна
или меньше работы деформирования при пробивке отверстий
штампами на прессах. Это различие в работах динамического
(скоростного) и статического деформирования ха-рактеризуется
коэффициентом динамичности:
. (6.40)
Экспериментальные исследования процесса
Установка для высокоскоростной пробивки отверстий. Экспери-ментальные
исследования выполняли на копре для скоростных
испытаний. Копер состоит из следующих частей: чеки,
патронника, стола, матрицедержа-теля, пуансона,
матрицы и опорного узла. Принцип действия установки
за-ключается в следующем. Во взрывную камеру
(патронник) помещается необ-ходимый заряд пороха
(памп применялся охотничий бездымный порох типа
«Сокол»). К последнему подводили электрозапал через
свечу. При включении электропитания порох
воспламенялся, благодаря чему пуансон наряд,
подве-шенный на заплечиках ствола с помощью
проволоки диаметром 2—3 мм, срезал ее. Затем
пуансон-снаряд двигался к образцу, находящемуся на
матри-це, и пробивал в нем отверстие.
Для изучения параметров процесса высокоскоростной
пробивки отвер-стий с помощью копра применяли
специальные измерительные устройства для регистрации
средней скорости подлета пуансона к заготовке (см.
гл. 2); звуковых характеристик процесса пробивки
отверстий; максимального давле-ния в камере
воспламенения пороха.
Инструменты для проведения экспериментальных
исследований про-цесса пробивки отверстий. При
изучении влияния зазора между пуансоном и матрицей
на энергетические и технологические показатели
процесса его в комплектах инструмента при
высокоскоростном и статическом деформирова-нии
принимали различными. Инструменты изготовляли из
материала УЗА с последующей термообработкой до ИКС =
52-5-56 ед.
Для выполнения экспериментов высокоскоростной
пробивки отверстий
необходим был инструмент с оптимальными размерами
пуансонов и матриц (зазоры между ними, формы и
размеры рабочих инструментов), который бы при
минимальной работе деформирования обеспечивал
получение качествен-ных отверстий достаточной
точности (без микро-и макротрещин вокруг
от-верстия). При этом должны обеспечиваться высокая
стойкость инструмента и свободный съем заготовки без
применения специальных съемников.
В соответствии с этими требованиями изготовлены
матрицы с рабочим диаметром, равным номинальному
диаметру пробиваемого отверстия и на 0,9 мм больше
номинального диаметра отверстия. Режущий поясок
матриц (изго-товлялся цилиндрическим) принимали
равным 3 мм. С целью изучения стой-кости
инструментов и влияния износа на качество стенок
отверстий пред-намеренно скругляли режущие кромки
матрицы радиусом 0,7 мм.
Пуансон выполнен в виде цилиндрического бойка, в
верхней части ко-торого имеется сверление для
подвески его с помощью чеки к стволу перед
выстрелом. Нижнюю, рабочую часть пуансона, выполняли
цилиндрической с диаметром, равным номинальному
диаметру пробиваемого отверстия, либо конической с
диаметром у основания, равным диаметру пробиваемого
отвер-стия, но с углом конусности в 3, 4, 5 и 12 .
Длину рабочей части пуансона во всех исследованиях
высокоскоростной пробивки отверстий принимали
мень-шей толщины пробиваемого материала (длина
колебалась от 10 до 4 мм).
При выборе инструмента для статической пробивки
исходили из из-вестных закономерностей процесса:
минимальный зазор между пуансоном и матрицей не
менее 10% толщины пробиваемого материала. Матрицы
изго-товляли с рабочими частями цилиндрической
формы. Диаметры рабочих час-тей матриц на 0,8— 1,5
мм больше номинального диаметра пробиваемого
от-верстия. Это позволило изменить в широких
пределах зазор между пуансоном и матрицей для
различных материалов. Пуансон также принят с
цилиндриче-ской рабочей частью, диаметр ее равен
номинальному диаметру пробиваемо-го отверстия.
Конические пуансоны не пригодны для пробивки
отверстий в толстолистовых материалах с помощью
дыропробивных штампов, так как п случае их
применения ухудшается точность и качество
пробиваемых отвер-стий, а также значительно
возрастает усилие при проталкивании высечки че-рез
пробитое отверстие и матрицу из-за калибровки стенок
отверстия кониче-скими поверхностями пуансона.
Длина рабочей части пуансонов принимается несколько
большей мак-симальной толщины экспериментального
образца для того, чтобы протолк-нуть высечку через
пробитое отверстие и матрицу.
Образцы для проведения экспериментальных
исследований. Экспери-ментальные
исследования высокоскоростной и статической
(прессовой) про-бивки отверстий проводились на
образцах сталей 25, 45, ЗОХГСА, 2X13, Д16, Х18Н9Т и
В-95 (вдоль и поперек волокон).
Пробивку вдоль волокон осуществляли на образцах,
отрезанных на то-карном станке от пруткового
материала названных марок диаметром 60—75 мм;
поперек — на плоских образцах размерами 150x40х5 ,
изготовленных на фрезерном станке. Толщина
испытуемых образцов принималась равной 5, 8,
10, 12, 14мм. Толщину образцов измеряли
штангенциркулем с точностью до 0,01 мм. Для
экспериментального изучения поля скоростей при
высокоскоро-стной пробивке отверстий и характера
локализации объема пластически де-формированного
материала изготовлены образцы размером 62х60х3.
Затем эти образцы разрезали по большей стороне
фрезой, с обеих разрезанных сто-рон шлифовали до
размера 30х60х5. На шлифованную плоскость наносили
сетку с шагом 0,25 мм; данная пара образцов
маркировалась одним и тем же номером.
С целью получения необходимых для расчетов
механических характе-ристик выполнены испытания на
растяжение согласно ГОСТ 1497—42.
Определение скоростей перемещения частиц металла. Это
осу-ществляли следующим образом. После пробивки
отверстия образец разрезали по диаметральной
плоскости пробитого отверстия. При пробивке
близлежа-щие к стенке отверстия частицы материала
деформируются, и верхняя по-верхность образца
получает искривление. Деформируемую поверхность
фо-тографировали, затем с помощью эпидиаскопа ее
увеличивали и получали схему перемещения частиц
материала у верхней поверхности (со стороны входа
пуансона) образца (рис. 6.5).
Рисунок 6.5 -Макрошлиф образца после
высокоскоростной пробивки В табл. 10 сведены
результаты экспериментального определения скоро-
стей перемещения частиц материала и подсчитанные по
теоретической зави-симости (6.32). Из таблицы видно,
что с увеличением скорости подлета пуан-сона к
заготовке для одних и тех же материалов частицы,
несколько удален-ные |от
поверхности пробитогоотверстия, приобретают мень-шие
скорости перемещения, чем частицы с аналогичными
координатами, но при меньших скоростях подлета. Это
определяет локализацию зоны пласти-ческого
деформирования с ростом скорости подлета, так как
при этом части-цы, имея невысокие перемещения,
переместятся на небольшое расстояние. Эти
перемещения могут не превосходить значений
предельных упругих де-формаций. При малых же
скоростях подлета пуансона к заготовке частицы
материала приобретают высокие скорости, время
деформирования в этом случае оказывается несколько
большим, чем в первом случае. В результате
перемещения оказываются значительными,
превосходящими величину упру-гих предельных
деформаций, и частицы материала деформируются
упруго. Следовательно, для пробивания отверстий с
высокими скоростями подлета
пуансона к заготовке может потребоваться меньшая
работа деформирования, чем при статической пробивке
на прессе.
Экспериментальная проверка объема пластически
деформированного материала. Влияние
скорости подлета пуансона на изменение количества
ма-териала, втянутого в пластическую деформацию,
изучали с помощью микро-шлифов и делительных сеток.
Для этой цели образцы из стали 45 после про-бивки
отверстий (при различных скоростях подлета пуансона
к заготовке) разрезали по диаметральной плоскости
пробитого отверстия и изготавливали микрошлифы.
Изучение микрошлифов всех испытуемых материалов
показало, что близлежащие к стенкам пробитого
отверстия частицы материала претерпева-ют
структурные изменения. На некотором расстоянии от
стенок пробитого отверстия волокна материала
изгибаются, т. е. деформируются пластически. Зону,
волокна в которой претерпевают необратимые
пластические изменения, можно принять за границу
пластически деформированного материала. На
ос-новании показаний микроскопа или лупы Бринеля
можно подсчитать объем материала, втянутого в
пластическую деформацию при различных скоростях
подлета пуансона к заготовке.
На рис. 6.6 показаны микрошлифы с измеренными
границами пласти-чески деформированного материала
образцов из стали 45, отверстия в кото-рых получены
штампом на машине УИМ-50 и при высокоскоростной
про-бивке с различными скоростями подлета пуансона к
образцу.
Рисунок 6.6 -Схемы микрошлифов с измеренными
границами пластичности:
I -статическая пробивка (h = 0,6 мм);
II -высокоскоростная пробивка (h = 0,45 мм)
Из рисунка видно, что с ростом скорости подлета
пуансона к заготовке граница пластически
деформированного материала сужается, приближаясь к
стенкам пробитого отверстия. Так как скорость
подлета пуансона к заготовке определяется толщиной
пробиваемого материала, для оценки ее влияния на
локализацию пластически деформированного материала
примем величину относительного объема пластически
деформированного материала:
(6.41)
Таблица 6.1 -Химический состав марок сталей
Изменение зоны пластической деформации при
высокоскоростной про-бивке отверстий видно также
после пробивки отверстий с нанесенными сет-ками.
Многочисленные опыты показали, что на испытательной
машине при статической пробивке большее количество
сеток сдеформировалось, т. е. большее количество
материала вовлечено в пластическую деформацию, чем
при высокоскоростной пробивке.
В табл. 6.2 приведены результаты экспериментальных
исследований и расчетные значения по определению
объема пластически деформированного материала (по
три зачетных эксперимента) при пробивке отверстий в
образ-цах из стали 45 различной толщины. Во всех
экспериментах принята посто-янная величина зазора
между пуансоном и матрицей, равная 0,9 мм. Граница
пластически деформированного материала принимается
по максимальному значению пластически
деформированного волокна.
Таким образом, на основании выполненных исследований
можно за-ключить, что с ростом скорости подлета
пуансона к заготовке зона пластиче-ски
деформированного материала уменьшается. Локализация
зоны пластиче-ски деформированного материала,
по-видимому, при весьма высоких скоро-стях
нагружения может привести к охрупчиванию или
хрупкому разрушению
— выбиванию высечки из основного материала.
Другие методы измерения усилий, например с помощью
датчиков со-противления или крешеров, не учитывают
инерционность системы, что очень важно в связи с
малым импульсом времени. Экспериментальные
исследова-ния по определению работы деформирования
при обоих видах пробивки про-водились с помощью
пуансонов с цилиндрической рабочей частью.
Таблица 6.2 -Результаты эксперимента
Технологические особенности процесса
Отверстия в толстых плитах и профилях обычно
получают путем про-бивки и с помощью штампов, реже
-прожиганием. Все три пути имеют свои недостатки.
Так, в случае прожигания получаются отверстия
плохого качест-ва, что нежелательно. Сверление не
всегда приемлемо, особенно для деталей прочных
малопластичных сталей. Пробивка на прессах не
обеспечивает рав-ноценной со сверлением прочности
из-за возникновения микро-и макротре-щин в стенках
отверстий. Получение отверстий сверлением хотя и
обеспечи-вает высокое их качество, но целесообразно
лишь в отдельных случаях, на-пример при сборке
самолетов. Отдельная проблема -получение отверстий в
полевых условиях при ремонтных работах.
В связи с названными трудностями особенности
процесса высокоскоро-стной пробивки следует
рассмотреть с позиций новой технологии, особенно для
случаев, когда традиционные способы находят
ограниченное применение или их использование
неприемлемо или экономически невыгодно. При этом
следует учитывать, что высокие скорости деформации в
процессе пробивки характеризуются локализацией зоны
деформирования, в известных случаях меньшей
энергоемкостью процесса, несколько иным, чем при
пробивке на прессах, механизмом разрушения металла.
К важным сравнительным характеристикам процессов
статической и динамической (высокоскоростной)
пробивки следует отнести точность и ка-чество
поверхности отверстий, прочностные свойства изделий
с отверстиями, полученными пробивкой на прессах и
ударом, и, наконец, стойкость инстру-мента.
Трещинообразование в зоне отверстия в материалах
З0ХГСА, В95, рез-ко снижающее усталостную прочность,
особенно нежелательно. Для выясне-ния этого явления
препарировано значительное число образцов с
отверстия-ми, полученными ударом пуансона. Шлифы
изучались под микроскопом МИМ-8.
Выяснено, что вблизи отверстий, полученных
высокоскоростным на-
гружением, отсутствуют микро-и макротрещины.
Вероятно, это объясняется кратковременностью
процесса. Подтверждение этому локализация зоны
де-формации, наличие тепловых эффектов (можно
наблюдать цвета побежалости на стенках отверстий, т.
е. нагрев достигает 700—800° С), которые в
плоско-стях скольжения характеризуются особо высокой
температурой, и, наконец, наличие сжимающих
напряжений в очаге деформации.
Уровень внутренних напряжений, определенных
рентгенографически, даже при низких температурах
невелик, что согласуется с металлографиче-скими
исследованиями. Для окончательного решения задачи в
пользу высо-коскоростной пробивки проведены
испытания на разрыв образцов с отвер-стиями,
полученными разными способами. Образцы изготовлялись
из стали 25 размером 150х35хS (S=5,8,12 и 14 мм),
имели отверстия диаметром 25 мм и разрывались на
машине УИМ-50. Результаты приведены в табл. 6.3.
Как видно из таблицы, даже тогда, когда материал не
склонен к трещи-нообразованию, высокоскоростная
пробивка обеспечивает лучшие прочност-ные качества.
Стойкость режущих кромок матриц и пуансонов играет
большую роль, так как их затупление вызывает
заусеницы и рванины в материале. Помимо этого
затупление увеличивает издержки на инструмент.
Пробивка отверстий в прочных деталях (заготовках)
требует примене-ния для инструмента специальных
сталей. Поэтому пуансоны и матрицы бы-ли изготовлены
из стали У8А, закалены и отпущены. Материал образцов
-конструкционные стали, применяемые в авиации,
судостроении и др. Диа-метр отверстий принимали не
меньше толщины образца, зазор не превышал 6% толщины
заготовок. Было получено более 2000 отверстий для
каждой марки стали (около 10 000 ударов). Однако
предельного для штампов затуп-ления режущих кромок
радиусом 0,2 мм отмечено не было.
Таблица 6.3 -Результаты эксперимента
В связи с этим режущие кромки намеренно скруглялись
до величины радиуса 0,6 мм. В данном случае качество
поверхности стенок отверстий не изменялось, хотя
потребная энергия увеличивалась. Это позволяет
заключить, что перешлифовкой инструмента можно
получить большее количество отвер-стий, нежели с
помощью штампов, и притом лучшего качества.
В значительной мере стойкость инструмента
обеспечивается локализа-цией зоны пластического
деформирования, геометрией инструмента (пуансо-на),
а также тем, что для пробивки и проталкивания
высечки через пробитое отверстие и матрицу
достаточно внедрения пуансона лишь на 0,5—0,75
тол-щины материала.
Зазор между пуансоном и матрицей, а также форма
инструмента влия-ют на точность и качество
поверхности получаемых отверстий, и величину усилия
съема деталей с пуансона.
Считая, что процесс высокоскоростной пробивки
представляет собой сочетание пластического
деформирования металла в зазоре между пуансоном и
матрицей и хрупким отделением высечки от основного
металла по направ-лению трещин, идущих навстречу
друг другу от режущих кромок инструмен-та, а также
зная о локализации зоны деформации с ростом
скоростей, прихо-дим к выводу о необходимости
определения диапазона величины зазора. Так, при
пробивке на прессах зазор достигает 10—15% толщины
пробиваемого отверстия. На столько же отличаются
размеры отверстий (высечки) на выходе и входе
пуансона.
Чтобы увеличить точность, следует уменьшить зазоры.
Много-численными экспериментами доказано, что при
высокоскоростной пробивке отверстий величина зазора
может составлять 3—8% толщины пробиваемого отверстия
и с увеличением толщины заготовки его следует
принимать ближе к нижнему пределу.
Пуансоны могут иметь рабочую часть (входящую в
металл) ци-линдрической и конической формы. При
конической форме пуансона увели-чивается точность
отверстий и улучшается качество поверхности. Однако
при этом необходимо, чтобы у основания «конуса»
диаметр был равен диаметру отверстия матрицы, а на
конце — меньше на величину зазора. В этом случае
пуансон, пробив отверстие, входит в материал до
плоскости заплечиков и ка-либрует размер отверстия.
Таким образом, в процессе пробивки коническими
пуансонами максималь-ные отклонения размеров
отверстий будут равны разности диаметра отверстия
входа — выхода и среднего диаметра конической части
пуансона (табл. 6.4).
Следовательно, для обеспечения большей точности
пробивки следует применять пуансоны с углом
конусности рабочей части, равным ~3°, и высо-той
рабочей части, приблизительно равной 0,75 толщины
пробиваемого мате-риала. Величина зазора между
матрицей и режущей кромкой пуансона со-ставляет
4—10% толщины пробиваемого материала. Зазор
образуется в ре-зультате увеличения диаметра матрицы
(на 0,4 мм) по сравнению с номи-нальным диаметром
отверстия, а также уменьшения диаметра режущей
кром-ки пуансона.
Таблица 6.4 -Диаметры входа и выхода отверстия
конической части пуансона
Возможность использования при высокоскоростной
пробивке отвер-стий инструмента с меньшим зазором
(4—10 % толщины пробиваемого мате-риала), а также
применение инструмента конической формы позволяет
полу-чать более качественные поверхности стенок
отверстия.
С помощью применения эталонных плиток установлено,
что стенки от-верстий. полученных высокоскоростной
пробивкой, имеют чистоту со
стороны выхода пуансона и достигают со
стороны его входа. По-следнее объясняется
калибровочной ролью конической части пуансона,
имеющей полированную поверхность.
Достаточная точность и относительно высокое качество
поверхности отверстий позволяют использовать эти
отверстия без дополнительной их до-работки для
болтовых (черных болтов) и заклепочных соединений.
Положи-тельно также то обстоятельство, что в
процессе высокоскоростной пробивки отверстий с
конической формой рабочей части пуансона высечка
удаляется легко без помощи съемника, что обязательно
требуется в конструкциях штампов при прессовой
пробивке.
Внедрение высокоскоростной пробивки отверстий в
промышленность
Теоретические и экспериментальные исследования пробивки
отверстий послужили основой для проектирования, изготовления
и внедрения опытно-производственных высокоскоростных
установок на ряде заводов. Проектиро-вание установок
выполнено в соответствии с требованиями заводов-заказчиков:
получение отверстий, удовлетворяющих техническим условиям;
безопасность и бесшумность в работе; достаточная
производительность про-цесса и удобство эксплуатации в
конкретных условиях завода. Так, пробить отверстия в
элементах стапельной оснастки, в надрессорной балке и раме
те-
лежки железнодорожных вагонов, характеризующихся
значительным весом и габаритами, очень сложно. А из-за
трудности подхода нельзя применить сверлильные станки и
прессы. Поэтому в подобных случаях целесообразно заменить
ручной труд, использовав для пробивки отверстий
малогабаритную и легкую высокоскоростную установку.
На судостроительных заводах, где обрабатываемый материал
характе-ризуется высокой прочностью и вязкостью, не
рекомендуется применять сверление или прессовую пробивку.
Выжигание в этом случае также не под-ходит из-за низкого
качества получаемых отверстий. Поэтому на судострои-тельных
заводах целесообразно применять высокоскоростную пробивку в
плитах, профилях и др.
Конструктивно опытно-производственная установка для
высо-коскоростной пробивки состоит из следующих основных
узлов и деталей (рис.6.7): 1 — патронника-затвора; 2 —
ствола, направляющего движение пу-ансона; 3 —
глушителя; 4 —
пуансона: 5 —
матрицы; 6 —
скобы, обеспечи-вающей соосность матрицы по отношению к
пуансону и воспринимающей нагрузки при пробивке отверстий; 8 —
узла перемещения установки вдоль проката.
Установка работает от энергии сгорания пороха, заряженного в
винто-вочный патрон калибра 7,62 мм либо в охотничий патрон
32 калибра. Прин-цип действия установки заключается в
следующем: между срезом ствола 2 и
матрицей 5 устанавливают
пробиваемую деталь 7 (или установка располага-ется на
пробиваемой детали, если размеры и вес последней
значительны), с помощью резьбы стволом поджимают деталь к
матрице; патронник 1 поме-щают
в заряженный патрон и производят выстрел. Энергия,
приобретенная пуансоном благодаря высокой его скорости,
оказывается достаточной для пробивки отверстий. Затем
шомполом или наклоном установки возвращают пуансон в
исходное положение (до патронника), перемещают установку на
новую позицию и готовят ее к очередному выстрелу.
Рисунок 6.7 -Схема установки для высокоскоростной пробивки
отверстий
Исходные данные при проектировании высокоскоростных
про-изводственных установок для пробивки отверстий —
характеристика проби-ваемых отверстий (диаметр отверстий,
толщина и марка пробиваемого мате-
риала), технические условия на их качество, координаты
отверстий проби-ваемой детали, условия подхода и
производства.
Зная характеристику пробиваемого отверстия, определяем
работу де-формирования:
(6.42).
Работу статического деформирования находим из уравнения
(6.42):
.
Величины характеризующие
пробиваемое отверстие и мате-риал, являются исходными
данными для проектирования установки.
