ОАО РЖД. Технологическая карта. Ремонт подшипников качения (103.55200000.00071Р)

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.02200000.00005Р
8
1
Разраб.
Cеменихина
ПКТБл
Провер.
Самсонов
103.55200000.00071Р
ОАО "РЖД"
Н.контр.
Куваев
Ремонт подшипников
РА
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
Т-ра
Давление
Время
Конц.
01
А02
4
005
04010 Транспортирование
ИОТ №4.3
Б03
002 Кран-балка Q=1 т инв.041653
13796
2
20 1
1
1
О04
Зачалить, подать контейнер с подшипниками на участок ремонта. Выгрузить подшипники из контейнера
Т05
Чалка специальная НЭРЗ, схема зачаливания НЭРЗ, Контейнер цеховой для подшипников НЭРЗ
06
А07
4
010
01270