Коэффициент динамичности уравнения , как было показано выше,
для всех материалов при изменении скорости подлета пуансона
к заготовке от 28 до 70 м/с колеблется в пределах 1,35—0,7.
Таким образом, при проектирова-нии установок для определения
работы деформирования можно принять мак-симальные значения
коэффициентов динамичности .
При этом не исключено, что расчет дает завышенные значения
работы деформирова-ния, т. е. расчет производится с запасом
в сторону увеличения заряда энерго-носителя-пороха, затем
уточняется пробной пробивкой.
Из соотношения (6.42) можно определить потребную работу
де-формирования при высокоскоростной пробивке отверстий:
Кроме того, она может быть найдена из следующего выражения:
(6.43).
(6.44).
Решая совместно уравнения (6.43), (6.44), можно получить
зависимость для скорости подлета пуансона к заготовке,
необходимой при пробивании за-данного отверстия:
(6.45)
Следовательно, если известны диаметр отверстия, марка и
толщина пробиваемого материала, можно, задавшись массой
пуансона, определить то значение скорости подлета пуансона к
заготовке (6.45), при которой пуансон пробивает отверстие.
Основу проектирования опытно-производственных установок для
высоко-скоростной пробивки отверстий составляют
баллистический и прочностной рас-четы установок.
Баллистическому расчету подвергается система патронник —
ствол — пуансон; прочностному — все силовые элементы
установок: скоба, ствол и пр. Цель баллистического расчета —
подбор таких параметров установок (диаметр и длина ствола,
размеры патронника установки, вес порохового заряда и
пуансона), чтобы расчетная скорость подлета пуансона к
заготовке равнялась по-требной скорости подлета пуансона,
найденной по уравнению (6.45).
Приближенно определим расчетные скорости проектируемых
устано-вок по следующей методике.
Процесс выстрела, т. е. сгорания пороха, представляет собой
адиабати-ческий процесс расширения газа, поэтому можно
записать:
Расчетная скорость подлета пуансона
. (6.46)
(6.47)
Для нитроглицеринового пороха типа «Сокол» расчетная
скорость
(дм/с) определяется выражением
(6.48)
Варьируя массу порохового заряда массой пуансона и длину
ствола, оп-ределяющих конечный объем газа, находим расчетную
скорость,
равную потребной скорости.
Приняв в уравнении (6.48) значение плотности заряжания и
решив совмест-но уравнения (6.36), (6.48), найдем
соотношения для нахождения навески пороха в зависимости от
характеристик пробиваемого материала и отверстия
(6.49)
Таким образом, величина навески пороха зависит от характера
проби-ваемого отверстия материала детали, параметров
установки и массы пуансо-на. Причем масса пуансона в данное
уравнение входит в неявном виде, опре-деляя величину
коэффициента динамичности.
Одно из основных условий широкого внедрения высокоскоростной
про-бивки отверстий в промышленность — устранение шума при
работе установки.
Приведенная выше методика проектирования установок для
вы-сокоскоростной пробивки отверстий и результаты
исследования процесса явились основой при проектировании ее
для промышленных предприятий страны опытно-промышленных
установок и выбора технологии. Такие уста-новки изготовлены
совместно с заводами Полтавской, Харьковской и Горь-ковской
областей и внедрены в производство. Ниже приведены некоторые
типы установок, применяемых в промышленности. На рис. 6.8
показана такая установка для пробивки отверстий в толстых
плитах и профилях.
Спроектирована и изготовлена установка для высокоскоростной
про-бивки отверстий в деталях вагонов и рельсах, а также
установка для пробивки отверстий диаметром до 21 мм в
деталях толщиной 14 мм из аустенитных сталей типа 45Г17Ю3.
Устройства простыв изготовлении и удобны в работе.
В целях повышения производительности процесса при пробивке
отвер-стий в аустенитных сталях применяется установка с
многозарядным барабан-ным патронником, куда помешаются
винтовочные патроны калибра 7,62 мм (рис. 6.9). В этом
случае при замене однозарядного пистолета описанной вы-ше
установки на восьмизарядный можно пробивать четыре отверстия
в мину-ту. Трудоемкость изготовления установки с
многозарядным пистолетом поч-ти одинакова с трудоемкостью
изготовления однозарядной.
Рисунок 6.8 -Установка для вы-сокоскоростной пробивки
отвер-стий в толстых плитах и профилях
Рисунок 6.9 -Установка для высоко-скоростной пробивки
отверстий с мно-гозарядным барабанным патронником
Применение укачанных установок в условиях производства в 3—4
раза повышает производительность труда. Незначительные
затраты на изготовле-ние установок, относительная дешевизна
энергоносителя, небольшое его ко-личество, необходимое для
пробивки одного отверстия (до 2 г), и при этом высокая
производительность труда — причина низкой себестоимости
полу-чения отверстий данным методом.
ВЫСОКОСКОРОСТНАЯ КЛЕПКА
Несмотря на успехи, достигнутые в области сварки и
склеивания ме-таллов, значительная часть неразъемных
соединений осуществляется мето-дами горячей и холодной
клепки. Горячая клепка не обеспечивает необходи-мой
прочности и герметичности, особенно при динамических
нагрузках. Кроме того, клепка заклепок большого диаметра с
помощью пневмомолот-ков требует больших физических усилий
рабочих, а постановка болтов харак-теризуется дороговизной и
большой трудоемкостью.
Поэтому появилась тенденция к замене болтов холодными
заклепками, отказу от клепки пневмомолотками, разработке
новой технологии и оборудова-ния для клепки горячих заклепок
большого диаметра и, что особенно важно, заклепок
значительного диаметра. Решение этой задачи с помощью метода
вы-сокоскоростного деформирования металлов должно улучшить
условия работы клепальщиков, следовательно, обеспечить рост
производительности труда, а также улучшить качество
заклепочных соединений.
В целях интенсификации процессов клепки заклепок большого
диа-метра предлагается использовать импульсную энергию. С ее
помощью дос-
тигается мгновенный рост давления и большая энергия
клепальных уст-ройств, которая используется для клепки с
большими скоростями деформа-ций. Сущность процесса
высокоскоростной клепки ударом жесткого тела (бойка)
заключается в том, что боек, помещаемый в ствол, благодаря
энергии горения пороха приобретает на пути разгона большую
скорость (кинетиче-скую энергию) и при соударении с
заклепкой расходует ее на необратимую деформацию стержня
заклепки.
Высокая скорость деформирования (несколько десятков метров в
се-кунду) дает возможность производить холодную клепку
заклепок большого диаметра; получать соединения,
отличающиеся большей прочностью и долго-вечностью по
сравнению с теми, которые получают при использовании
прес-сов и пневмомолотков. И достигается это с помощью
переносного несложно-го и недорогого инструмента и
оборудования, что позволяет применять клеп-ку и в цехах, и в
полевых условиях.
Высокоскоростная холодная клепка существенным образом
отличается от статической (прессовой) клепки и клепки
многоударным пневмоинструмен-том. Отличительная ее
особенность – кратковременность нагружения, что ведет к
появлению инерционных сил, возникновению тепловых явлений и
различий в течении металла заклепок.
Схема процесса
Общий вид заклепочного пакета и схема приложения
нагрузок приведены на рис. 7.1. Согласно схеме
заклепка, установленная с зазором в отверстие
пакета, де-формируется ударом с большой скоростью
бойка 1 массы т. Для
удержания за-клепки, а также для восприятия удара
применяется поддержка 2. Расклепывание
производится одним ударом в течение тысячных долей
секунды. Как показали многочисленные опыты, в
отличие от горячей клепки процесс расклепывания
хо-лодных заклепок можно разделить на два этапа
(рис. 7.2).
На первом этапе происходит равномерная осадка
стержня заклепки от диаметра 2r1н
до диаметра 2r1н
=2rон. При этом цилиндрическая форма стержня
заклепки сохраняется. Первый этап заканчивается
полным запол-нением кольцевого зазора между стержнем
заклепки и стенками отверстия и частичной раздачей
отверстия.
Рисунок 7.1 -Схема процесса
Рисунок 7.2 -Этапы расклепывания при
высокоскоростной клепке
На втором этапе осуществляется выход поступающей из
пакета ци-линдрической части стержня длины 1онв
замыкающую головку, например, по форме усеченного
конуса с плоским или сферическим основанием
диамет-ра 2R. Соединение
получается качественным без применения натяжек,
яв-ляющихся обязательным элементом прямого метода
клепки заклепок с помощью пневмомолотов.
Функция тока и поля скоростей
Для решения задачи введем функцию тока ψ.
Направление вектора ско-рости совпадает с
направлением касательной к линии тока ^(г, z) =
const. В силу осесимметрического процесса задачу
решают в цилиндрической системе координат.
В этом случае
(7.1)
Рисунок 7.3 -Поля траек-торий на первом этапе клепки
Рисунок 7.4 -Поля траекторий на втором этапе клепки
Для первого и второго этапов деформирования заклепки
используем следующие функции тока:
(7.2)
По уравнению (7.1) находим поля скоростей. Для
первого этапа де-формирования их можно записать так:
(7.3)
и
(7.4)
Поле скоростей для первого этапа деформирования
имеет вид
(7.5)
На рис. 7.5 графически представлено поле скоростей.
Осевая и ради-альная составляющие скорости зависят
только от первых степеней соответ-ствующих координат
и представляют собой прямые линии. По мере
увели-чения осадки стержня-заклепки изменяется
характер v скоростей
в связи с изменением скорости движения инструмента и
размеров стержня заклепки.
Рисунок 7.5 -Поля скоростей на первом этапе клепки
Определим поле скоростей на втором этапе
деформирования, ис-
пользовав выражения для соответствующей функции
тока:
(7.6)
Поле скоростей, соответствующее выражениям (7.6),
показано на рис. 7.6. Радиальная составляющая
скорости на оси образца равна нулю, по мере удаления
от оси линейно увеличивается. То же имеет место по
мере приближения к плос-кости встречи с бойком.
Осевая скорость уменьшается при удалении от
плоско-сти удара бойком по квадратичному закону и
становится равной нулю в месте пе-рехода конической
части стержня заклепки в цилиндрическую.
Рисунок 7.6 -Поля скоростей на втором этапе клепки
Скорость деформаций и их интенсивность
Для нахождения скоростей деформаций используем
дифференциальные соотношения между скоростями
движения частиц и скоростями деформаций. В
цилиндрической системе координат эти соотношения
имеют вид
Для первого этапа деформирования:
(7.7)
(7.8)
Как видно из этих уравнений, скорости деформаций в
радиальном и тангенциальном направлениях одинаковы и
равны половине скорости дефор-мации в осевом
направлении с обратным знаком. Поскольку скорости
дефор-маций не зависят от координат, картина
деформирования по всему объему яв-ляется постоянной.
Это подтверждают многочисленные экспериментальные
данные о скоростном расклепывании заклепок и осадке
цилиндрических об-разцов. Интенсивность скоростей
деформаций:
Поле скоростей для второго этапа деформаций имеет
вид:
(7.9)
(7.10)
На втором этапе клепки происходит сдвиг материала
согласно выра-жению:
Соответственно интенсивность скоростей деформаций
(7.11)
Поля деформаций
Компоненты деформаций связаны со скоростями
деформаций в случае простого нагружения
интегральными соотношениями
(7.12)
Поле деформаций определяем по этапам, используя эти
уравнения. Для первого этапа
Составляющая в тангенциальном направлении
Среднее напряжение на втором этапе осадки:
Поле напряжений на втором этапе:
(7.13)
(7.14)
(7.15)
(7.16)
Эти уравнения можно считать универсальными для
задач, имеющих при-веденное выше поле скоростей, так
как они позволяют вычислить поле напряже-ний при
любых скоростях деформирования, в том числе при
неустановившемся движении. Она определяется
геометрическими параметрами стержня заклепки,
начальной скоростью деформирования (ускорение,
замедление) в процессе клеп-ки, временем процесса,
интенсивностью напряжений. С ростом скоростей
дефор-маций величина напряжений возрастает за счет
роста в основном среднего на-пряжения, которое
зависит от действия инерционных сил.
Усилия деформирования
Зная компоненты тензора напряжений и проектируя
действующие си-лы на соответствующие оси, находим
составляющие усилия расклепывания. Наибольший
интерес представляют усилия, действующие в
направлении движения инструмента, т. е. по оси z.
Усилие на первом этапе:
(7.17)
Уравнение для определения РzΙΙ
на втором этапе деформирования:
(7.18)
Практический интерес представляет максимальная
величина усилия де-формирования, которая,
естественно, имеет место в конце второго этапа
де-формирования. В этом случае:
Энергетические параметры
Работа деформирования:
В уравнении (7.20) первый член
является скоростной функцией; второй член
— функция рассеивания.
(7.19)
(7.20)
(7.21)
(7.22)
Работу статического деформирования стержня заклепки
с об-разованием потайной головки можно представить
как сумму работ первого и второго:
(7.23)
Ранее при нахождении работы деформирования действием
инерционных сил пренебрегали, что возможно при малых
скоростях и ускорениях.
Однако при высокоскоростной клепке инерционные силы
оказываются значительными и их следует учитывать.
Причина их возникновения — на-личие переменной
скорости инструмента и зависимость скорости течения
материала от координат.
Как прежде, располагая полем скоростей на первом и
втором этапах клепки, учитывая (7.20), находим
соответствующую динамическую добавку к работе
статического деформирования. Она может быть
представлена как
Первый этап клепки.
Второй этап клепки.
(7.24)
(7.25)
(7.26)
Анализ (7.23), проведенный на числовых примерах в
диапазоне на-чальных скоростей деформирования УО=
20 …120 м/с для заклепок диамет-ром от 5 до 36 мм,
показывает, что членами, содержащими скорость
пере-мещения бойка v, можно
пренебречь из-за малых их значений.
Таким образом, уравнение (7.23) можно записать
приближенно:
(7.27)
Из выражения (7.27) видно, что в определенном
диапазоне скоростей (20…100 м/с) соударения
инструмента и заклепки работу деформирования можно
рассчитывать, как статическую. При этом погрешность
не будет пре-вышать 20—30%. Показатели механических
свойств металла, входящие в уравнение (7.27),
приняты на основании кривых статического, а не
динами-ческого нагружения.
Экспериментальные значения коэффициента динамичности
для некото-рых материалов приведены на рис. 7.7.
Значения β = f(α') и γ = f(α') представлены на рис.
7.8.
Рисунок 7.7 -Эксперимен-тальная зависимость
коэффициента динамичности по работе kVAот
на-чальной скорости деформации εнач:
Рисунок 7.8 -Зависимости β, γ, от диаметра заклепок:
—— с полупотайной головкой;
---------с потайной головкой
Приближенная формула для определения потребной
работы дефор-мирования при высокоскоростной клепке
холодных заклепок с полупотай-ной замыкающей
головкой:
(7.28)
Полученные уравнения могут быть использованы при
расчете энергетических параметров процесса высадки и
прессования раз лич-ных деталей с геометрически
подобной формой высаживаемой головки.
Кинематические параметры
Деформирование стержня заклепки при высокоскоростной
клепке происходит благодаря расходу кинетической
энергии бойка, накопленной им по пути разгона в
канале ствола. Чтобы произвести расклепывание
за-клепок из данного материала определенного
типоразмера, необходимо знать кинематические
характеристики бойка массой т.
Параметры и закономерности движения бойка на этапе
разгона до момента соударения с заклепкой дает
баллистический расчет; на пути тор-можения —
характер изменения усилия или энергии в процессе
осадки. При этом процесс расклепывания считаем
законченным, если скорость пуансона равна нулю
только в момент получения замыкающей головки
требуемого типоразмера.
На основании уравнения движения и выражения (7.28)
Для упрощения введем обозначения:
(7.29)
Потребная скорость подлета
Тепловые явления
(7.30)
С ростом скорости деформирования (деформации) растет
сопротивле-ние деформированию и, следовательно,
усилие, необходимое для раскле-пывания стержня
заклепки.
При статическом сжатии стержня заклепки имеет место
изотер-мический процесс; при ударном —
адиабатический, так как тепло не успе-вает
рассеиваться в окружающую среду. Поэтому в процессе
высокоскоро-стной клепки температура заклепки
повышается, что несколько снижает
сопротивление деформированию, повышает пластические
свойства мате-риала заклепки и создает лучшие
условия для качественного расклепыва-ния.
Определяем изменение температуры материала при
пластической деформации в случае осесимметричной
задачи:
(7.31)
Таким образом, приращение температуры стержня
заклепки на первом этапе
Приращение температуры на втором этапе
деформирования:
(7.32)
(7.33)
Наибольший нагрев произойдет в той части стержня
заклепки, кото-рая служит для образования замыкающей
головки, так как в этой части имеет место наибольшая
степень деформации. Поэтому нагрев замыкающей
головки можно определить суммарным тепловыделением
на первом и вто-ром этапах деформирования:
(7.34)
Истинное приращение температуры будет несколько
выше, так как в уравнениях не учитывается упрочнение
материала в процессе пластической деформации.
Следовательно, температура в произвольной точке
стержня заклепки зависит от механических свойств и
плотности материала, степени деформа-ции и ее
координат. Расчеты показывают, что материал заклепки
может нагреваться на 300— 400° С.
Экспериментальные исследования
Практически все заклепочные материалы деформируются
при скоро-стях деформирования 20…150 м/с без
образования трещин до достижения требуемой степени
осадки. Исключение составляет сталь Х18Н9Т, которая
имеет склонность к ухудшению пластических свойств в
случае скоростного деформирования. Для улучшения
пластических свойств стали X18Н9Т об-разцы
термообрабатывали (Т = 1000 — 1200° С), после чего
они имели твер-дость НВ 160— 164, т. е. несколько
меньше установленной техническими условиями.
Уменьшение твердости обусловлено постепенным
растворением карбидов и, возможно, в некоторой
степени ростом зерна, которое, однако,
в процессе последующей деформации измельчается.
В результате такой термообработки прочностные
свойства заклепоч-ных соединений не ухудшаются.
Закалка при температуре выше 1200.° С нежелательна,
так как повышает твердость и уменьшает ударную
вяз-кость, чем, вероятно, можно объяснить выделение
по границам аустенит-ных зерен фазы, препятствующей
пластическим сдвигам. Следовательно, для улучшения
обработки давлением (клепки) в холодном состоянии
стали Х18Н9Т необходима закалка при температуре
1150—1200° С. После такой термообработки образцы
осаживали при скорости деформирования 20—150 м/с,
чем достигалась необходимая относительная деформация
без образова-ния трещин и сколов.
Изучение картины поля течения металла, силовых, и
энергетических параметров. В
целях экспериментальной проверки уравнений
траекторий проведена серия опытов. Для этого
специально подготовлены образцы ци-линдрической
формы, имеющие разъем в меридиональной плоскости.
Высо-та образцов составляла 44 мм, диаметр 16 мм.
Образцы были изготовлены точением из прутков стали
20 и алюминиевого сплава АК-8. На шлифован-ные
поверхности разъема половинок образцов с помощью
рейсмуса на-носили делительные сетки с размером
ячейки 1 X 1 мм. Погрешность раз-метки не превышала
0,01 мм.
Перед нанесением сетки поверхности разъема образцов
оксидировали в растворе едкого калия и
азотистокислого натрия при температуре 130— 150° в
течение 15 мин. При этом получали равномерную и
прочную черную окраску, что позволило нанесенные и
реформированные сетки фотографи-ровать. Поверхности
разъема образцов из АК-8 перед нанесением сеток не
обрабатывали. После нанесения сеток образцы
протирали типографской краской, что давало
возможность получать черные сетки на белом фоне,
также удобные для фотографирования.
Подготовленные таким образом образцы соединяли при
помощи коль-ца из тонкой жести (s =
0,3 мм) и испытывали в специальном приспособле-нии,
представляющем собой разъемную матрицу с глухим
дном, централь-ным отверстием 017 мм, лункой под
замыкающую головку с углом развала 60°. Матрицу
помещали в обойму и комплектовали набором сменных
огра-ничительных колец. Образцы деформировали при
скоростях 30, 60, 80, 120 м/с. Применение
ограничительных колец позволило получать степени
осад-ки через каждые 2 мм.
В качестве примера на рис. 7.9 показаны траектории
точки, находящей-ся на пересечении диагонали торца
замыкающей головки и образующей в плос-кости разъема
при различных скоростях деформирования.
Повышение скорости деформирования существенно
начинает сказываться при v0> 100
м/с. В этом случае уравнения траекторий, описываемые
выраже-ниями (7.23) и (7.32), должны
корректироваться. ГОСТ устанавливает угол раз-вала
зенковки в зависимости от диаметра стержня заклепки.
Проведены опыты по изучению кинематики движения
точек образца при угле развала 60°.
Рисунок 7.9 – Траектория точек металла при различных
скоростях деформирования
Чтобы оценить погрешность в уравнениях траекторий,
которая может возникнуть при переходе к другим узлам
развала, были проведены соответст-вующие расчеты по
определению координат точек образца из условия
посто-янства объема (условия заполнения зенковки) и
уравнениям траекторий. В качестве исходных
использовали данные расчета по уравнениям
постоянства объема. Ниже приведены результаты
расчета, из которых видно, что макси-мальная
погрешность имеет место при углах развала 90° и
составляет 12,3%.
Диаметр заклепки d,
мм 6
8
10
12
16
20
22
24
30
36
а°
90
90
75
75
60
60
60
60
45
45
Погрешность, %
12,3
8,75
4,87
8,0
5,0
5,26
8,96
6,9
1,71
1,94
Таким образом, результаты экспериментальных
исследований по изуче-нию кинематики деформирования
дали хорошую сходимость с принятыми в теоретическом
анализе зависимостями.
Качество заклепочных соединений
Прочность заклепочных соединений. Сравнение
прочности заклепочных соединений проводят
испытаниями на статический срез после расклепывания
высокоскоростным и принятыми в технике методами.
Заклепочные соедине-ния из стали 20, стали Ст. 3,
13ХН5А, Х18Н9Т и алюминиевых сплавов Д18 и В65
испытывали на статический срез, на срез при действии
повторных нагру-зок, на отрыв головок заклепок, на
разрыв материала пакета. Для испытаний брали в
основном образцы с однородным заклепочным швом. При
этом ис-пользовали заклепки трех типов: с
полукруглой (ГОСТ 10299—68), полупо-тайной (ГОСТ
10301—68) и потайной (ГОСТ 10300—68) головками. Во
всех случаях клепки образцов применяли прямой метод.
Клепку производили вручную слесарными молотками,
пневмомолотками типа КЕ-28 и взрывными
клепальными устройствами. После клепки пакеты
испытывали на срез на раз-рывных машинах типа Р-5 и
УИМ-50. Сравнительный анализ прочности на
статический срез заклепочных соединений, полученных
различными ме-тодами клепки, показывает преимущество
соединений, полученных высоко-скоростным методом.
Это связано с более качественным и равномерным
за-полнением отверстия стрежнем заклепки, его
раздачей и наклепом заклепки и стенок отверстия.
Положительно на прочности заклепочных соединений,
полученных вы-сокоскоростным методом, сказывается
также отсутствие конусности стержня заклепки в
отверстии. Это важно, поскольку при горячей клепке
существую-щими методами получается значительная
конусность, достигающая 7—8°. Как правило,
конусность больше при ударной горячей клепке
заклепок боль-шого диаметра в пакетах значительной
толщины s = (2,5 ÷ 3,0)*d. Высокоско-ростная
холодная клепка не имеет этих недостатков.
Таблица 7.1 -Значение срезающего напряжения при
различных видах клепки
Заклепочные швы на срез при действии повторных
нагрузок ис-следовали с помощью испытательной машины
типа УИМ-50 и специально разработанного для этой
цели пульсатора. Образцы для испытаний представ-ляли
собой двухсрезные заклепочные швы. Заклепки были из
стали Ст. 3, стали 13Н5А и алюминиевых сплавов В65 и
Д18П. Заклепки из стали Ст. 3 имели диаметр 5,2 мм;
ставили их, как и заклепки из В65 и Д18П, в холодном
состоянии. Заклепки из стали 13Н5А имели диаметр 5,5
мм. Холодную клеп-ку этих заклепок осуществляли
высокоскоростным методом, горячую — сле-сарными
молотками. Пакеты с заклепками из 13Н5А были
двухсрезными, од-нозаклепочными. Клепку образцов
производили при помощи высокоскорост-
ного клепального оборудования и инструмента,
гидропресса ПММ-100, пневморычажного пресса КП-204М,
а также методами ударной клепки с при-менением
пневмо-и слесарных молотков. Все заклепочные швы на
повтор-ные нагрузки были испытаны при максимальных
нагрузках (90% от разру-шающих), т. е. при
коэффициенте нагрузки к
= 0,9. Нижний предел нагруже-ния образцов
составил 10% от разрушающей нагрузки заклепочного
шва, т. е. нижний коэффициент нагрузки к
= 0,1. Испытания проводили при частоте
на-гружения 25 — 30 цикл/мин, что характерно для
таких конструкций, как са-молеты, мосты и т. д.
Результаты испытаний заклепочных швов на срез с
заклепками из В65 и Д18П, клепаных высокоскоростным
методом, при действии повторных на-гружений
показывают, что срок службы их по сравнению с такими
же закле-почными швами, но выполненными
общепринятыми методами клепки при помощи
пневмомолотков и прессов, увеличивается в 1,7—2
раза.
Структура заклепочных соединений. Для
исследования макро-и микро-структуры и оценки
наклепа заклепочных соединений, выполненных
различ-ными методами, были взяты образцы в виде
пакетов из двух и трех листов, склепанных заклепками
из сталей 20, 25, 13Н5А, З0ХГСА, стали Ст. 3.
Мате-риал пластин — сталь 20, сталь Ст. 3, ЭИ-268,
З0ХГСА.
Макроанализ заклепочных соединений, выполненных
холодными за-клепками из стали Ст. 3 диаметром 5,2
мм различными методами, показал, что
высокоскоростная клепка по качеству заполнения и
форме тела заклепки дает наилучшие результаты.
Заполнение отверстия плотное по всей высоте
заклепок, независимо от толщины и материала листов
пакета, увеличение диаметра стержня заклепки по
сравнению с клепкой пневмомолотками более
равномерное, что обеспечивает лучшие прочностные
качества.
Микроструктурный анализ проводили на шлифах,
протравленных в 4%-ном растворе азотной кислоты в
спирте, при различных увеличениях. Схема
расположения участков, в которых фотографировали
структуру и измеряли твердость при исследовании
соединений, выполненных заклепками из стали 13Н5А,
приведена на рис. 7.9 (все приведенные далее
фотографии ориентиро-ваны в направлении,
соответствующем вертикальному расположению
заклеп-ки, сверху — замыкающая головка). В
заклепках, полученных высоко-скоростным методом,
следы деформации в центральной части стержня и в
плоскости среза малозаметны (Х630) (рис. 7.10). В
стержне, замыкающей го-ловке и в зоне перехода
стержня в замыкающую головку сохраняется четкая
волокнистая структура, волокна не перерезаются, что
является положительным моментом при работе на
повторные нагрузки, срез и на отрыв головок.
В средней точке замыкающей головки микроструктура
примерно такая же, как и в случае прессовой клепки с
той лишь разницей, что поперечная во-локнистость,
вызванная деформацией, выражена более четко (X 68)
(рис. 7.11).
Высокое качество соединений, выполненных методом
высокоскорост-ной клепки, достигается и в случае
других форм замыкающей головки неза-висимо от
материала заклепок (х 100) (рис. 7.12).
Рисунок 7.10 -Микрошлиф середи-ны стержня в
плоскости среза из
Рисунок 7.11 -Микрошлиф нижней части замыкающей
головки
из стали 13Н5А (Х68)
Рисунок 7.12 -Структура металла заклепки и пакета
(ХЮО):
А –
заклепка 0 16 мм из стали 25; Б –
пакет из стали Ст. 3
Измерение твердости. Для
оценки наклепа в стержне и листах пакета при
различных методах клепки изучен характер
распределения твердости. Измеряли твердость заклепок
из стали 13НА5 и листов пакета из стали 20 на
приборе ТП по Викерсу; заклепок из стали 20 на
приборе ТК-2 по Роквеллу (шкала В). До
деформирования твердость заклепок из стали 13Н5А
составля-ла 220 HV, листов пакета из стали 20—137
HV.
Результаты измерения твердости по Викерсу для
заклепок из стали 20
— на рис. 7.13. Твердость образцов, полученных
высокоскоростным методом, является минимальной,
образцов, выполненных слесарными молотками
наго-рячо, — максимальной (в результате закалки при
остывании).
Проведенный анализ заклепочных соединений,
выполненных различ-ными методами, позволяет
заключить следующее.
При высокоскоростной клепке качество заполнения
отверстий и форма заклепок лучше, выше прочностные
свойства швов при испытании на стати-ческий срез и
отрыв головок в случае повторного нагружения.
Результаты испытаний самолетных панелей на
герметичность, полу-ченных различными методами
клепки, показали, что наибольшей долговеч-ностью при
испытании на повторное нагружение обладают панели,
клепан-ные высокоскоростным методом.
Рисунок 7.13 -Твердость НRВ заклепок из стали 20 с
полукруглой замыкающей головкой (высокоскоростная
холодная клепка):
а – состояние поставки; б – отожженные; в –
замыкающие головки
Микроструктурные изменения в замыкающей головке
заклепок, полу-ченных при высокоскоростном методе,
примерно такие же, как и в случае прессовой клепки.
Если клепка осуществлялась слесарными молотками в
го-рячем состоянии, структура заклепок становилась
неоднородной и сильно ис-кажалась из-за частичной
закалки заклепки при нагреве и последующем
ох-лаждении, что нежелательно при действии повторных
статических и вибра-ционных нагрузок.
В заклепках, проклепанных в холодном состоянии
высоко скоростным методом, не возникает каких-либо
нарушений, отрицательно влияющих на эксплуатационные
свойства заклепочных соединений.
Технология холодной клепки и ее внедрение в
промышленность
Всякая новая технология должна быть научно обоснована. Это
относит-ся и к процессу высокоскоростной клепки, значительно
отличающемуся от процессов, применяемых в технике.
Выбор начальной длины стержня заклепки l1Hопределяет
качество за-полнения отверстий и образования замыкающей
головки.
Расчеты произведем на основе закона постоянства объема при
пласти-ческой деформации с учетом раздачи отверстия.
Относительную толщину склепываемых пакетов принимаем в
широком диапазоне (1—5). Данные рас-четов приведены на рис.
7.14.
Для качественного заполнения отверстия и образования
полукруглой замыкающей головки необходимую длину стержня
заклепки определяем по формуле l1H=
S+(1,5 ÷l,75)d.
Определение оптимальных диаметров отверстий под заклепки в
скле-
пываемых элементах, формы и размеров инструмента. Диаметр
отверстия под заклепку существенно влияет на процесс клепки
и качество заклепочного соединения. При оптимальном значении
диаметра отверстия заклепка легко вставляется и
обеспечивается течение металла в отверстие.
Рисунок 7.14 -Определение начальной длины стержня l1Hпо
диаметру
d1Hзаклепок
с потайной замыкающей головкой
Геометрические размеры бойка следует принимать из условий
компо-новки, обеспечения нормального движения бойка в канале
ствола, образова-ния необходимой замыкающей головки и
отсутствия каких-либо поврежде-ний склепываемых элементов.
Кроме того, в конструкциях устройств типа молотков при
выборе длины бойка необходимо учитывать величину импульса
силы отдачи. Она вызывает перемещение всего молотка от
поверхности скле-пываемых элементов и передает нагрузку
человеку. Поэтому боек в крайнем выдвинутом положении должен
выступать за срез ограничителя-амортизатора на 3—5 мм,
величину отдачи надо просчитывать в процессе проектирования
высокоскоростных молотков. Боек, как и ствол, должен
изго-тавливаться с точностью не ниже третьего класса и
сопрягаться со стволом на скользящей посадке в системе
отверстия. Материалом бойков и обжимок сле-дует принимать
сталь, обладающую высокой ударной вязкостью при
значи-тельной твердости. Базируясь на результатах
экспериментов, можно рекомен-довать закаленные стали У8А,
5ХНТ, ЭХ2В8.
После закалки бойки и обжимки следует подвергать низкому
отпуску для снятия внутренних напряжений. Поверхностная
закалка не допускается. После термообработки свободные
поверхности бойков и обжимок рекомен-дуется кадмировать или
азотировать, что обеспечивает их коррозионную стойкость.
Исходные данные для проектирования высокоскоростных
клепальных устройств: марка материала и типоразмер заклепок;
диапазон толщины скле-пываемых пакетов; технические условия
на качество заклепочного соедине-ния; шаг заклепок и
расстояние между рядами; условия подхода к местам
по-становки заклепок; производительность. Согласно этим
данным определяем энергетические и силовые параметры
процесса, т. е. находим величину и пре-делы регулирования
запаса кинетической энергии бойка, диапазон начальных
скоростей и максимальных усилий деформирования.
Располагая диапазоном изменения потребных работ
деформирования, геометрическими параметрами канала ствола и
патронника, массой бойка,
типом патрона и пороха, определенными на этапе эскизного
проектирования, можно найти величину навесок пороха по
баллистическому расчету системы патронник — ствол — боек.
По баллистическому расчету можно также получить зависимость
дав-ления в канале ствола от перемещения бойка, установить
закон изменения скорости бойка на пути разгона, максимальные
значения давления пороховых газов и скорости бойка на срезе
ствола в зависимости от заряда пороха. Проч-ностному расчету
подвергаются все силовые элементы устройств: скоба (для
устройства типа скоб), ствол, патронник и др.
При проектировании устройств для высокоскоростной клепки
особо важным является правильное соотношение масс бойка и
самого устройства. Основываясь на опыте проектирования и
эксплуатации высокоскоростных клепальных устройств,
рекомендуем отношение массы устройства к массе бойка в
пределах 20—25. Калибр ствола выбираем исходя из
максимального диаметра замыкающей головки заклепки. Для
устройства типа скоб диаметр ствола, мм: Дотв>
Дтах+
(7 ÷10), где Дотв—
диаметр ствола скобы; Дтах—
диаметр замыкающей головки наибольшей заклепки. Для молотков
также следует учитывать ширину пояска демпфера-ограничителя.
Величина зева и радиус кривизны скобы определяются условиями
обеспечения подходов при клепке и толщиной склепываемых
листов.
Величина навески пороха определяется потребной работой
де-формирования, типом установки, маркой пороха и условиями
заряжания. Для конкретного устройства навеску пороха,
обеспечивающую расчетную ско-рость VQбойку,
можно найти с достаточной точностью в результате полного
баллистического расчета.
Исследование процесса высокоскоростной клепки заклепок
большого диаметра и разработанная методика проектирования
устройства для высоко-скоростной клепки явились основой для
проектирования на промышленных предприятиях и стройках
опытно-промышленных устройств и разработки технологии
высокоскоростной холодной клепки.
Спроектированные устройства изготовлены и совместно со
стройками и предприятиями Харьковской, Кустанайской,
Ленинградской областей вне-дрены в производство в процессе
изготовления различных машин и конст-рукций. Ниже приводятся
устройства, нашедшие промышленное применение, их техническая
характеристика и конструктивные особенности.
На рис. 7.15 показан высокоскоростной клепаль-ный молоток
типа ВКМ-12, предназначенный для холод-ной клепки заклепок
диамет-ром до 12 мм из сталей 13Н5А и Х18Н9Т в процессе
сборки рабочих колес цен-
Наибольший диаметр расклепываемой заклепки, мм …12
Производительность заклепки, мин 3—4
Масса молотка, кг .......................... 7,5
Общая масса бойка и штока, кг.................0,38
Максимальная масса порохового заряда, г 1,5 Максимальная
скорость системы шток-боек, м/с …130 Развиваемая полезная
работа, Дж............ 3200 Габаритные размеры, мм
.......................... 530x70x135
Для нужд промышленности спроектированы однозарядный ВКМ-5-5,
предназначенный для расклепы-вания заклепок диаметром до 5,5
мм и многозарядный (28 зарядов) ВКМ-12МЗ того же назначения,
что и мо-лоток ВКМ-12.
Для холодной клепки заклепок
(тип заклепок по ГОСТ 10299— 68)
диаметром 16, 20, 22, 24 мм из стали
20 в процессе сборки — монтажа крана-перегружателя
Готвальдской ГРЭС (Харьковская область) по зака-
зу треста «Донбассэнергострой» выполнены исследования
процесса, проекти-рование, изготовление и промышленные
испытания высокоскоростных кле-пальных скоб типа ВКС-22
(рис. 7.16).
в конструкциях типа балок………………………………………70 при клепке в
процессе сборки мостовых конструкций 25
Масса полностью снаряженной скобы, кг…………..………60—65
Масса бойка, кг
.................................. ……………………
2,1—2,35
Максимальная масса порохового заряда, г………………
8
Развиваемая полезная работа, Дж.... …………………….
15000
Максимальная скорость бойка, м/с.. …………………….
120
Габаритные размеры, мм ..................
…………………….1060x400x130
Высокоскоростная скоба ВКС-22 (как и другие типы
высокоскоростно-го клепального оборудования) позволяет
производить холодную клепку по герметику, что особо важно
для конструкций, где по техническим условиям швы должны быть
прочношовными. Кроме того, в процессе клепки представ-
ляется возможным наносить на заклепку слой антикоррозионной
смазки, пре-дохраняющей конструкцию от внутришовной
коррозии, которая обычно име-ет место при горячей клепке.
Это обстоятельство позволяет рекомендовать устройства типа
скоб для клепки, например в судостроении.
Во всех случаях клепки были соблюдены условия безопасности
труда: прочность устройств и инструмента оказалась
достаточной, звуковые харак-теристики вполне соответствовали
требованиям охраны труда, продукты сго-рания пороха
благодаря малым количествам удалялись естественной
венти-ляцией. Это же касается условий заряжания и хранения
пороха.
Разработанные инструкции обеспечили нормальную работу
клепаль-ными устройствами высокоскоростного действия.
ВЫСОКОСКОРОСТНАЯ РАСЧЕКАНКА
Процесс деформирования шипов рабочих лопаток, используемых для
закрепления бандажных лент на дисках роторов турбин — одна из
трудоем-ких технологических операций при производстве мощных паровых
турбин.
Применяемый в энергомашиностроении способ деформирования шипов вручную
(с использованием слесарного молотка и чеканки) обладает рядом
существенных недостатков: высокой трудоемкостью, невысоким качеством
соединения шип — бандажная лента, малой производительностью, ведет к
профессиональным заболеваниям и производственному травматизму.
Попытки производить деформирование шипов пневматическими мо-лотками не
привели к положительным результатам главным образом потому, что шип
деформировался интенсивно и неравномерно. В результате этого часть
головки шипа имела трещины, в отдельных случаях наблюдалась осад-ка в
замковой части лопаток.
В Харьковском авиационном институте разработан способ и оборудо-вание
для высокоскоростной одноударной расчеканки шипов рабочих лопа-ток
паровых турбин ударом жесткого тела (инструмента). Высокая скорость
деформирования, достигающая нескольких десятков метров в секунду,
обес-печивает следующие достоинства способа высокоскоростной расчеканки
ши-пов и устройств для его осуществления: получение соединений
шип-бандажная лента, отличающихся более высокой прочностью и
надежностью; отсутствие деформации как самой лопатки, так и замковой
части; значитель-ный рост производительности труда; исключение
производственного травма-тизма, повышение культуры труда.
Схема и энергосиловые параметры процесса
Применяющиеся на практике шипы обычно имеют поперечное сечение в
форме квадрата или прямоугольника с небольшим соотношением
сторон. По-скольку решение задач деформирования данного
призматического стержня бойком с криволинейной поверхностью
встречает непреодолимые трудности,
заменим реальный призматический шип условным цилиндрическим,
имеющим площадь поперечного сечения, равную площади сечения
реального шипа.
Тангенциальные и осевые составляющие скоростей, как и
радиальные, принимаем независимыми от координаты φ. Кроме того,
считаем, что скручи-вание или перекосы шипа исключаются.
Это позволят тангенциаль-ную составляющую скорости vvприравнять
к нулю. Следовательно, для проведения теоретического анализа
процесса принимаем рабо-чую модель в виде цилиндрическо-го шипа,
имеющего площадь попе-речного сечения, равную площади
поперечного сечения реального шипа.Общий вид процесса
расче-канки и схема приложения нагруз-
ки показаны на рис. 8.1.
Согласно схеме инструмент
(боек 1 массой
m) движущийся с
Рисунок 8.1 -Высокоскоростная рас-
чеканка шипов турбинных лопаток
большой скоростью v, деформирует
шип 2, установленный с зазором в отвер-стии бандажной ленты 3. Расчеканка
осуществляется одним ударом бойка в течение тысячных долей
секунды. Как показали многочисленные опыты, процесс
высокоскоростной расчеканки можно разделить на два этапа.
На первом этапе происходит равномерная осадка стержня шипа от
диамет-ра 2τсдо
2τ0и
от высоты lOHдо
lOK.
При этом цилиндрическая форма стержня ши-па сохраняется. Первый
этап заканчивается заполнением кольцевого зазора меж-ду стержнем
шипа и стенками отверстия бандажной ленты. На втором этапе
де-формирования осуществляется переход выступающей из бандажной
ленты ци-линдрической части стержня шипа длины lокв
замыкающую головку, по форме представляющую собой тело вращения
с боковой поверхностью, соответствую-щей поверхности контакта с
бойком. В процессе деформирования формируется замыкающая
головка, причем цен-
тральная часть стержня (радиуса r1)
шипа на втором этапе остается неде-формированной (рис. 8.2).
Анализ вы-сокоскоростной расчеканки показы-вает, что данный
процесс весьма подо-бен схемам нагружения с преоблада-нием
деформаций сжатия в свободном и стесненном объемах (например,
вы-
После определения полей скоростей (рис. 8.3, 8.4), скоростей
де-формации и деформаций получим поля напряжений на этапах I и
II:
Рисунок 8.3 -Поле скоростей на первом этапе.
Рисунок 8.4 -Поле скоростей на втором этапе
Процесс высокоскоростной расчеканки шипов турбинных лопаток
осу-ществлялся на высокоскоростном экспериментальном копре (рис.
8.5).
В процессе экспериментальных исследований использовали приборы и
измерительную аппаратуру, позволяющие вести измерение и
регистрацию скорости подлета рабочего органа (бойка) к шипу,
времени и усилий деформирования. Ста-тическую осадку шипов
производили на гидропрессе типа ПММ-100 (ПГ-100А). Об-разцы для
экспериментальных исследований изготавливали из сталей XI3,
ХПМФ,Х12ВНМФ, 15Х12ВНМФ и др. В ка-
честве образцов для проведения эксперимен-тальных работ
использовали рабочие лопат-ки различных ступеней паровых турбин
сле-дующих типов: К-300-240-2 МВД, К-300-
Для высокоскоростной расчеканки шипов применялись бойки массой
0,07-0,09 кг, имеющие скорость соударения с шипом 40-100 м/с.
При таких параметрах бойка время деформирования составляет
0,001-0,005 с. В случае, высокоскоростного деформирования шипов
пластическому формоизменению подвергается наиболее интенсивно
объем материала, идущий на образование замыкающей головки, и в
значительной мере деформируется стержень, нахо-дящийся в окне
бандажной ленты. При этом процесс расчеканки должен обеспечить
образование замыкающей головки шипа определенных геометри-ческих
размеров, размер окна в бандажной ленте на 1,5 мм на сторону.
Сле-довательно, профиль части бойка должен обеспечить
направленное течение материала шипа в аксиальном и
тангенциальном направлениях до определен-ной величины,
оговоренной техническими условиями.
С этой целью опробованы различные по конструктивному исполнению
формы (углубления) рабочей части бойков: усеченная пирамида с
прямыми гранями с различными углами при вершине и усеченная
пирамида с выпук-лыми или вогнутыми гранями. Оптимальной формой,
как показали экспери-ментальные исследования и результаты
промышленного внедрения, является усеченная пирамида с выпуклыми
гранями, образованная четырьмя взаимно пересекающимися
цилиндрическими поверхностями.
На рис. 8.6 показаны пакеты лопаток 8—10 ступеней ротора
цилиндра высокого давления турбины К-3 00-240 с новой формой
замыкающей головки шипов. Таким образом, проведенный
экспериментальный анализ различных конструктивных решений
формирующей части бойка позволил получить но-вую форму
замыкающей головки шипа, которая по своим прочностным
пока-зателям не уступает традиционной форме замыкающей головки в
виде «кон-вертика». Потребная скорость подлета Пуансона:
Рисунок 8.6 -Пакеты лопаток с новой формой замыкающей головки
шипов
Зная скорость подлета, определяем необходимые энергетические
пара-метры процесса. Кроме того, в результате баллистического
расчета можно-найти массу потребного заряда пороха. Эти данные
необходимы при проек-тировании устройств и инструмента для
осуществления процесса высокоско-ростной расчеканки ударом
жесткого тела. Они позволяют выявить возмож-ности новой
технологии.
Экспериментальные исследования
Один из основных вопросов экспериментальных исследований
-изуче-ние показателей пластичности лопаточных материалов в
диапазоне скоростей деформирования от статических до ударных.
Это необходимо для установле-ния рабочего диапазона скоростей
деформирования при расчеканке и опреде-лении предельных значений
пластичности лопаточных материалов при осад-ке, так как они
являются основными исходными материалами при проектиро-вании
нового технологического процесса высокоскоростной одноударной
расчеканки.
Методика регистрации параметров расчеканки и анализ результатов
экспериментов
Экспериментальные исследования определили характер течения
метал-ла, оптимальный инструмент, энергосиловые параметры и
волновые явления в системе шип — бандажная лента — лопатка.
Известно, что в диапазоне скоростей деформирования 40—100 м/с
ра-боту деформирования можно считать статической с учетом
динамической до-бавки, определяемой экспериментально. С учетом
этого проведены экспери-менты по осадке цилиндрических образцов
из сталей Х13, Х11МФ, 15Х12ВНМФ (ГОСТ 8817-68) и шипов
(Н0894—67) на прессе типа ПММ-100 (ПГ-100). В результате осадки
получены автодиаграммы Р—F(е)упо
которым были определены удельные работы деформирования образцов
и шипов на-званных ранее материалов и различных форм шипов.
Рисунок 8.7 -Зависимость ко-эффициента формы от степе-ни
деформации и поперечных размеров сторон шипа при статическом де
формировании
Рисунок 8.8 -Зависимость удельной
работы деформирования образцов W от степени деформации e для
различных сталей (скорость деформации
e=
6,67 -1031/с:
1 -Х13; 2 -Х11МФ;
3 -15Х12ВНМФ
При степенях деформации, характерных для исследуемого
технологи-ческого процесса, удельная работа отличается от
удельной работы деформи-рования не более чем на 23%. С ростом
степени деформации это отличие
уменьшается. Полученные результаты подтверждают правомерность
замены в теоретическом анализе реального призматического шипа
цилиндрическим. Правильность этого допущения подтверждается
также экспериментами по осадке призматических образцов. При
степенях их деформации е > 0,55 фор-ма их периметра стремится к
окружности. Отличия удельных работ цилинд-рических образцов и
призматических шипов объясняется различными усло-виями трения на
контактных поверхностях и несколько различным характе-ром
течения.
Получены значения W=f(е) для исследуемых типоразмеров шипов и
ци-линдрических образцов. Типовая зависимость W=f(е) приведена
на рис. 88. Сравнение этих зависимостей с удельными работами при
статическом де-формировании образцов и шипов позволило
определить коэффициент дина-мичности в интересующем нас
диапазоне скоростей деформаций. Оказалось, что коэффициент
динамичности цилиндрических образцов отличается от ко-эффициента
динамичности призматических образцов не более чем на 5—7%.
Последнее позволяет считать полученный коэффициент
коэффициентом, ди-намичности материала, независимо от картины
течения.
Изложенное раннее позволяет принять следующую методику
определе-ния потребной работы деформирования для любых
типоразмеров шипов. По заданной конечной высоте шипа е1 к
находим истинную степень деформации е. Имея е, по графику =f(е)
определяем удельную статистическую работу деформирования. Зная
соотношения поперечных размеров по графикам (рис.8.7 и рис.8.8)
получаем коэффициент формы Кф.
Исходя из предпочти-тельного диапазона скоростей 40—100 м/с для
данного процесса, а также зная конструктивные размеры (высоту)
лопатки и учитывая, что КVА в интере-сующем нас диапазоне
скоростей изменяется незначительно, можем найти его с точностью
до 12%.
Если известны КVAи
Кф,
можно определить динамическую удельную работу деформирования
данного шипа. Зная объем шипа, находим полную работу
деформирования. С помощью экспериментальных данных по
распола-гаемой работе строительных патронов группы В и Г,
получаем тип патрона, необходимый для деформирования данного
шипа в пределах допуска, огово-ренного техническими условиями.
Рисунок 8.9 -Функциональная схема измерения напряжений по высоте
турбинной лопатки
Количественный расчет напряжений в лопатке с учетом волновых
явле-ний затруднен в связи с тем, что отражения происходят в
месте перехода спрофилированной части пера в замковую, от конца
замковой части, а также от переходов замковой части. Поэтому
экспериментально были найдены на-пряжения, возникающие в
различных сечениях по высоте турбинной лопатки при одноударной
расчеканке шипа.
Для получения картины распределения напряжений (или усилий) по
высоте турбинной лопатки необходимо знать напряжения хотя бы в
пяти точ-ках. Для исследования выбрана методика пересчета
напряжений (дефор-мации) по сигналам с двух датчиков,
позволившая ограничиться применени-ем двухканальной аппаратуры и
упростить сам эксперимент. Функциональная схема измерения
напряжений показана на рис. 8.9. При эксперименте приме-няли
серийную и специальную аппаратуру.
В результате расшифровки находили распределение усилий по длине
турбинной лопатки. Определяли его по кривым нагружения в
различных точ-ках через 1/3 длины профилированной части лопатки,
т. е. в пяти сечениях.
Расшифровка эксперимента заключалась в следующем.
При помощи фотоувеличителя на миллиметровую бумагу
проектиро-вали калибр времени и выбирали удобный масштаб.
В выбранном масштабе переснимали осциллограммы.
На переснятых осциллограммах отмечали калибры амплитуды.
Осциллограммы приводили к табличному виду с учетом
калибровоч-ных отметок и их соответствия статической
тарировке по амплитуде. Интер-валы между значениями таблицы
брали кратными времени прохождения ударной волной расстояния
между датчиками.
Находили отдельно прямую и отраженную волны нагрузки.
Напряжения в искомых сечениях определяли как сумму пря мой и
отраженной волн в соответствующих фазах.
По рабочим таблицам строили кривые напряжений (усилий) и
анали-зировали физический процесс, ими описываемый.
Типовые осциллограммы приведены на рис. 8.10.
Рисунок 8.10 -Типовая осциллограмма Анализ результатов
исследования показал следующее:
а) усилия деформирования шипа турбинной лопатки по длительности
амплитуде хорошо совпадают с результатами, полученными
при расчеканке шипов на коротких образцах;
б) в результате волновых явлений в основании шипа, ударного
им-пульса возникают кратко временные отрицательные
(растягивающие) напря-жения, которые не доходят до предела
текучести.
в) в сечениях, расположенных ближе к замковой части лопатки,
им-пульс нагрузки увеличивается по длительности в 1,5—2 раза;
г) напряжения в профильной части лопатки не превышают предела
те-кучести;
д) возникающие в процессе расчеканки напряжения не ведут к
потере устойчивости лопатки.
Предельную пластичность лопаточных материалов типа сталь Х13,
ХПМФ, 15Х12ВНМФ определяли на экспериментальном копре
осаживанием цилиндрических образцов, вырезанных из лопаток до
первой видимой трещи-ны, в соответствии с ГОСТ 8817-68. Диаметры
цилиндрических образцов при-нимались равными диаметрам условного
шипа, высота -1,5 диаметра шипа.
Качество соединения шип — бандажная лента
Рабочие лопатки пороховых турбин, а следовательно, и соединение
шип-бандажная лента, находятся в неблагоприятных условиях из-за
действия статических и динамических нагрузок, температурных
напряжений и изнаши-вающего воздействия пара. Поэтому была
поставлена задача проведения все-стороннего сравнительного
анализа качества соединений шип — бандажная лента, полученных
высокоскоростным и ручным методами деформирования шипов рабочих
лопаток турбин. Испытания проводили на отрыв замыкающих головок
шипов, исследовали прочность соединений при действии
повторно-статических нагружений.
Кроме того, были изготовлены образцы и проведен их макро-и
микро-анализ, измерена твердость в различных точках плоскости
симметрии шипов, полученных высокоскоростным и ручным методами.
Сравнительный анализ макро-и микроструктуры.
Задача металлографического анализа -установление особенности
структурных изменений в материале лопатки (шипа) и бандажной
ленте при высокоскоростной и ручной расчеканке. Эту задачу
решали путем сравни-тельного анализа макро-и микроструктуры
соединяемых элементов и изме-рения их микротвердости. Шлифы
изготовляли из соединений, полученных ручным и высокоскоростным
способами в двух взаимно-перпендикулярных направлениях.
В результате осмотра трещин и рванин по периметру головки шип не
обнаружен. Зона интенсивной деформации шипа лопаток, судя по
степени травимости, находится на гранях головки по всему
периметру независимо от способа расчеканки. Качество заполнения
окна в бандажной ленте при высо-коскоростной расчеканке (рис.
8.11) лучше, чем при ручной (рис.8.12); в слу-чае применения
последней имеются зазоры до 0,5 мм.
Рисунок 8.11 -Макроснимок ши-па, деформированного при скоро-сти
инструмента V -60 м/с
Измерения микротвердости по контуру шипа показали, что в
наиболее сильно реформированных зонах (периферия головки шипа)
твердость увеличива-ется по сравнению с исходным состоянием при
ручном расклепывании на 30 -40%, высокоскоростном -на 15—25% . В
участках стержня шипа, граничащих с бандажной лентой, уровень
наклепа в случае высокоскоростного деформирова-ния выше,
переходных углах наклеп при высокоскоростном и ручном
деформи-ровании примерно одинаков, и увеличение твердости
составляет 10—15%.
Распределение твердости по сечению соединения.
Твердость измеряли по сечению соединений шип — бандажная лента
на приборе Виккерса при нагрузке 300 Н в месте расчеканки и на
удаленных от деформированных зон участках.
Изучение результатов замера твердости показало неравномерное
рас-пределение твердости по сечению образцов. Для образцов,
полученных руч-ными методом, наблюдается повышение значения
твердости: на гранях го-ловки шипа (зона интенсивной деформации)
на глубину до 1,5 мм они дости-гают (289 + 339)*107Па
НV, в районе вершины головки 270 X 107Па
НV. При высокоскоростном методе расчеканки твердость в зоне
интенсивной де-формации составляет (270: 323)*107Па
НV в районе вершины головки шипа 250 • 107Па
НV.
Таким образом, оптимальная форма рабочей части инструмента в
виде четырех взаимно пересекающихся цилиндрических поверхностей
с выпуклы-ми гранями обеспечивает получение замыкающих головок
шипа, имеющих более низкое значение микротвердости по сечению
головки шипа. В микро-структуре материала соединений шип
-бандажная лента наблюдается зона интенсивной деформации
структуры (наклеп), распространяющаяся на голов-ке шипа глубиной
1,5мм, что справедливо для обоих способов; на бандажных лентах,
в местах соприкосновения с шипом — на глубину до ОД мм для
слу-чая высокоскоростного способа и 0,25мм для ручного способа.
Разницы в степени деформации материала шипов при ручной и
высокоскоростной рас-чеканках не обнаружено.
Влияние некоторых технологических факторов на качество
соединений. Испытания соединений шип -бандажная лента на
статическую и уста-лостную прочность позволили выявить факторы,
отрицательно влияющие на
качество соединений:
несоблюдение необходимых зазоров по периметру между те лом
ши-па и бандажной лентой;
отсутствие необходимых фасок по периметру бандажной ленты;
наличие забоин и рванин на наружной кромке головки шипа;
наличие концентраторов напряжений у корня шипа и в углах
бан-дажной ленты.
Несоблюдение необходимых зазоров по периметру между телом шипа и
бандажной лентой приводит к посадке ленты на шип с натягом, что
вызывает деформирование ленты и появление напряжений в шипе и
ленте.
Если отсутствуют необходимые фаски по периметру окна бандажной
лен-ты, уменьшается толщина кромки шипа, работающей на срез.
Забоины и рванины на наружной кромке головки шипа закатываются
во время расчеканки, а это мо-жет вызвать появление
преждевременных трещин в замыкающей головке шипа.
Наличие концентраторов напряжений у корня шипа приводит к
разру-шению (отрыву) головки. Концентраторы по углам окна
бандажной ленты вызывают появление усталостных трещин, что
приводит к разрушению лен-ты. Соблюдение технологии производства
лопаток обеспечит получение ка-чественных соединений шип
-бандажная лента при расчеканке, а следова-тельно, долговечность
турбины.
Технология, оборудование, инструмент и их внедрение в
промышленность
Высокоскоростное деформирование шипов турбинных лопаток качест-венно
отличается от применяемых в технике методов. Это отличие заключа-ется
прежде всего в схеме нагружения и механизме деформирования шипа, в
применяемом оборудовании, инструменте и технологических приемах
вы-полнения процесса высокоскоростного деформирования шипов для
закрепле-ния бандажной ленты. Поэтому разработке технологии,
оборудования, инст-румента и внедрению нового способа деформирования
шипов предшествовал всесторонний анализ технологических особенностей
процесса и оптимальных режимов его осуществления.
Сущность нового технологического процесса заключается в том, что
деформирование всех граней различной конфигурации шипов осуществляется
инструментом-бойком за один удар.
Использование высоких скоростей деформирования позволяет не толь-ко
получить более высокие по своим качественным и прочностным
характе-ристикам соединения шип -бандажная лента, значительно повысить
произво-дительность труда и улучшить условия труда исполнителей, но и
создать пе-реносное оборудование небольшой массы и габаритов, обладающее
высокими энергетическими возможностями.
Не менее важным преимуществом высокоскоростного деформирования является
стабильность получения качественных замыкающих головок шипа в результате
идентичности условий деформирования и независимости процесса
от квалификации исполнителя, отсутствие макро-и микротрещин в головке
шипа и, самое главное, отсутствие деформации пера лопатки и замка. Это
достигается благодаря применению высоких скоростей деформирования,
кратковременности приложения нагрузки (тысячные доли секунд) и
специ-ально спрофилированной рабочей части инструмента -бойка.
Отработка нового технологического процесса велась на специально
спроектированном и изготовленном стенде, имитирующем ступень ротора
высокого давления турбины.
Конструктивно стенд состоит из двух стоек, вала с напрессованными
радиальными подшипниками, диска с набором рабочих лопаток. К диску с
двух сторон приварены две обечайки, наружный размер которых
соответст-вует чертежным размерам шейки ротора турбины. Диск закреплен с
валом при помощи фланца и четырех болтов. Вращение вала с диском в
радиальных подшипниках дает возможность по мере необходимости
проворачивать диск для деформирования очередного шипа.
Получение качественных замыкающих головок шипа зависит от пра-вильной
установки и совмещения оси высокоскоростного устройства с осью шипа. В
целях устранения неправильной установки устройства относительно шипа в
процессе работы было спроектировано и изготовлено специальное
приспособление для центровки. Это позволило механизировать процесс
цен-тровки, сделать его независимым от исполнителя, закрепить устройство
в приспособлении для устранения воздействия отдачи при выстреле. Кроме
то-го, гидроузел центровочного приспособления поджимает бандажную ленту
перед выстрелом для устранения зазора между торцом профиля лопатки и
бандажной лентой. Согласно техническим условиям зазор не должен
превы-шать 0,1 мм. Приспособление для центровки устройства относительно
ротора (ступени) можно расчленить на ряд узлов, выполняющих определенные
функции: 1) узел подъема и установки приспособления на ротор; 2) каркас
приспособления, 3) узел гидрозажима с универсальным приводом УП-2БА.
Высокоскоростное устройство пистолетного типа вставляли в пазы
кронштейнов приспособления. Оно имело возможность перемещаться в пазах
приспособления для подвода к шипу и отклоняться от горизонтальной оси на
90°, что необходимо для возврата инструмента-бойка в исходное положение
после выстрела.
Установка приспособления гидроподъемным механизмом и наладка его
за-нимает немного времени (2—3 мин) и выполняется исполнителем средней
ква-лификации. Одна установка обеспечивает деформирование 100 и более
шипов в зависимости от количества рабочих лопаток на диске (ступени). В
результате проведенных на стенде исследований технологических
особенностей нового про-цесса деформирования шипов получены данные,
позволившие установить влия-ние различных факторов на качество
соединений шип -бандажная лента и разра-ботать ряд дополнительных
технологических требований.
Производительность процесса определяется суммарными затратами времени на
выполнение следующих переходов:
1) установка р наладка приспособления на ступень;
центровка приспособления и высокоскоростного устройства
относи-тельно шипа; производство выстрела;
возврат инструмента и перезарядка высокоскоростного устройства. На
основании использования результатов теоретического анализа про-
цесса высокоскоростной одноударной расчеканки шипов, данных
экспери-ментальных исследований, а также учета технических требований
заводов, выпускающих и производящих ремонт паровых турбин,
спроектированы и изготовлены образцы высокоскоростных устройств
конструкции Харьковско-го авиационного института типа ИЧМ-1, ИЧМ-3,
ИЧМ-5 и ИЧМ-ЗМ для вы-сокоскоростного деформирования шипов лопаток и
разработана технология нового способа закрепления бандажных лент на
роторах и дисках паровых турбин.
Переносной импульсный молоток ИЧМ-1 предназначен для импульс-ной
расчеканки шипов турбинных лопаток с целью закрепления бандажных лент с
ограниченными подходами к шипам (бандажные ленты выполнены с ребрами
жесткости) квадратной или прямоугольной формы в плане из стали XI3,
ХПМФ, 15X12 ВНМФ. Молоток однозарядный, с шарнирным механиз-мом
запирания, аналогичным механизму откидного охотничьего ружья, рабо-тает
на принципе использования энергии пороховых газов с рукояткой
писто-летного типа.
Технические данные ИЧМ-1 Производительность, шип/мин………...2
Масса, кг ................................
4,0
Масса инструмента, кг ..........
0,07
Максимальный вес заряда, г
0,9
Максимальная скорость, м/с
100
Работа одного удара, Дж......
350
Тип патронов......................... строительные беспыжовые группы «В»
Габаритные размеры, мм .... 280x180x80
Испытания подтвердили высокие достоинства нового способа
высоко-скоростной одноударной расчеканки: повышение производительности
труда в 5—6 раз, стабильность получения качественных замыкающих головок
шипа, повышение прочностных характеристик соединения на 10 – 16 % и
надежно-сти выпускаемых турбин, отсутствие деформаций пера лопатки и
посадочных мест замковой части лопатки, снижение трудоемкости и, как
результат этого, улучшение условий труда.
Паровые турбины К-3 00-240 установлены на Ладыжанской ГРЭС им. 50-летия
СССР, Новочеркасской ГРЭС им. 50-летия СССР и Запорожской ГРЭС. Турбины
отработали до капитального ремонта около 14 000 часов. При визуальном
осмотре лопаточных аппаратов роторов цилиндров высокого дав-ления во
время капитального ремонта не обнаружены дефекты расчеканки шипов
лопаток.
9. ВЫСОКОСКОРОСТНЫЕ МОЛОТЫ
Для высокоскоростной штамповки используют специализированное
оборудование — высокоскоростные молоты. Основное отличие
высокоскоро-стных молотов от других видов оборудования ударного действия
— повы-шенные скорости инструмента, находящиеся в пределах 8—20 м/с на
серий-ных образцах и достигающие ~35—40 м/с на специальных образцах
высоко-скоростного оборудования.
Высокоскоростные молоты с малой номинальной энергией удара строят по
шаботной и бесшаботной схемам, с энергией удара более 5000 кгс-м—
преимущественно по бесшаботной схеме.
По технологическому назначению различают молоты: для объемной штамповки;
компактирования стружки и сыпучих материалов: резки (рубки) блюмов и
профильного материала. Имеются конструкции молотов для листо-вой
фасонной штамповки, а также выполнения разделительных операций — вырубки
и пробивки.
По расположению оси перемещения противодвижущихся частей моло-ты делятся
на вертикальные и горизонтальные. Энергия соударения противо-движущихся
частей мощных молотов составляет до 100 000 кгс-м. Проспекты
фирм-изготовителей предлагают молоты с энергией удара 250 000 кгс-м
включительно (фирма «Weingarten»). Энергия удара регулируется с
точно-стью 0,02—0,05 от номинала.
Молоты имеют, как правило, нижний выталкиватель. Некоторые моде-ли
высокоскоростных молотов имеют нижний и верхний выталкиватели. За-зоры в
направляющих бабы значительно меньше, чем у паровоздушных штамповочных
молотов, что позволяет устанавливать точные штампы.
Управление высокоскоростными молотами позволяет работать в нала-дочном
режиме, на одиночных ходах с автоматическим выполнением цикла и при
автоматическом выполнении последовательных ходов с ручной загрузкой
штампа. Штамповка на автоматических ходах используется редко.
При штамповке на одиночных ходах молоты с энергией удара 16 000— 25 000
кгс-м позволяют изготовлять в минуту 3—4 штампованные заготовки.
Штамповое пространство высокоскоростных молотов можно использовать для
размещения устройств, необходимых для механизации вспомогательных
операций. Поэтому подачу исходной заготовки в штамп, извлечение
отштам-пованной заготовки из рабочей зоны молота и передачу ее на
конвейер или в соответствующую тару можно автоматизировать, например,
посредством ме-ханической руки (робота).
Стоимость высокоскоростного молота выше, чем паровоздушного мо-лота с
той же энергией удара, однако капитальные затраты по его установке
значительно меньше. Это объясняется меньшей металлоемкостью и
габарит-ными размерами высокоскоростного молота в связи с накоплением
энергии удара за счет повышенной скорости соударяющихся масс и
отсутствием мас-сивных шабота и фундамента благодаря использованию схемы
встречного соударения.
Таблица 9.1 – Характеристика молотов
В табл. 9.1 приведены некоторые сравнительные характеристики
высо-коскоростного молота «Dynapak» мод. 620 D, паровоздушных
штамповочных молотов мод. М212 Воронежского завода кузнечно-прессового
оборудования им. М. И. Калинина и мод. DYH6 фирмы «Besche», имеющих
приблизительно одинаковую энергию удара. Приведенные характеристики
показывают, что в случаях соответствия номенклатуры поковок
технологическим характеристи-кам высокоскоростного молота, установка
последнего оказывается экономич-нее, чем штамповочных молотов.
Перечисленные особенности конструкции и параметры высо-коскоростных
молотов позволяют изготовлять точные поковки с удовлетво-рительной
производительностью и ставят их в ряд прогрессивных кузнечных машин.
Принцип действия
В качестве рабочего тела в приводе высокоскоростных молотов
обычно применяют газ высокого давления. Расширяясь в рабочем
цилиндре, газ раз-гоняет бабу с закрепленным на ней инструментом
до высокой скорости. Од-новременно газ воздействует на крышку
цилиндра, вызывая встречное пере-мещение рамы или второй бабы.
При этом подвижным частям сообщается значительная энергия,
которая и расходуется при соударении. Давление азота в приводе
обычно не превышает 110 кгс/см2, воздуха 75—85 кгс/см2. Имеют-ся
три основных типа приводов, различающиеся устройством пуска
молота на рабочий ход.
Первый тип привода (М7352, «Dynapak» и др.) имеет пусковое
устрой-ство с кольцевым уплотнением, разуплотнение которого
приводит к резкому возрастанию усилия, разгоняющего бабу до
соударения.
Во втором типе привода (ИМ39 ЭНИКмаша, НЕ55 фирмы
«Weingarten») сжатый газ срабатывает при внезапном отпирании
механиче-ского или иного устройства, удерживающего бабу.
К третьему типу относятся приводы от давления быстро -сгорающей
газовой смеси (молоты Харьковского авиационного института,
Воронежского политехнического института, а также фирмы
«Petroforge») или смеси типа ди-зельных топлив.
Различают также молоты с приводом от газобаллонной станции
(обыч-но со сжатым азотом) и от заводских воздушных сетей
высокого давления или компрессоров.
В конструкциях противодвижущихся частей высокоскоростных
моло-тов определились две основные схемы: рамная, имеющая бабу
сравнительно небольшой массы и массивную раму; безрамная с
массивными бабами, оди-наковыми или различными, но массе.
Подвижные части монтируют на стани-не, разгруженной от силового
воздействия соударения при штамповке.
Типовыми представителями первой группы являются молоты мод.
М7352 (завод КПО им. М. И. Калинина, г. Воронеж), «Dynapak»
(фирма
«General Dynamics Corporation»); второй — молоты мод. НЕЮ, НЕ55
(фирма
«Weingarten»). HEG—280, HEGM -0,25 (фирма «Krupp»); «Сибирь»
(Сибир-ское отделение АН РФ) и др. Наиболее отработаны и
распространены в про-мышленности конструкции молотов М7352.
Ниже кратко рассмотрены типовые конструкции высокоскоростных
молотов, получившие распространение для объемной штамповки, а в
ряде случаев для компактирования порошковых материалов и
штамповки из листа.
Промышленные образцы
Большинство конструкций опытных образцов высокоскоростного
моло-та спроектировано, а в ряде случаев изготовлено
Экспериментальным научно-исследовательским институтом
кузнечно-прессового машиностроения (ЭНИКмашем). Серийное
высокоскоростное оборудование проектировалось Воронежским
специальным конструкторским бюро прессов (ВСКБП) Мин-станкопрома
и изготовляется Воронежским заводом кузнечно-прессового
оборудования (ВЗКПО). За границей проектированием' и
изготовлением про-мышленных образцов высокоскоростных молотов
занимаются фирмы «Gen-eral Dynamics Corp.» (США), «Weingarten»
(ФРГ), «Кгирр» (ФРГ) и др.
По конструкции молот относится к рамным, выполнен по бесшаботной
схеме в вертикальной компоновке с приводом от газобаллонной
станции со сжатым азотом. Энергия соударения регулируется
изменением давления газа в приводе и изменением хода разгона
бабы молота. Схема молота с его гидро-и пневмосистемами показана
на рис. 9.1; молот установлен' на участке высо-коскоростной
штамповки ЭНИКмаш .
Сварная станина 5 установлена на фундаменте (рис. 9.1).
Цельнокова-ная рама, изготовленная заодно с рабочим цилиндр ром 6, перемещается
в направляющих станины и опирается на пружинные амортизаторы 3,
установ-ленные на нижней плите-основании станины. В направляющих
рамы пере-мещается баба 7, откованная заодно со штоком. Рабочий
цилиндр закрыт крышкой 11, с
внутренней стороны которой установлено кольцевое резиновое
уплотнение. Шток бабы входит в цилиндр, причем головка 12 штока,
навин-
ченная на его верхний торец, при верхнем положении бабы
упирается в коль-цевое уплотнение 13. Диаметр
головки 12 больше
диаметра штока и разность площадей их сечений образует
избыточную площадь, имеющую важное зна-чение для работы привода.
азота
Молот мод. М7352 с приводом от газобаллонной станции сжатого
Наиболее распространенным в отечественной промышленности оказал-
ся молот мод. М7352, прошедший модернизацию и выпущенный в
несколь-ких модификациях.
Ниже приведена техническая характеристика молота мод. М7352:
Энергия удара расчетная, кгс-м……………………………………… 16 000 Скорость
соударения расчетная, м/с………………………………….20 Ход суммарный
наибольший, мм…………………………………….450 Время цикла расчетное, с
……………………………………………….9 Размеры в плане, мм:
стола………………………….……………………………………………450x530 бабы
…………………………………………….......................................490X340
Наименьшая высота штампа, мм………………………………………..530 Давление газа
наибольшее (баба наверху), кгс/см2……………………110
Давление жидкости, кгс/см2……………………………………………..200
Усилие выталкивателя, тс……………………………………………….31,5 Ход
выталкивателя, мм…………………………………………………..150 Электродвигатель:
тип……………………………………………………..…..АС-82-6 и А02-92-6 мощность,
кВт…………………………………………………………...40 и 75 частота вращения,
об/мин……………………………………………900 и 980 Высота установки над уровнем
пола, мм……………………………..3400 Габаритные размеры установки в плане,
мм……………………...3550x6100 Масса установки,
кг…………………………………………………..27 200
Примечания.
Теоретический расход азота — 6 баллонов на 1400 ударов.
Начальное давление азота в баллонах 150 кгс/см2.
На нижней плите станины укреплены два цилиндра подъемников 1
бабы и цилиндр 2 выталкивателя, проходящие через раму в
расточенных отверстиях.
В верхнее, исходное для удара, положение баба поднимается
штоками подъемников бабы. После прижатия головки 12 штока к
кольцевому уплотне-нию 13 на крышке 11 газ, заключенный в
замкнутом пространстве. А, образо-ванном головкой, уплотнением и
крышкой, выбрасывается в атмосферу. При этом усилием,
возникающим вследствие давления газа в цилиндре на избы-точную
кольцевую площадку головки 12 штока, баба прижимается к крышке
рабочего цилиндра и надежно удерживается в этом положении. Для
предот-вращения самопроизвольного срыва бабы предусмотрен
фиксатор 8, входя-щий в отверстие в бабе с зазором 0,5—1 мм.
Рисунок 9.1 – Схема скоростного молота М7352
Молот работает следующим образом. При нажатии на кнопку «Пуск»
воз-дух под давлением 4—5 кгс/см2подается
в пневмоцилиндры 4 подъема
шторы, закрывающей рабочее пространство с передней стороны
молота. В конце хода штора через конечный выключатель включает
клапан, пускающий воздух в ци-линдр фиксатора 8, выводя
последний из гнезда бабы. В случае аварийного по-ложения из-за
прорыва торцового уплотнения, баба опускается на фиксатор,
за-жимая его в гнезде. При этом усилия цилиндра фиксатора 8 недостаточно
для освобождения и вывода его из гнезда бабы. Фиксатор, нажимая
конечный вы-
ключатель, включает клапаны, переключающие клапан 10 управления.
При этом в пространство А между
крышкой 11, головкой
штока 12 и
кольцевым уплотне-нием подается пусковая порция газа высокого
давления.
Равновесие сил, действующих на бабу, нарушается, так как сила
удер-жания бабы, равная произведению давления газа на избыточную
площадь го-ловки 12 штока,
становится меньше, чем противоположное усилие, равное
произведению этого же давления на полную площадь головки. Баба
сдвигает-ся и под действием силы, равной произведению давления
на площадь сечения штока, начинает ускоренное движение вниз.
Рисунок 9.2 -Участок скоростной штамповки с молотом М7352 и
газовой нагревательной печью
В то же время под действием реактивной силы газа, действующего
на крышку цилиндра, рама перемещается вверх со скоростью,
обратно пропор-циональной величинам масс бабы и рамы. Происходит
соударение. Сразу по-сле удара автоматически опускается штора,
ограждающая штамповое про-странство, и включается подача масла в
нижние полости цилиндров подъема 1 бабы
и в верхние полости упорных цилиндров 9. Штоки
цилиндров 1 под-нимают бабу в верхнее положение, при этом
упорные цилиндры 9 удержива-ют
раму на месте. Выталкиватель срабатывает автоматически, выдавая
по-ковку после размыкания половин штампов.
Время начала работы толкателя и выдачи поковки можно
регулировать с помощью реле времени. При остановке бабы в
верхнем положении фикса-тор вводится в ее гнездо. Одновременно
замкнутое пространство А между
го-ловкой, уплотнением и крышкой соединяется клапаном 10 с
атмосферой и ба-ба фиксируется в верхнем положении давлением
газа в цилиндре. Молот под-готовлен к следующему рабочему циклу.
Для уменьшения длительности цикла молота и, главным образом, для
ускорения срабатывания выталкивателя поковки в гидроприводе
установлен газогидравлический аккумулятор. При штамповке молот
работает в полуав-томатическом режиме, выполняя последовательно
все операции, кроме пуска на рабочий ход. При наладке молота
каждый механизм может действовать самостоятельно от
соответствующей кнопки.
При каждом ударе в атмосферу выбрасывается ~150 см3сжатого
азота. Поэтому перед нанесением следующего удара рабочий цилиндр
автоматиче-ски пополняется азотом из батареи баллонов,
установленных у молота, через редуктор, настроенный на требуемое
давление. Шесть стандартных баллонов, заряженных азотом под
давлением 150 кгс/см2,
при емкости 40 л каждый мо-гут обеспечить ~1400 операций
штамповки при максимальной энергии.
Основные технологические параметры высокоскоростных молотов
Главным параметром высокоскоростного молота является наибольшая энергия
удара, которая наиболее полно определяет его технологические и
эксплуатационные характеристики. В соответствии с принятым в СССР
оп-тимальным рядом на кузнечно-прессовое оборудование (при коэффициенте
ряда 1,6) установлены величины наибольших энергий ударов для
высо-коскоростных молотов от 1600 до 630 000 кгс-м.
Молоты с энергией удара 2500—63 000 кгс-м вошли в типаж
кузнечно-прессового оборудования 1965 г. Более крупные молоты являются
перспек-тивными для производства крупных поковок.
Усилие выталкивателя рассчитывали на нормальные условия работы при
правильно подобранном защитно-смазочном покрытии, исключающем
приваривание поковок к штампу. При этом отношение усилия выталкивания к
среднему усилию деформирования было принято 0,10—0,12. Рассчитанные
размеры штампового пространства, ход и усилие выталкивателя взяты за
основу при расчете соответствующих параметров высокоскоростных молотов
по типажу. Основные технологические параметры изготовляе-мых
высокоскоростных молотов приведены в табл. 9.2.
Таблица 9.2 – Основные параметры серийно изготовляемых молотов
Молоты мод. ИМ66 и М7060 с приводом от воздушного компрессора
Привод молотов от газобаллонной станции имеет свои недостатки, связанные
с ограниченностью запаса рабочего газа и постоянной забо-той об
исправности вентилей баллонов.
ЭНИКмашем и ВНИИметмашем проведены работы по ис-следованию возможности
перевода высокоскоростных молотов на при-вод от сжатого воздуха,
подаваемого от заводской сети высокого давле-ния или от компрессора. В
ЭНИКмаше разработано четыре модели вы-сокоскоростных молотов, работающих
на сжатом воздухе из них мод. ИМ50 и ИМ55 в течение нескольких лет
эксплуатировались на различных предприятиях. Примером высокоскоростного
молота с пневматическим при-водом и пневматической системой управления
является молот М7060 с наи-большей энергией удара 100 тс-м,
спроектированный в ЭНИКмаше. На рис.
9.3 приведена принципиальная схема конструкции и управления
высокоско-ростным молотом мод. М7060, обеспечивающая работу в режиме
наладки и одиночных автоматических циклов.
Таблица 9.3 – Основные параметры высокоскоростных молотов с
пневматическим приводом
Режим «Одиночные автоматические циклы»
От компрессора высокого давления сжатый воздух подается в
возду-хосборник 1, который питает рабочий цилиндр-ресивер. Через
запорный вен-тиль 2 и
воздушный фильтр 3 сжатый воздух подводится к регуляторам дав-ления 21,
22, 4 (рис. 9.3). Регулятор давления повышенной точности с ши-роким
диапазоном регулирования изготовлен в ЭНИКмаше (рис. 9.4). Его за-дача —
обеспечить стабильность энергии последовательных ударов (незави-симо от
давления в рабочем цилиндре) с точностью до 2 %. Клапан состоит из
корпуса 8, собранного с колпаком 2, заглушкой / и диафрагмой 3,
обра-зующими полости А,
В, С, Е.
Давление в полостях А и В устанавливают
с помощью крана, подающе-го газ из полости Е, сообщающейся с магистралью
высокого давления, и кон-тролируют по манометру. При отсутствии давления
в полостях А, В,
С и Е
диафрагма 3 находится
в свободном состоянии, а клапан 6 прижат
пружиной 7 к седлу 5. Поступающий из магистрали газ, заполнив полость Е,
оказывает дополнительное давление на клапан. Если в процессе работы
давление в по-лости С понижается,
то диафрагма 3 прогибается
под действием избыточного давления в полости А и через шток 4 воздействует
на клапан 6. Последний
открывается, газ поступает в полость С и
давление в полостях А,
В, С вырав-нивается. По возвращении диафрагмы в нейтральное
положение клапан за-крывается.
Рисунок 9.3 – Принципиальная схема конструкции и управления скоростныс
молотом мод. М7060
Рисунок 9.4
Регуляторы 22 и 4 (рис.
9.3) настраивают на давления, необходимые для ведения штамповки. Кроме
того, посредством регулятора 22 в
нижних полостях цилиндров подъема создается давление, достаточное не
только для нормального случая разъема половин штампа, но и для получения
дополни-тельного усилия, необходимого, например, при затекании и
заклинивании за-усенца в зазоре между пуансоном и матрицей. Регулятор 4 настраивают
на давление, обеспечивающее необходимое усилие выталкивателя.
Перед наполнением рабочего цилиндра-ресивера сжатым воздухом поднимают
бабу 31 и
вводят фиксатор 28 в
гнездо затем закрывают вентиль 38, соединяющий
полость цилиндра с атмосферой. В процессе наполнения
штоки 30 цилиндров
подъема должны быть подняты. После заполнения они опускаются.
Перед началом работы механизмы молота занимают следующие исход-ные
положения. Баба 31 удерживается
в верхнем положении давлением сжа-того воздуха на избыточную кольцевую
площадь головки 17 штока
бабы. Клапаны 18 и 20 открыты,
клапан 19 закрыт.
Полость между головкой штока бабы, торцовым уплотнением и крышкой
рабочего цилиндра соединена с ат-мосферой. Штоки 30 цилиндров
подъема опущены. Клапаны 39 и 37, связы-вающие
соответственно полость рабочего цилиндра-ресивера со штоковыми полостями
цилиндров подъема и поршневые полости с атмосферой, закрыты. Через
клапан 35 поршневые
и штоковые полости цилиндров подъема соеди-нены между собой.
Клапан 23, подающий
воздух в цилиндры подъема, при необходимости получения дополнительного
усилия для разъема штампов, закрыт. Подвижная траверса 32 цилиндров
подъема усилием пружины подвески 33 поднята
в верхнее положение. Шток 14 выталкивателя
давлением сжатого воздуха из сети на кольцевую площадь поршня
удерживается в нижнем положении. Клапан 8 на
линии связи газовой полости мультипликатора 10 с
атмосферой открыт, а клапан 7 на линии питания мультипликатора закрыт.
Фиксатор 28 введен,
защитная подвижная штора 16 открыта.
При нажатии на кнопку «Удар», расположенную на пульте управления,
происходит автоматически выполняемый рабочий ход. При этом в поршне-вые
полости пневмоцилиндров 15 защитной
подвижной шторы поступает питание в виде сигнала Xi и
ограждение закрывается. Сигналами Х2и Х3фик-сатор 28 освобождает
бабу и закрываются клапаны 18 и 20. Рабочий
ци-линдр-ресивер отключается, а полость штока бабы разобщается с
атмосферой. Затем подаются сигналы X,2и
на закрытие клапана 35 и
открытие клапана 19 и
происходит разобщение поршневых и штоковых полостей цилиндров подъ-ема,
а полость головки штока бабы подключается к полости рабочего
цилин-дра-ресивера. Давление сжатого воздуха перемещает бабу 31 вниз,
в то время как рама 27 под
действием реактивной силы движется навстречу бабе. Проис-ходит
соударение. При движении бабы вниз подается сигнал Х на
открытие клапанов 39 и 37.
Сжатый воздух из цилиндра-ресивера поступает в штоковые полости
цилиндров подъема, в то время как верхние поршневые полости цилиндров
подъема через глушитель 25 соединяются
с атмосферой. Открывается защит-ная штора 16. Так
как суммарная кольцевая площадь поршней цилиндров подъема больше площади
штока бабы, происходит подъем бабы в верхнее положение с предварительным
разъемом штампа.
В тех случаях, когда по упомянутым выше причинам усилие для разъема
штампов оказывается недостаточным, усилие подъема бабы форсируется путем
подачи в штоковые полости цилиндров подъема сжатого воздуха высокого
дав-ления непосредственно из баллона-воздухосборника 1. Для этого с
пульта управ-ления подается сигнал Х, воздействующий
на клапан 23 и
регулятор давления 22. Прекращение
действия высокого давления со снятием сигнала Х происходит
ав-
томатически при подходе бабы 31 к
верхнему исходному для удара положению. Одновременно посредством
сигналов Xsи Х9закрывается
клапан 8 и
открывается клапан 7, приводящие в действие выталкиватель. Прй этом
происходит разобще-ние газовой полости мультипликатора 10 с
атмосферой и соединение ее с балло-ном-воздухосборником 1 через
регулятор 4. Поршень 9 мультипликатора
вытес-няет жидкость в полости цилиндра 13 выталкивателя,
и изготовленная поковка выталкивается из полости штампа.
При достижении бабой 31 верхнего
положения снимается сигнал Х2, и
фиксатор 28 вводится
в гнездо бабы. Снимаются сигналы Х3и Х5. Клапаны 19 и 18 последовательно
разобщают полость головки штока бабы с полостью ра-бочего
цилиндра-ресивера и связывают ее с атмосферой: баба 31 фиксируется
в исходном положении.
При закрытии клапанов 39 и 37 и
открытии клапана 35 происходит
разъединение нижних полостей цилиндров подъема с полостью рабочего
ци-линдра-ресивера и соединение их с верхними полостями, разобщаемыми с
атмосферой. После снятия сигнала Хярабочий
цилиндр-ресивер наполняется сжатым воздухом из баллона-воздухосборника 1
через клапан 20, штоки 30 цилиндров
подъема опускаются за счет разности полной и кольцевой площа-дей, и, как
только они приходят в крайнее нижнее положение, снимаются сигналы X8и Х9. При
переключении клапанов 8 и
7 газовая полость мультип-ликатора 10 отсоединяется
от баллона воздухосборника 1 и сообщается через глушитель 25 с
атмосферой. Под действием сжатого воздуха из заводской се-ти на
кольцевую площадь поршня шток 14 выталкивателя
опускается вниз. Таким образом, все механизмы вновь приходят в исходное
положение и гото-вы к повторению цикла.
Молоты с газомеханическим приводом
Фирмой «Weingarten» (ФРГ) разработана гамма высокоскоростных молотов с
энергиями удара 10 000—250 000 кгс-м. Эти молоты в отли-чие от моделей
других фирм имеют рычажный спусковой механизм, приводящий в действие
соударяющиеся части молота.
Молот имеет сварную станину коробчатого типа и выполнен в верти-кальной
компоновке (рис. 21). Верхняя 14 и
нижняя 20 траверсы
соединены с боковыми стойками 15 посредством
напряженных стяжных болтов 13, затя-нутых
с предварительным нагревом. В верхнюю траверсу 14 встроен
рабочий цилиндр 11, в
который входит плунжер, выполненный заодно с верхней бабой
Аналогично выполнен и нижний силовой узел с бабой 5, рабочим
цилин-дром 3 и
плунжером 4, укрепленным
на основании, вмонтированном в ниж-нюю траверсу. Основание
представляет собой устройство для ступенчатого регулирования энергии
удара путем' изменения хода баб. Оно состоит из гид-роцилиндра 1 с
поршнем 2, при
выдвижении которого одновременно подни-мается рабочий цилиндр 3, в
результате чего уменьшается расстояние между бабами. Бабы
изготовлены из поковок, выполненных из качественной стали.
Техническая характеристика молота мод. НЕ55 с энергией удара
55 000 кгс-м:
Давление газа в обоих рабочих цилиндрах регулируется независимо.
Этим компенсируется различие масс верхней 16 и
нижней 18 половин
штампа и обеспечивается равенство количеств движения верхней и
нижней баб. Бла-годаря последнему достигается оптимальное
использование энергии удара и минимальная энергия отскока.
Для приведения молота в рабочее состояние служат плунжеры 6, несу-щие
на себе коленно-рычажный механизм, состоящий из четырех защелок 9 и
шарнирных рычагов 7. Защелки отключаются посредством гидравлического
цилиндра 8. Механизм
возвращается в исходное положение под действием сжатого азота. Для
выдачи отштампованной заготовки из штампа (16,
18) служат верхний 12 и
нижний 19 выталкиватели,
встроенные в соответствую-щие рабочие цилиндры.
Во время штамповки рабочее пространство молота закрывается
под-вижным ограничением.
В рабочих цилиндрах 3 и 11 азот
сжимается до расчетной величины гидравлическими цилиндрами нижней
бабы. Для совершения рабочего хода в цилиндры 8 подается
масло под высоким давлением. При этом штоки цилин-дров, воздействуя
на рычаги механизма защелок, разводят последние в сторо-ны. В
результате обе бабы одновременно освобождаются и, разгоняясь под
действием сжатого в цилиндрах азота, производят штамповку заготовки 17.
Для разведения баб в исходное положение возвратные цилиндры
по-средством клапанов соединяются с масляным баком. При этом
плунжеры 6 с
коленно-рычажными механизмами под действием силы тяжести опускаются
до тех пор, пока защелки не окажутся под верхней бабой. Затем в
цилиндры 8 подается
масло и защелки захватывают бабу. После этого масло подается в
возвратные цилиндры, которые приводят бабу в исходное положение.
Выдача поковки из штампа происходит автоматически во время
обрат-ного хода баб. После разведения баб в исходное положение
подача масла в возвратные цилиндры прекращается.
Рисунок 9.5 – Схема скоростного молота НЕ55
Молот готов к следующему рабочему ходу.
Гидравлический привод молота состоит из трех главных и одного
вспо-могательного насосных агрегатов. Главный агрегат состоит из
двух лопаст-ных насосов с подачей 280 и 95 л/мин. Оба насоса
смонтированы на одном валу и имеют общий привод от электродвигателя.
Вспомогательный агрегат включает три лопастных насоса
(циркуляционный, управления и вспомо-гательный), также имеющие общий
вал и электродвигатель. Подача насосов
соответственно 100, 22 и 22 л/мин. В гидросистеме предусмотрен бак
емко-стью 3000 л и четыре гидроаккумулятора, два из которых
установлены в основной гидросистеме емкостью 25 л и заполнены азотом
под давлени-ем 50 кгс/см2;
третий — в системе привода коленно-рычажного меха-низма защелок
емкостью 25 л при давлении азота 35 кгс/см2;
четвер-тый— в системе управления емкостью 10 л, заполняемой азотом
под давлением 20 кгс/см2.
Давление масла в основной магистрали составля-ет 145 кгс/см2,
давление в сети управления 50 кгс/см2.
Гидроаппаратура и трубопроводы смонтированы на жесткой раме.
Молоты с приводом, работающим на принципе двигателя внутреннего
сгорания
Одним из путей совершенствования привода высокоскоростных молотов
является применение энергоузла типа двигателя внутреннего сгорания.
Такой привод молота «Petroforge» включает камеру сгорания, впускные
и выпускные клапаны, свечу зажигания, форсунку, систему
трубопроводов и необходимую аппаратуру управления. Камера сгора-ния
расположена над цилиндром, в котором перемещается плунжер,
со-единенный с бабой молота, направляемой четырьмя колоннами,
закреп-ленными в столе. Стол установлен на станине, к которой
крепятся стой-ки, несущие цилиндр с камерой сгорания. Два
пневматических цилинд-ра, закрепленные на станине, служат для
перемещения бабы с плунже-ром в исходное положение. Молот работает
при ручном или автомати-ческом управлении.
приведена в таблице:
Таблица 9.4 – Техническая характеристика двух молотов
«Petroforge»
При цикле работы, равном 1 с, время контакта с поковкой составляет
0,003—0,005 с.
Молоты этого типа могут при штамповке наносить серию ударов, они
являются многоцелевыми. Применяют их как дляобъемной штамповки, так
и для выполнения короткоходовых разъединительных операций (про-
бивки, вырубки), компактирования стружки, сыпучих материалов и др.
Высокоскоростные молоты описанного типа разрабатываются также
Харьковским авиационным институтом.
Воронежским политехническим институтом разработан вы-сокоскоростной
молот, работающий на топливной смеси из пропан-бутана с воздухом, с
энергией удара 8—12 тс-м при скоростях 8—20 м/с
. Как сообщает автор, конструкция обладает высокой энергоемкостью
(1,6—2,4 кгс-м/кг против 0,68—1,33 кгс-м/кг для высокоскоростных
молотов с приводом от газобаллонной станции).
9.4 Перспективы развития
К основным направлениям развития высокоскоростных молотов можно
отнести совершенствование существующих конструкций молотов, развитие
процессов многоударной штамповки, создание высокоскоростного
обору-дования для штамповки крупногабаритных заготовок.
Задачи первого направления вытекают из опыта эксплуатации
вы-сокоскоростных молотов. Они включают совершенство-вание средств
техники безопасности, улучшение удобств обслуживания, повышение
надежности оборудования. Перечислим некоторые пути решения задач
первого направления, а также осуществляемые разработки:
создание устройства, снижающего уровень шума; улучшение
конст-рукции ограждения рабочего пространства, например,
разработка двухствор-чатой конструкции шторы (вместо
поднимающегося щита), полностью пере-крывающей рабочую зону
молота;
разработка системы централизованной смазки штоков, на-правляющих
бабы, рамы и др.;
совершенствование конструкций соединений трубопроводов с целью
повышения герметичности;
повышение износостойкости трущихся пар (шток бабы и др.),
на-пример, путем азотирования;
создание системы сигнализации об отказах основных механизмов
молота с вынесением сигнальных лампочек на пульт;
улучшение системы фиксирования крепежных деталей, склонных к
самоотвинчиванию и самозатягиванию при ударах;
переход на пневматическую, струйчатую или иную систему
управ-ления молотом, более надежную, чем управление посредством
электрической системы;
размещение механизма подъема бабы в верхней части рамных
кон-струкций молотов, что позволит увеличить штамповое
пространство;
разработка конструкции регулируемых направляющих бабы с уче-том
отношения энергии удара молота к площади опорной поверхности
на-правляющей планки;
оптимизация цикла работы молота, особенно времени контакта
отформо-ванной поковки со штампом, которое должно быть сокращено
до 0,2—0,3 с.
105
Таблица 9.5 –
Разработка оборудования для многоударной высокоскоростной штамповки
представляется актуальной, поскольку в этом заключается один из путей
повышения производительности, осуществления опера-ций предварительной
штамповки с одного нагрева, повышения стойко-сти штампов; освоения более
широкой номенклатуры деталей.
Анализ номенклатуры крупногабаритных штампованных за-готовок, основанный
на опыте высокоскоростного формообразования поковок небольших размеров,
показывает целесообразность разработки и освоения крупных скоростных
машин. Тенденция к увеличению мощ-ности высокоскоростных молотов
наблюдается за рубежом.
В США в 1965 г. изготовлен молот «Dynapak 2040» с энергией удара 76 ООО
кгс-м, предназначенный для прессования штамповок с удлиненной осью.
В проспекте фирмы «Weingarten» (ФРГ) имеются молоты с энергией удара 55
000, 100 000, 160 000, 250 000 кгс-м. Молоты с энергией удара 55 000
кгс-м выпускают серийно; один такой молот закуплен и эксплуатируется в
Советском Союзе. Одна из фирм США, специализирующаяся на производ-стве
поковок для авиационной и ракетной промышленности, также приобрела молот
с энергией удара 55 000 кгс-м и планировала установить высокоскоро-стные
молоты на 100 000 и 250 000 кгс-м.
Фирма «Wittaker» (США), располагая парком высокоскоростных моло-тов с
энергией удара 2025 и 76 065 кгс-м, построила молот с энергией удара 207
450 кгс-м и еще строит молот с энергией удара 968 100 кгс-м.
ТЕХНОЛОГИЯ ВЫСОКОСКОРОСТНОЙ ШТАМПОВКИ
Первоначально процесс высокоскоростного деформирования связывали с
формообразованием в закрытых штампах по схемам (преимущественно)
прямого и обратного выдавливания. Однако со временем было
установлено, что высокоскоростное деформирование имеет свои
преимущества и при штамповке в открытых штампах.
В последнее время получает развитие высокоскоростная штамповка по
схеме бокового выдавливания в многоразъемных штампах .
Вопросы технологии высокоскоростной штамповки рассмотрены в трех
направлениях: разработка технологических процессов, конструирование
штамповой оснастки и примеры типовых технологических разработок.
Разработка технологических процессов
Основные этапы разработки технологического процесса
высокоскоростной штамповки—выбор термомеханических режимов,
конструирование поковки, расчет исходной заготовки и переходов
формообразования, расчет усилий и энер-гии штамповки, выбор
молота и проектирование оснастки.
Термомеханические условия деформирования
Термомеханические условия формообразования определяют
темпера-турный режим штамповки, предельно допустимую степень
деформации и скорость инструмента (особенно при выдавливании),
ожидаемые удельные усилия и удельную энергию формоизменения и т.
п.
В табл. 10.1 приведены характеристики пластичности основных
групп металлов при осадке и выдавливании, полученные
экспериментально (приве-денные данные могут служить и для
ориентировочной оценки технологиче-ских характеристик других
металлов группы). При осадке всех металлов, кроме сплава
ХН77ТЮР, степень деформации, при которой наблюдаются признаки
разрушения (предельное обжатие), не была достигнута, их
пластичность оказалась практически неограниченной. Предельная
сте-пень деформации при выдавливании также значительна. Однако
кроме сплава ХН77ТЮР пониженную пластичность показал алюминиевый
сплав В96.
Таблица 10.1 – Характеристика пластичности основных групп
металлов
Пластичность при выдавливании дополнительно характеризуется
сте-пенью относительного сужения при инерционном разрыве
изделия.
Рассмотренные показатели пластичности при выдавливании получены
в матрицах с углом входа 90°. При применении меньших углов
пластичность может быть увеличена. Цинк и два его сплава при
«статической» скорости успешно выдавливали в матрице с углом
180°. По мере повышения скорости выдавливания пластичность
материала поддерживали на необходимом уровне путем уменьшения
заходного угла до 90° (при 14,3 м/с) и 60—30° (при 33—48 м/с).
Этот способ управления пластичностью следует иметь в виду при
разра-ботке процессов деформирования металлов с ограниченной
деформируемо-
стью. На рис. 10.1 представлены графики изменения удельных
усилий осадки типовых представителей некоторых групп материалов
от степени деформа-ции и температуры для скоростей
деформирования 10—25 м/с (ОСТ 1.41538—74).
Рисунок 10.1-Зависимость удельного усилия р от степени
деформирова-ния σ и температуры при осадке типовых
представителей металлов.
Изменение удельной энергии деформирования в зависимости от
степе-ни деформации и температуры показано на рис. 10.2 и 10.3
(для выдавлива-ния кривые удельной энергии и удельного усилия
совпадают).
При разработке технологических процессов температуру нагрева под
штамповку устанавливают в пределах интервала ковочных
температур, реко-мендуемого для деформирования на обычном
штамповочном оборудовании. Одноударный, как правило, цикл работы
высокоскоростного оборудования и точное дозирование энергии
требуют строго идентичных тепловых условий деформирования.
В связи с этим температурный интервал высокоскоростной штамповки
должен быть сужен до 40—60° С для сталей и до 20—30° С для
алюминиевых сплавов. Например, в технологических процессах на
штамповку поковок из конструкционных и коррозионно-стойких
сталей следует устанавливать тем-пературный интервал 1180—1130°
С (вместо 1180—950° С для обычной штамповки), так как при
понижении температуры до 1100°С начинается неза-полнение штампа
из-за недостатка энергии.
Рисунок 10.2 -Зависимость удельной энергии деформирования от
степени деформации и температуры при осадке типовых
представителей металлов
Рисунок 10.3 -Зависимость удельного усилия и удельной энергии
деформи-рования от степени деформации и температуры при
выдавливании типовых представителей металлов.
В табл. 10.2 приведены степени деформации и предельные cкорости
ис-течения, которых целесообразно придерживаться при разработке
технологи-ческих процессов и чертежей поковок.
Рекомендуемый диапазон обжатий сужен относительно предельного
(см. табл. 10.1): нижняя граница на 15—25% (во избежание
критических сте-пеней деформации) и верхняя на Г)—20% (в Целях
обеспечения качественной структуры и сохранения высокой
пластичности деформируемого металла).
Таблица 10.2 – Рекомендуемые степени деформации и скорости
истече-ния при высокосортном деформировании
Разработка чертежа поковки
Основные правила разработки чертежей поковок высокоскоростных
молотов те же, что и для штампованных заготовок, формуемых на
обычном оборудовании. Поэтому ниже рассмотрены лишь особенности
конструирова-ния, связанные со спецификой высокоскоростного
оборудования и штампов-ки на нем.
Назначение припусков, допусков и напусков. На обрабатываемые
по-верхности поковок, изготовляемых на высокоскоростных молотах,
назначают припуски на обработку резанием. Припуски на поковках
диаметром до 250 мм из алюминиевых, титановых, медных сплавов и
сталей обычно составляют 1,0— 2,0 мм, что в среднем на 30—50%
меньше рекомендуемых ГОСТ 7505—74 для поковок первого класса
точности.
Однако высокоскоростная штамповка позволяет получать поковки с
припусками только под шлифование, которые составляют 0,05—0,1
мм. С та-
кими припусками на обработку резанием обычно штампуют поковки
типа турбинных лопаток из жаропрочных сталей и титановых
сплавов.
Допуски на размеры между обрабатываемыми поверхностями поковок
следует назначать, ориентируясь на первый класс точности ГОСТ
7505—-74. Однако в отдельных случаях целесообразно увеличить
допуски. Например, допуски на размеры 68 и 94 поковки,
представленной на рис. 10.4, в связи с интенсивным износом
соответствующих поверхностей штампа больше, чем на 0 113,
изменяющийся в меньшей степени. Допуск по недоштамповке этой же
поковки также относительно свободный. Это объясняется тем, что
исход-ную заготовку изготовляли резкой на пресс-ножницах и она
имела недоста-точную точность по массе.
Допуски на размеры между поверхностями, выполняемыми без
после-дующей обработки резанием, существенно меньше. В
зависимости от требо-ваний чертежа, марки штампуемого материала
и стойкости штампа поле до-пуска можно назначать в пределах
0,2—0,3 мм.
Напуски назначают по общепринятой ме-тодике. В срав нимых
случаях штамповочные уклоны на поковках высокоскоростных молотов
могу быть в 2—5 раз меньше, чем рекомендуе-мые ГОСТ 7505— 74.
Уменьшение потерь ме-талла достигается иногда также путем более
де-тального оформления элементов рельефа (не-больших выступов и
впадин, незначительных изменений диаметров и т. п.), которые на
по-ковках обычного оборудования закрываются
Рисунок 10.4 -Поковка типа стержня с фланцем
напусками.
Особенности конструирования поковок, изготовляемых в закрытых
штампах.
Наличие у высокоскоростных молотов выталкивающих устройств с
от-носительно большим ХОДОМ II значительным усилием позволяет
изготов-лять поковки методом выдавливания [см. табл. 10.2,
группы 1 (1, 2) и V (1, 2, 3, 5)]. Поковки этого типа, как
правило, конструируют без штамповочных ук-лонов. Однако это не
всегда целесообразно по конструктивным соображени-ям. Например,
при глубоких безуклонных элементах поковки выталкиватель штампа
должен иметь соответствующую длину. И если размеры поперечного
сечения части поковки, в которую упирается толкатель, малы, то
последний может оказаться относительно тонким и недостаточно
устойчивым к осевым нагрузкам.
Длина толкателя может быть уменьшена путем введения уклона
поряд-ка 0,5°, который практически не отражается на трудоемкости
обработки реза-нием, но улучшает условия работы штампа и
повышает стойкость толкателей. Указанный уклон можно выполнять
не по всей высоте выдавливаемых эле-ментов, а лишь на ее части —
в той мере, которая обеспечивает беспрепятст-венное удаление
поковки из ручья при минимально необходимом' ходе толка-теля.
Пример такого решения дан на рис. 25. Благодаря уклону длину и
ход
выталкивателя удалось уменьшить с 130 до 70 мм. Уменьшение хода
толкате-ля целесообразно также потому, что это позволяет
соответственно уменьшить высоту нижнего штампа или подштампового
набора плит.
Опыт показывает, что поломки толкателей при выдавливании поковок
чаще всего происходят не в момент выталкивания, а в фазе
окончательного заполнения штампа — под действием усилия со
стороны деформируемого металла. Такого силового контакта следует
избегать, проектируя (где это воз-можно) поковку (и
соответственно штамп) с таким расчетом, чтобы при ее оформлении
металл не доходил до толкателя на 5—12 мм (рис. 10.4).
Уве-личение массы поковки за счет дополнительного
компенсирующего припус-ка, как правило, незначительно.
Там, где это не приводит к существенной экономии металла или
замет-ному снижению объема обработки резанием, следует избегать
уменьшения сечений выдавливаемых элементов и особенно их
передних концов. Это все-гда приводит к заметному увеличению
удельных усилий штамповки и сниже-нию стойкости штампов.
Например, для поковки с заостренными скосами ребер, показанной
на рис. 10.5, потребовалось для полного оформления на 15—20%
больше среднее усилие, чем для такой же поковки с неза-
остренными ребрами.
При конструировании поковок следу-ет стремиться, чтобы площадь
контакта нижней поверхности исходной заготовки со штампом была
минимальной. Это по-зволяет уменьшить подстуживание
поверх-ностного слоя за время между укладкой за-готовки в штамп
и ударом (3—5 с), что все-гда улучшает течение металла. Момент
подстуживания особенно нежелателен при использовании
стеклосмазок, вязкость ко-
Рисунок 10.5 -Поковка оребренного стержня
торых при охлаждении резко увеличивает-ся, а смазочные свойства
ухудшаются.
Для поковок, формуемых выдавлива-
нием, уменьшение подстуживания обеспечивается естественным
образом — благодаря наличию в контейнере штампа заходного
конуса. Относительно поковок других групп пути уменьшения
подстуживания следует находить в каждом конкретном случае.
Поковки стаканов штампуют по схемам прямого и обратного
выдавливания.
В случае прямого выдавливания желательно (если допускает
конструк-ция детали) проектировать поковку с полостями как
снизу, так и сверху. При-чем чтобы поковка оставалась в нижнем
штампе, а не «садилась» на пуансон, глубина полости сверху
должна быть либо на 20—30% меньше, чем снизу, либо иметь больший
уклон. Выталкивать поковку можно упором в дно, пере-мычку или
полотно либо с помощью внешней подвижной обоймы. Последнее
предпочтительно для поковок с небольшими размерами внутренней
полости,
когда размещение выталкивателя необходимого диаметра затруднено
или не-возможно, а также при малых толщинах перемычек, чтобы
избежать прошив-ки их толкателем.
Толщину перемычки и размеры упорной части толкателя можно
ориен-тировочно рассчитать, зная (по опытным данным), что
поковки алюминиевых стаканов удерживаются на охватываемых
вставках касательным напряжением порядка 1 кгс/мм а стальных 2
кгс/мм2.
Общий недостаток высокоскоростных молотов существующих
конст-рукций — упругий отскок бабы после нанесения рабочего чего
удара, что приводит к заштамповке заусенца, а иногда к
«зарубанию» обращенных к ба-бе выступающих элементов поковки.
Имея это в виду, на выступающих эле-ментах необходимо
предусматривать штамповочный уклон порядка 1—3°, а при-) пуск на
них должен быть увеличен на 0,4—0,6 мм.
При штамповке поковок плоскостного типа и с относительно
большими площадями тонких полотен [см. табл. 10.2 группы II (3,
4), IV, V (4, 6), IX)], особенно при «жестких» ударах, возможен
не только подскок бабы, но и вы-брасывание отформованной детали
из штампа с последующим полным и не-исправимым ее смятием. Такие
поковки удерживают в одной из половин штампа (обычно в нижней),
предусматривая в ней несколько меньшие, чем в другой половине,
уклоны, а если этого сделать невозможно — с помощью поднутрения.
Для поковок диаметром до 150—180 мм последние выполняют в виде
обратного уклона с углом 0,5—1° глубиной порядка тепловой усадки
или в виде кольцевой выточки глубиной 0,3—0,5 мм и высотой 2—3
мм. При конструировании поковок типа стаканов, крышек, колец и
подобных им, имеющих тенденцию к охватыванию выступающих частей
штампа и «посад-ке» на них при остывании [см. табл. 10.2 группы
II, III (1), и V (2, 3)] способ выталкивания следует продумывать
особенно тщательно.
Наружные стенки стаканов можно выполнять без уклонов; внутренние
при съеме подвижной обоймой — с нулевым уклоном для
алюминиевых сплавов, с уклоном порядка 0,5° для сталей и 3°
для коррозионно-стойких сталей и титановых сплавов. При
выталкивании упором в перемычку уклоны, как правило,
несколько больше.
При обратной схеме выдавливания поковку стакана удерживают в
ниж-нем штампе с помощью поднутрения, которое должно
удерживать поковку со значительно большим усилием, чем в
рассмотренном выше случае подскока и выбрасывания изделия.
На поковках стаканов их выполняют под углом 1—3° на длине
10—12 мм. При выталкивании уширение, образовавшее
поднутре-ние, пластически деформируется и штамповка
принимает цилиндрическую или иную требуемую форму.
Размеры поднутрения должны быть рассчитаны так, чтобы даже
после полного остывания поковки в штампе (наихудший случай)
усилия выталкива-теля было бы достаточно для ее из-1
влечения. Деформация поднутрения ана-логична формоизменению
по схеме проталкивания через сужающееся очко.
Рисунок 10.6 -Поковка фитинга с «буферным» напуском в виде
При проектировании поковок группы V (см. табл. 2) для
деталей с продольными и торцовыми ребрами (см. рис. 10.5)
необходимо предусматривать напуск в виде пресс-остатка
толщиной не менее 3—5 мм, который служит бу-фером,
улучшающим' условия работы наиболее нагруженной заходной
части матрицы. Эта часть поковки может ока-заться полезной и
в других случаях. На
ней, например, целесообразно выполнить фаски (см. рис. 26)
или заходный конус, уменьшающие подстуживание торцов и
улучшающие условия течения металла. В некоторых случаях
пресс-остаток дает возможность применять более технологичную
исходную заготовку. Для изготовления поковки, пока-занной на
рис. 10.6, был использован стандартный круглый прессованный
пруток вместо прямоугольного спецпрофиля. В этом случае
пресс-остаток оказался необходимым также для вывода за
пределы детали утяжины.
Особенности конструирования поковок, изготовляемых в
открытых штампах. Линию разъема выбирают так же, как и для
штамповки на обычном оборудовании. Единственное
дополнительное требование состоит в том, что ее расположение
должно способствовать удержанию поковки в нижнем штампе (с
целью исключения возможности ее подскока и смятия). С этой
же целью штамповочные уклоны верхней половины поковки
следует устанавли-вать несколько большими, чем нижней. При
отношении высоты штампуемого элемента к его ширине до 15
рекомендуются следующие величины уклонов: для верхней
половины наружные 1,5—3°, внутренние 5—7°; для нижней час-ти
поковки наружные 0—1°, внутренние 3—5°.
У ребер, выполняемых без последующей обработки, радиусы
скругле-нии острых кромок и переходов рекомендуется
назначать по данным, приве-денным в табл. 10.3.
Таблица 10.3 – Размеры ребер и радиусов скругления углов
паковок(мм)
Радиусы у основания ребер и других выступов, выполняемых с
припус-
ками под обработку резанием, в целях повышения стойкости
штампа целесо-образно увеличить в 1,5—2,0 раза.
Конструирование поковок с боковыми отростками. Типовыми
предста-вителями этой разновидности поковок являются диски с
раднально направ-ленными лопатками, формуемыми по схеме
выдавливания в боковые каналы, образуемые набором вкладышей.
После рабочего хода поковку вместе с вкла-дышами извлекают
из штампового пространства молота и вкладыши отделя-ют.
Затем штамп собирают вновь.
Процесс штамповки требует тщательного выполнения всех
операций, по-вышенного внимания и контроля за состоянием
оснастки, поэтому при значи-тельной трудоемкости
сборки-разборки штампа невозможно получать расчетную
производительность на кузнечных машинах. В настоящее время в
смену изготов-ляют 80—90 дисков диаметром до 200 мм и 18—20
дисков диаметром около 300 мм. Однако такая
производительность оправдана благодаря значительному
сни-жению общей трудоемкости (и особенно на
слесарно-доводочных работах, тре-бующих высокой
квалификации), поскольку полученный профиль лопаток имеет
окончательные размеры детали и требуется лишь удаление
заусенцев и подгонка по шаблону радиусов выходных кромок
лопаток.
В процессе экспериментальных исследований получены поковки
колес с прямыми и закрученными лопатками, причем угол
закрутки составлял до 70°. с числом лопаток 24—60 штук, с
пером длиной 23—70 мм постоянного и уменьшающегося сечения.
Опробованные материалы: алюминиевые сплавы АК4, АК4-1, А Кб,
Д20, В95; титановые сплавы ВТ1-0, ВТб, ВТ8 и сталь 12Х18Н9Т.
Поковки из алюминиевых сплавов освоены и изготовляют
серий-но. Наиболее трудноформуемыми являются передняя и
задняя кромки пера лопатки. Установлено, что минимальная
толщина этих кромок может быть 0,6—0,8 мм для алюминиевых
сплавов, 1,0—1,2 мм для сплавов титана и 1,3—1,5 мм для
коррозионно-стойких сталей.
Расстояние между лопатками является важнейшим конструктивным
элементом, от величины которого зависит как процесс
штамповки, так и стойкость штамповых вкладышей. При
недостаточном расстоянии между ло-патками рабочие части
вкладышей быстро выходят из строя, особенно при штамповке
материалов с высокой температурой нагрева (титановые сплавы,
стали). Рекомендации по выбору расстояния между лопатками
для раз-личных материалов представлены в табл. 10.4.
Таблица 10.4 – Наименьшее среднее расстояние между лопатками
(мм)
при формообразовании их по схеме бокового выдавливания
Радиусы перехода от лопатки к диску должны находиться в
пределах 0,8—2,5 мм для алюминиевых сплавов, 1,2—3 мм для
сплавов титана и кор-розионно-стойких сталей.
При штамповке алюминиевых сплавов можно рекомендовать смазку
в виде смеси масла Вапор с графитом марки С-1. Весьма
эффективное повыше-ние чистоты поверхности дает примешивание
свинцового сурика.
Титановые поковки целесообразно штамповать с применением
эмали Т-1; штамп смазывать маслографитовой смесью. Данные о
шероховатости по-верхности поковок приведены в табл. 10.5.
Таблица 10.5 – Качество поверхности дисков с лопатками из
различных материалов
Припуски на обработку резанием назначают по торцам ребер и
диска. Припуск по торцам ребер должен компенсировать
незначительную неравно-мерность течения в отростках и
возможную разновысокость лопаток, поэтому он должен быть не
менее 2—3 мм. Иногда в целях снижения максимального усилия
деформирования на торцах лопаток (по центру) предусматривают
компенсатор в форме плоского или цилиндрического отростка
длиной до 10 мм, помещаемого в стыках между
инструментальными вкладышами. Припус-ки по нижнему торцу
диска следует назначать в пределах 1—2 мм, по верхнему,
из-за подскоков бабы и заштамповки заусенца, до 2—3 мм.
При указанных выше нормах шероховатости поверхности лопаток
точ-ность выполнения их размеров определяется главным
образом точностью из-готовления штампа (особенно его.
вкладышей) и жесткостью его конструкции после сборки.
Выпускаемые серийно диски из сплава АК4-1 изготовляют в
штампах, выполняемых по 3-му классу точности. При наибольшей
толщине лопатки 6 мм (диаметр диска около 200 мм) допуск на
этот размер назначен +0,1 – 0,15 мм. Допуск на шаг лопаток
+0,17 -0,11 мм.
На заполнение боковых отростков большое внимание, как было
уста-новлено, оказывает диаметр исходной заготовки. Лучшая
заполняемость при наименьших усилиях обеспечивается при
соотношениях диаметров заготовки и контейнера 0,85—0,9.
Выбор формы исходной заготовки и переходов формообразования
Штамповка на высокоскоростном оборудовании может быть выполнена
за один или несколько переходов. Многопереходную штамповку
применяют в целях обеспечения лучшего заполнения поковки,
снижения удельных усилий, формирования требуемой макроструктуры,
дробления деформации, улучше-ния фиксации заготовки в
окончательном штампе. Наиболее часто первым переходом штамповки
является простая осадка высокой исходной заготовки с получением
относительно низкой (с отношением Я/Д<0,5) промежуточной
заготовки, изготовление которой непосредственно из прутка
(штанги) неэко-номично из-за значительных потерь металла при
резке.
Однопереходную штамповку можно применять при изготовлении
поко-вок групп I (1), II (1, 2, 3) и в некоторых случаях IV, V и
VII (см. табл. 10.2).
Для операций предварительного формообразования заготовок при
мно-гопереходной штамповке можно использовать любое кузнечное
оборудова-ние. Форму промежуточной заготовки выбирают в каждом
конкретном слу-чае индивидуально. При этом, как правило,
оказываются полезными техноло-гические приемы, заимствованные из
штамповки на обычном кузнечном обо-рудовании.
При штамповке заготовок типа стержня с утолщением или фланцем
[группа I (1, 2), табл. 10.2]. если требуемый коэффициент
вытяжки А,>10—12, целесообразно применять формовку в два
перехода: выдавливание стержня и осадка утолщения. При этом
снижается удельное усилие и улучшается макро-структура.
Штамповка поковок данной группы по схеме осадки с одновре-менным
истечением может привести к образованию неблагоприятной
мак-роструктуры, а иногда — к образованию дефекта.
Рисунок 10.7 -Поковка шестерни с зубом
Поковки шестерен с зубом (рис. 10.7) предпочтительно штамповать
вы-давливанием. Даже для относительно невысоких поковок (рис.
10.7, а) это
обеспечивает лучшее заполнение, чем при формообразовании осадкой
(с оформлением зубьев радиальным истечением). Штамповка
производится из относительно низких заготовок. При изготовлении
больших партий заготовки для этих поковок целесообразно получать
осадкой на обычном оборудовании, используя высокоскоростной
молот для окончательной штамповки.
Поковки шестерен с рельефом на торце ступицы (рис. 10
. 7 , 6 ) более рационально штамповать осадкой. При
выдавливании для оформления торцо-
вого рельефа может потребоваться неоправданно высокое удельное
усилие.
Размеры исходных заготовок для поковок типа дисков [см. табл.
10.2, группа IV (2, 3)] устанавливают в зависимости от величины
кольцевых и дру-гих выступов на полотнах. Как показывает опыт и
литературные данные, здесь целесообразно руководствоваться
технологическим опытом штамповки на обычном оборудовании: при
невысоких выступах возможна штамповка осадкой из заготовки с
соотношением высоты и диаметра, близким к единице. При глубоких
ребрах заготовка должна перекрывать полости впадин с тем, чтобы
они заполнялись выдавливанием, а перетекание металла через ребра
исключалось.
Для плоских поковок и ряда корпусных поковок фасонирование
заго-товки заключается в увеличении диаметра последней до
размеров, исклю-чающих зажимы и заковы, которые образуются при
штамповке из высоких заготовок меньшего диаметра. Отрезанную от
прутка заготовку осаживают до размера, который на 5—6 мм меньше
диаметра контейнера, с тем чтобы по-лости штампа были перекрыты.
Расчёт энергии и усилия деформирования, выбор мощности молота.
Приведем методики ориентировочного и уточненного расчета
энерго-силовых параметров высокоскоростной штамповки.
Ориентировочная методика и выбор оборудования.
Энергия деформирования определяется по формуле
(10.1)
где к — коэффициент, учитывающий сложность конфигурации поковки
(степень отличия ее от шайбы, получаемой при плоскопараллельной
осадке, или круглого стержня с утолщением — при выдавливании),
к=1,05-1,3.
КПД удара изменяется в пределах 0,66—0,95. При штамповке с
боль-шим ходом формоизменения следует пользоваться большей
величиной КПД, при «жестких» ударах — меньшей.
Удельные энергии деформации е для
двух основных схем формоизме-нения — осадки и выдавливания —
приведены на рис. 23, 24.
При определении энергии выдавливания необходимо иметь в виду,
что в расчете следует учитывать объем только выдавливаемой части
заготовки; объем части заготовки, находящейся в контейнере и не
подвергаемой дефор-мации, в расчет не входит. Если оформление
штамповки протекает по «сме-шанной» схеме, то энергию следует
считать по элементам, каждый из кото-рых формуется по одной из
«чистых» схем и результаты суммировать.
По найденной величине энергии выбирают мощность требуемого
моло-та. При этом необходимо учитывать, что высокоскоростные
молоты рассчи-таны на нормальную работу в диапазоне энергии
0,2—1,1 от номинальной.
Пробную штамповку следует начинать с энергии, на 15— 25°/0мень-
шей расчетной. При штамповке последующих двух — четырех
заготовок энергию увеличивают, добиваясь оптимального оформления
поковки.
Ориентировочная методика не учитывает ряд практически
действую-щих факторов: форму и размеры исходной заготовки,
изменение угла заход-ного конуса и силы инерции (при
выдавливании), которые иногда оказывают существенное влияние.
При этом усилие и удельные усилия деформации мо-гут быть
рассчитаны лишь как средние, а это существенно расходится с
мак-симальными значениями. Перечисленные факторы учитываются
уточненной методикой.
Рисунок 10.8 -Зависимости коэффи-циентов a1и
b1от
диаметра (или высо-ты) исходной заготовки для материа-лов,
деформируемых при температу-рах 900-12000С(1)
и 300-5000(2)
Рисунок 10.9 -Зависимость коэффици-ента а2от
соотношения размеров ис-ходной заготовки при осадке [2].
Штамповка по схеме осадки. Расчетные формулы для определения
энергии, усилия и удельного усилия деформирования:
(10.2)
где бср—
средняя степень деформации; 6ср=2,3 lg(Fо/Fk); 1,3
— ко-эффициент, учитывающий пиковое повышение усилий в конечный
момент штамповки: в фазе оформления радиусов скруглений и
выдавливания заусен-ца; а,—
произведение коэффициентов, аi=а1а2а3а4;
здесь a1—
связан с ха-рактерным размером заготовки (рис. 10.8) и учитывает
теплопотери (а следо-вательно, и сопротивление деформированию);
а2—
учитывает соотношение размеров заготовки (рис. 10.9); а3—1
/ψ = 1,05—1,5; а4—
сложность конфи-гурации поковки. а4—1,05—1,3.
Параметры а и
η приведены в табл. 10.6.
Штамповка по схеме выдавливания. Выдавливание
протекает в
два последовательных этапа: запрессовка (осадка) и собственно
выдавлива-ние. Работа запрессовки:
A1=0,06aa1a2V,
(10.3)
где 0,06 — степень деформации, которая определяется величиной
зазо-
ра, обеспечивающего удобство укладки заготовки в штамп,
приблизи-тельно постоянная во всех случаях. Работа, необходимая
для выдавли-вания,
(10.4)
где bi=b1b2b3b4b5-произведение
коэффициентов; b1= а1–характерный
размер исходной заготовки(рис 10.9); b2-соотношение
размеров исход-ной заготовки (рис. 10.10); b3= а3=
1,05—1,5; b4=1,0—1,3
— сложность кон-фигурации поковки; b5—
влияние угла заходного конуса матрицы (рис. 10.11)
Таблица 10.6 – Параметры а и η для типовых металлов (осадка)
Рисунок 10.10 -зависимость коэффициента b2от
соотношения размеров исходной заготовки при выдавливании;
Таблица 10.7 – Параметры b и ξ для типовых металлов (
выдавливание)
Значения параметров b и ξ приведены в табл. 10.7, а α — на рис.
10.12.
Если поковка имеет несколько элементов, формуемых выдавливанием,
то работу А2рассчитывают
для каждой части, а полную энергию штамповки определяют как
(10.5)
Рисунок 10.12 -Зависимость множителя α определяющего
динамическую со-ставляющую удельного усилия при осесимметричном
выдавливании, от коэффициента вытяжки при угле за-ходного конуса
матрицы 1800(1),
1200(2),
900(3),
600(4)
Рисунок 10.13 -Поковка оребренного диска.
При расчете силовых параметров выдавливания возможны два случая.
Гравюра штампа заполняется полностью. При этом наибольшие
уси-лия, развиваются в момент оформления радиусов
закруглений и вытекания заусенца, тогда
Qmax=1,3bbiF0(10.6)
Pmax=1,3bbi(10.7)
Поковка и штамп спроектированы с расчетом частичного
незаполне-ния гравюры (например, выдавливаемый стержень
должен несколько не до-ходить до толкателя). В этом случае
наибольшие усилия будут в начале про-цесса, когда
инерционная составляющая максимальна:
(10.8)
При наличии нескольких выдавливаемых элементов силовые параметры
рассчитывают для той части, которая формуется с наибольшей
вытяжкой.
Штамповка по схеме осадки с выдавливанием. Расчет
энергии ведется с расчленением поковки на элементы и последующим
суммировани-ем работ формоизменения по каждому из них.
Силовые параметры определяют для элемента, формуемого с
наиболь-шим обжатием.
Исходные данные: материал ВТЗ-1, температура штамповки 980° С,
ис-ходная заготовка Н0= 33
мм, D0=
170 мм, У = 750 см3.
Энергия при штамповке данной поковки расходуется на осадку
кольце-вого элемента I (запрессовка)
и выдавливание бобышек и ребер (элементы II—VI). Определяем
последовательность оформления поковки. Степень де-формации
осадки элемента 1 значительно меньше обжатия при выдавливании
элемента IV (стержня
с ребрами):
Из этого заключаем, что сначала проходит процесс осадки, а затем
—
выдавливания.
Ведем расчет по элементам.
Осадка кольцевого элемента I размерами: диаметр 170 мм, высота
33 мм, толщина стенки 50 мм, V1=
620 см3,
а = 29 кгс/мм2;
η = 1 (табл. 16); а1=
0,90 (из
рис. 29, при Н0=
33 мм); а2=1,08
(из рис. 30, при Н0/D0=
33/50=0,66); a3=1,35
(по-
лагая удар близким к «жесткому»); а4=1,05
(случай элементарной осадки); A1=aaiV1σсрη=
29*0,90*1,08*1,35*1,05*620*0,195=4820 кгс*м
Выдавливание элементов ll-Vl .
Необходимые для расчетов данные приведены ниже:
Нагрев заготовок
К нагреву заготовок под штамповку на высокоскоростном молоте
следует предъявлять более высокие требования, чем при штамповке
на обычном обору-довании. В первую очередь повышенные требования
касаются равномерности прогрева, толщины дефектного
поверхностного слоя (обезуглероживание у ста-лей, альфированный
слой у сплавов титана), а также толщины окалины (у стали) или
сыпучих окислов (у титана). Последнее объясняется трудностями
очистки поверхности нагретой заготовки при штамповке в одном
ручье.
Большинство существующих нагревательных устройств не в состоянии
обеспечить высокие показатели нагрева по всему перечисленному
выше ком-плексу требований.
Для нагрева сталей и титановых сплавов наиболее предпочтительны
кару-сельные и индукционные печи. Для нагрева сталей желательно
применение печей безокислительного и малоокислительного нагрева.
Карусельную печь с электрическим обогревом использует фирма
«Interstate
Drop Forging» (США) при работе на Dуnараk 1220 D. Фирма
«Armstrong Stevens and Son» (Англия) считает индукционный способ
нагрева наиболее целесообраз-ным применительно к
высокоскоростной штамповке.
Целесообразность индукционного нагрева показана также опытом
ЭНИК-МАШа, где проведены работы по высокоскоростной штамповке
заготовок для фрез из быстрорежущих сталей.
Для нагрева алюминиевых сплавов лучшими являются печи с
принуди-тельной циркуляцией атмосферы (типа ЦЭП или ЭЦЭП).
Технологические смазки и покрытия
Условия работы смазок при высокоскоростном деформировании
харак-теризуются высокими удельными усилиями на поверхностях
контакта метал-ла с инструментом и повышенными скоростями
течения (до 200 м/с и выше) при выдавливании. При этом возможны
местные повышения температуры от действия теплового эффекта
контактного трения. Следовательно, при высоко-скоростном
деформировании смазки должны не только понижать энергоси-ловые
параметры процесса, обеспечивать требуемую чистоту поверхности
изделия и уменьшать износ штампов, но и предотвращать
активизацию адге-зионных явлений, возможных при штамповке ряда
металлов.
Требования к технологическим смазкам повышаются также в связи с
широким использованием для штамповки на высокоскоростных молотах
труднодеформируемых металлов и сплавов.
Вместе с тем кратковременность активного контакта при штамповке
на высокоскоростных молотах уменьшает возможность термического
разложе-ния смазок в процессе пластического деформирования, а
высокие скорости скольжения в ряде случаев способствуют
образованию смазочной пленки.
Действие технологических смазок и защитно-смазочных покрытий
изу-чали многие исследователи. Испытывали влияние различных
видов смазок на процессы осадки и выдавливания сталей 12Х18Н9Т,
3X13 и сплавов АК6 и ВТЗ-1 со скоростями инструмента в пределах
8—20 м/с при штамповочных температурах. Об эффективности
применения смазок и покрытий судили по величине удельных энергий
(усилий) деформирования, качеству поверхности штампованных
образцов и заготовок, а также наличию слипаемости дефор-мируемой
заготовки с поверхностью штампа.
Опыты показали, что для сплавов типа АК6 наиболее эффективны
смазки с низкой вязкостью, особенно олеиновая кислота,
обеспечивающая шероховатость поверхности поковок нч уровне 6-го
класса. Добавки пластин-чатых наполнителей не приводят к
улучшению действия маловязких смазок.
Результаты этих опытов соответствуют выводам, сделанным ранее Е.
И. Исаченковым, о целесообразности применения жидких смазок при
листовой штамповке алюминиевых сплавов взрывчатыми веществами.
При деформи-ровании сталей 12Х18Н9Т и 1X13, наоборот, лучшими
оказались вязкие смазки на основе пушечного сала, а также
поверхностно-активных носителей. Причем применение пластинчатых
наполнителей типа графита и дисульфида
молибдена является обязательным.
Необходимо отметить, что дисульфид молибдена, стабильный
химиче-ски при низких температурах (~600°С), в условиях
скоростной штамповки сохраняет антифрикционные свойства и при
более высоких температурах. Это явление может быть объяснено
небольшим временем активного контакта в условиях
высокоскоростного деформирования.
Для деформирования сплавов на основе титана лучшими оказались
стеклозащитные покрытия. Другие смазочные материалы, понижая
удельную энергию деформирования, недостаточно надежно
предохраняли поверхность поковки от слипания со штампом.
Опыт штамповки показывает, что подбор оптимальных смазок должен
предполагать учет не только марки материала, но и конфигурации
поковки, схемы и степени деформации, а также толщины сечений
детали.
Практически при штамповке углеродистых и легированных сталей, а
также алюминиевых сплавов можно применять те же смазки, что и
при фор-моизменении на обычном оборудовании.
Для штамповки поковок из алюминиевых сплавов, углеродистых и
ле-гированных сталей можно использовать масло Вапор (ГОСТ
6411—76) или смесь масла Вапор с 10—15% по массе графита (ГОСТ
8295—73).
При штамповке алюминиевых сплавов могут быть также применены
смесь масла индустриального марки И-20А (ГОСТ 20799—75) с 30—40%
по массе графита, технический воск, стеарат натрия, животный
жир.
При штамповке стаканов обратным выдавливанием на торец
установ-ленной в штамп заготовки рекомендуется подсыпать порошок
сухого графи-та. Смазки для штамповки поковок с ребрами и
другими тонкими элементами из коррозионно-стойких сталей: 90°/о
по массе 50%-го раствора олеата на-трия (МРТУ 6-09-4532—67)+ 10%
по массе дисульфида молибдена (МРТУ 6-09-5313—68); 80% по массе
смазки пластичной ПВК (ГОСТ 19537—74)+ 10% по массе дисульфида
молибдена + + 10% по массе солевой эвтектики № 3 (литий
хлористый, МРТУ 6-09-4599 — 67, + калий хлористый ГОСТ 4234— 69,
в соотношении 1:1).
При штамповке коррозионно-стойких сталей, титановых и
жаропроч-ных сплавов в последнее время получают распространение
стеклоэмалевые покрытия, наносимые на заготовки перед загрузкой
их в печь. Расплавляясь при нагревании, они хорошо защищают
металл от контактов с печной атмо-сферой, а затем служат смазкой
при штамповке. Состав покрытий определя-ется маркой материала,
температурой нагрева и выдержкой в печи при этой температуре.
Эти смазки неплохо зарекомендовали себя при штамповке поковок I—
IV групп классификатора (см. табл. 10.2). Однако необходимо
отметить неко-торые особенности. Как показал опыт, при штамповке
тонкостенных поковок стекла и эмали хорошо выполняют функцию
технологической смазки на ста-дии формообразования, но их
смазочные свойства резко ухудшаются при из-влечении изделий из
штампа. Это связано с охлаждением тонких элементов поковок за
время между рабочим ходом и выталкиванием. Вязкость стекло-
смазки резко возрастает, а в случае особо тонких элементов она
кристаллизу-ется, создавая дополнительное сопротивление
выталкиванию и съему.
Затруднения извлечения могут усугубляться также конфигурацией
поков-ки, ее склонностью к «посадке» на выступающих частях
инструмента. Напри-мер, стержни с утолщением и различного рода
плоскостные (и близкие к ним) формы с неглубокими закрытыми
сечениями извлекаются, как правило, без за-труднений. Поковки
типа крышек [см. табл. 10.2, группа II (4)] и полусфер [группа
II (3)] извлекаются удовлетворительно (были получены поковки со
стен-кой толщиной 4 мм) однако требуют для съема с пуансона
небольших поднут-рений в матрице. Поковки стаканов [группа II
(1, 2)] извлекаются трудно. Труб-чатая часть стакана из стали
12Х18Н9Т толщиной 5,5 мм охлаждалась после удара и сопротивление
выталкиванию возрастало настолько, что, во избежание прошивки
перемычки толкателем, толщину последней пришлось увеличить. В то
же время верхняя часть втулки толщиной 13 мм за 4—6 с (от
рабочего хода до выталкивания) успевала остыть до 850—950° С,
что заметно не ухудшало свойств стеклосмазки. По-видимому, при
указанных скоростях срабатывания толкателя эффективная работа
стеклосмазок применительно к поковкам типа стаканов возможна при
толщинах стенок более 8 мм.
Изготовление оребренных штамповок с обмазками обычно затруднено,
так как узкие полости быстро забиваются и прочистить их без
снятия штампа не представляется возможным.
Обычно обмазки приготовляют в виде водной суспензии с добавками
небольшого количества связующего компонента (казеинового клея
или жид-кого стекла) и наносят на обезжиренную поверхность
заготовок пульвериза-тором, кистью или окунанием. После просушки
заготовки загружают в печь.
Нанесение покрытия возможно также путем обкатки нагретой под
штамповку заготовки по поддону с насыпанным слоем порошка.
Марки используемых покрытий:
а) для коррозионно-стойких сталей – стеклоэмаль ЭВТ-10 145],
стекло
в) для жаропрочных сплавов – смесь (1:1) стекол № 13В и № ЗС-11
и др.
Отделка поковок
К отделочным операциям поковок относятся обрезка заусенца и
про-шивка отверстий, правка, термическая обработка, очистка
поверхности.
Торцовый заусенец, образующийся при штамповке в закрытых
штам-пах, обычно обрезают на металлорежущих станках или
зачищают. Обрезку заусенца, получаемого при открытой штамповке,
а также прошивку перемыч-ки выполняют на кривошипных обрезных
прессах в обрезных, прошивных или комбинированных штампах.
Для поковок из легированных сталей, сплавов на основе титана,
никеля и др. обрезку выполняют непосредственно после
штамповочной операции без дополнительного нагрева. Поковки из
нелегированных сталей, сплавов на ос-нове алюминия и меди
обрезают при комнатной температуре.
В процессе обрезки и прошивки, а также термической обработки
может произойти коробление штампованных заготовок. С целью
устранения этого дефекта применяют правку с нагревом или при
комнатной температуре.
Поковки из титановых и никелевых сплавов, а также легированных
ста-лей перед правкой нагревают до температур, более низких, чем
температуры штамповки. Правка выполняется непосредственно в
формообразующих штампах на высокоскоростных молотах или в
правочных штампах на обыч-ном оборудовании, например,
фрикционных прессах.
Как для цветных, так и для черных металлов применяют травление
по-верхности, в ряде случаев в комбинации с обработкой дробью.
Для очистки поверхности поковок, полученных на высокоскоростных
молотах, применяют также дробеметный и мокрый пескоструйный
способы очистки, пригодные в случаях массивных поковок без
тонких высоких элементов.
Поверхность поковок типа колес вентиляторов с лопатками и
турбин-ных колес с радиальными лопатками очищают в установках
виброгалтовки с помощью растворов и стальных шариков диаметром
0,5—1 мм. С целью очи-стки штампованных поверхностей у поковок с
глубокими полостями и тон-кими элементами применяют обдувку
фруктовой косточкой, что позволяет исключить травление.
Техника безопасности
Правила техники безопасности для работающих на высокоскоростном
молоте в основном те же, что и при штамповке на паровоздушных
молотах и горячештамповочных прессах. Поэтому рассмотрим лишь
некоторые особен-
ности, специфические для высокоскоростного оборудования.
Перед началом работы необходимо убедиться в исправности молота и
его привода, отсутствии течей в гидро-и пневмосистемах,
надежности затяж-ки болтовых соединений. Особое внимание следует
уделить проверке крепле-ния направляющих и конечных
выключателей, а также крышки рабочего ци-линдра. Затем в режиме
«Наладка», необходимо опробовать путем: нажатия соответствующих
кнопок на пульте управления работу: фиксатора, шторы подвижного
ограждения, выталкивателя, подъемников бабы.
При закреплении штампа запрещается останавливать бабу в
промежу-точном положении и удерживать ее подъемниками. Баба
должна находиться либо в крайнем верхнем положении (при
введенном в гнездо фиксаторе), ли-бо в нижнем (при сомкнутых
штампах). Закрытая высота сомкнутого штампа должна быть не менее
указанной в паспорте для данного типа молота. Под-нимать и
опускать бабу без штампа (или помещенной в штамповом
простран-стве массивной подставки с высотой не менее закрытой
высоты штампа) за-прещается. Во время работы руководство всеми
действиями бригады осуще-ствляет кузнец, работающий на молоте.
Совершенно недопустимо, чтобы ко-манды оператору подавались
кем-то другим.
Штамповка должна проводиться при давлении газа в рабочем
цилиндре, не большем того, которое указано в карте
технологического процесса.
При незаполнении поковки для выяснения причин и принятия решения
необходимо вызвать мастера или технолога; увеличивать энергию
удара без их разрешения запрещается.
Необходимо периодически проверять крепление штампов,
направляю-щих и других узлов и деталей.
Запрещается:
продувать и смазывать штампы, подтягивать их крепление,
когда ба-ба находится в промежуточном положении;
устанавливать баллоны со сжатым газом вблизи молота (они
должны находиться только в гнездах газобаллонной станции
с обязательным закреп-лением в них);
продолжать работу при поломках шторы подвижного
ограждения, фиксатора или при падении давления в
воздушной сети ниже 4 кгс/см2;
оставлять после смены, на обеденный перерыв или в
перерыве меж-ду работой молот подключенным к электро-и
пневмосети с поднятой в верх-нее положение бабой;
производить удары штампом о штамп при отсутствии
заготовки
(«сухие» удары);
доштамповывать поковку повторными ударами, если в
соответствии с технологией формообразование ее должно
осуществляться за один ход;
По окончании работы необходимо опустить бабу в нижнее положение,
отключить электро-и пневмосети и высокое давление.
ДЕФЕКТЫ ПОКОВОК И ПУТИ ИХ УСТРАНЕНИЯ
Большая часть дефектов, возникающих в процессах высокоскоростной
штамповки, не являются специфичными для этого вида обработки металлов
давлением. В той или иной степени они: встречаются при штамповке на
обо-рудовании других видов.
Специфика дефектообразования при высокоскоростной штамповке свя-зана
главным образом с влиянием инерционных сил, явлением отскока бабы при
соударении, некоторыми другими особенностями высокоскоростных процессов
и оборудования.
Некоторые дефекты, возможные при высокоскоростной штамповке по-ковок,
такие, как незаполнение узких и глубоких мест гравюры штампа,
пресс-утяжина, заковы в результате повторных ударов бабы молота,
разруше-ние под действием сил инерции, рассмотрены выше. Ниже
"рассмотрены не-которые типичные дефекты, не затронутые в предыдущем
изложении.
Дефекты, возникающие в результате действия сил инерции
Дефекты, вызванные действием сил инерции деформируемого
материа-ла, наиболее часто проявляются в виде утонений или
обрывов частей поковки при выдавливании. Предупредить
образование этого дефекта можно двумя путями: уменьшением
коэффициента вытяжки, иногда с переходом к штам-повке за две
операции; введением небольшого (0,25—0,5°) уклона по стерж-ню
или ребру, которое испытывает инерционную перегрузку.
В ряде случаев дефекты инерционного происхождения образуются при
не-доштамповке. Если же штамповка ведется с энергией,
обеспечивающей полное оформление, то дефектов не образуется.
Примеры приведены на рис. 11.1.
Рисунок 11.1 -Дефекты, образующиеся в результате действия сил
инерции при штамповке некоторых паковок: а-утяжка; б-надрывы
ребра
На поковке типа крышки с центральным стержнем и массивной
пери-ферийной частью из стали 38ХА при недостаточной энергии
штамповки на-блюдалась утяжка краев до 8—10 мм (рис. 11.1, а).
Судя по наличию торцово-
го заусенца дефект, образовался в заключительной стадии
формообразования, когда скорость инструмента приближалась к
нулю, а периферийная кольцевая часть, не имеющая еще контакта с
дном штампа, продолжала движение по инерции под действием
накопленной кинетической энергии.
В аналогичном примере (рис. 11.1, б) при недостатке энергии для
штамповки поковки из алюминиевого сплава с радиальными ребрами
некото-рые ребра надрывались.
При штамповке с полной энергией, до упора выдавливаемых час-тей
в дно штампа, дефекты в обоих рассмотренных случаях не
появ-лялись.
Застойные зоны и локализация деформации
На рис. 11.2 приведены макроструктуры двух поковок из титановых
сплавов с дефектами структуры в виде застойных зон и
разнозернистости.
Поковка полусферы (рис. 11.2, а) получена при пониженной
температу-ре α+β-области. В левой ее части хорошо видна
застойная зона слабо дефор-мированного металла. Между верхней ее
частью и поверхностью сферическо-го пуансона образовалось
сужение, через которое материал истекал, образуя стенку. При
этом ширина указанного сужения почти вдвое меньше самой стенки.
Рисунок 11.2 -Образование застойных зон ( показаны стрелками) в
поковках: а -титановой полусферы, отштампованной при пониженной
температуре;
б -титановой чашки, полученной при повышенной (справа) и
пониженной
(слева) температурах
Структура поковки полусферы была улучшена путем повышения
тем-пературы штамповки. Структуру же поковки чашки (рис. 11.2,
б) удалось улучшить снижением температуры деформации.
Заслуживает внимания то, что в этой поковке формировались две
застойные зоны: одна — в области уг-лубления, в котором
центрировалась исходная заготовка, втор а я — с проти-воположной
стороны, вблизи перехода к кольцевому ребру. Поток металла,
истекающий в ребро, проходил, изгибаясь, между этими двумя
зонами.
Течение металла по границам застойных зон в рассмотренных
примерах не приводило к локализации деформации в той степени,
при которой начина-ется относительный жесткий сдвиг граничащих
между собой объемов и обра-
зование несплошностей.
Указанные условия были достигнуты при штамповке поковки стакана
из алюминиевого сплава В95 при формировании глухого отверстия
пуансо-ном с плоским торцом. Здесь локализация деформации по
границам застой-ной зоны переросла в жесткий сдвиг. В
соответствии с рекомендацией такой дефект может быть устранен
путем придания торцу пуансона сферической или овальной формы.
Таким образом, методы устранения застойных зон но-сят пока
индивидуальный характер, зависящий от специфики конфигурации и
материала поковки.
Наибольшую предрасположенность к образованию сдвиговой
локали-зации деформации и появлению дефектов макроструктуры и
несплошностей следует ожидать при штамповке ПО' схеме осадки с
одновременным истече-нием. На рис. 11.3 показана заготовка из
сплава АМг6, которая вскоре после начала деформации разделилась
на два объема: внутренний, питающий вы-давливаемый стержень, и
внешний, кольцевой. В стадии, показанной на рис. 11.3, а, поковка
имела плохую макроструктуру; далее она разрушилась с разделением
на две части по границе указанных выше зон. На рис. 11.3, б
приведена часть поковки, полученная только осадкой (без
истечения). Этот опыт показывает, что причиной разрушения
является именно схе-ма деформации, а не ограниченная
пластичность сплава АМгб.
Рисунок 11.3 -Макроструктура паковки грибка: а-локализация
сдвигаемой деформации при штамповке по схеме осадки с
истечением; б-бездефектная структура при штамповке по схеме
осадки
Схема осадки с истечением настолько неблагоприятна, что
рассмотрен-ную поковку не удалось получить даже из пластичного
сплава АК6.
Подобные технологические задачи необходимо, как правило, решать
путем штамповки в два перехода: выдавливание стержня и, после
подогрева, штамповка головки осадкой.
Дефекты, связанные с величиной зерна
Эти дефекты структуры в форме разнозернистости и крупнозернистой
структуры наблюдаются при существенной разнице в степенях
деформации различных частей поковки, нарушениях теплового режима
фор-мообразования, а также как наследственное явление. Одной из
причин разно-
зернистости являются застойные зоны. Рассмотрим еще два случая.
На рис. 11.4,а приведена
макроструктура поковки двойного стакана из алюминиевого сплава
АВ с дефектом в виде крупнокристаллического ободка, который
несмотря на значительное обжатие перешел в стенку внешнего
ста-кана лишь с небольшим утонением и незначительной
до-формацией зерен. Это — наследственный дефект, который
наблюдается и при штамповке на обычном оборудовании. Чтобы его
избежать не следует применять прутки с ободком (предназначенные
для холодной обработки) или, если иного выхода нет, снимать
крупнокристаллический слой обточкой.
Рисунок 11.4 -Дефекты структуры в виде крупнокристаллического
ободка на поковке из алюминиевого сплава (а) и огрубленного
зерна (титановая поковка) в результате чрезмерно высокой
температуры нагрева (б)
Разнозернистость структуры может появляться при штамповке
титановых сплавов в β-области, особенно при выдавливании. И это
естественно, поскольку при такой схеме наиболее трудно, а подчас
и невозможно, обеспечить одинако-вую по всему объему поковки
степень деформации. Чаще всего при штамповке выдавливанием имеет
место такая картина: выпрессовываемые элементы поков-ки получают
деформацию 40—90 %. а часть детали, заключенная в контейнере и
представляющая собой пресс-остаток, деформируется не более чем
на 5—10
%. Иногда деформация пресс-остатка близка к нулю.
В таких условиях режимы штамповки (температура нагрева, время
вы-держки в печи, условия смазки, степень деформации) титановых
и других сплавов, структура которых чувствительна к температуре
деформации, следу-ет подбирать и устанавливать по результатам
опробования и анализа макро-и микроструктуры и всесторонних
исследований механических свойств.
На рис. 11.4, б приведен пример общего огрубления структуры
титано-вой поковки в результате нагрева перед штамповкой до
очень высокой темпе-ратуры (β -области). Даже после
значительного обжатия, которое было со-общено центральному
стержню и ребру толщиной 4 мм (левая часть сечения), зерно в
этих частях поковки осталось крупным. Естественно, что
пластиче-ские характеристики этой поковки были на низком уровне,
для их повышения потребовалось снизить температуры штамповки.
Дефекты типа зажимов
Механизм образования дефектов этого вида такой же, как и на обычном
оборудовании: чаще всего это боковое или встречно-боковое течение
металла с образованием складки между плотно прижатыми друг к другу
окисленными поверхностями. Причина этого явления — неправильный выбор
исходной или промежуточной заготовки либо неудачная конструкция штампа.
На рис. 11.5 приведен пример зажима, образования которого удалось
избежать путем некоторого упрощения формы ребра, которая обеспечила
ме-таллу более свободную возможность течения.
Рисунок 11.5 -Образование дефектов типа зажимов на оребренной поковке из
алюминиевого сплава
Рекомендуемая литература
Кононенко В. Г. Высокоскоростное формоизменение и разрушение
ме-таллов / В. Г. Кононенко. – Харьков: Вища школа, 1980. – 232 с.
Согришин Ю.П. Штамповка на высокоскоростных молотах / Ю.П. Согришин,
Л.Г. Гришин, В.М. Воробьев. – М.: Машиностроение, 1978. – 167 с.
Высокоскоростное деформирование металлов. High-Velocity Forming of
metals / Frank W. Wilson; перевод с английского И. Д. Миттельмана;
под ред. А. М. Шахназарова. – М.: Машиностроение, 1976. – 176 с.
Высокоскоростная объёмная штамповка. Процессы и оборудование /
Под ред. Н.Т. Деордиева. – М.: Машиностроение. – 184 с.
Бутузов Е. А. Специальные виды штамповки / Е. А. Бутузов. – М.:
Выс-шая школа, 1963. – 207 с.
Обработка металлов давлением в машиностроении / П.И. Полухин, В.А.
Тюрин, П.И. Давидков, Д.Н. Витанов. – М.: Машиностроение; София:
Техника, 1983. – 279 с.
Капланов В.И. Тонколистовая высокоскоростная прокатка металлов с
экономичными технологическими смазками. – Киев: УМК ВО, 1997. – 76
с.
Процессы обработки металлов взрывом / А.В. Крупин, С.Н. Калюжин,
Е.У. Атабеков и др. – М.: Металлургия, 1996. – 336 с.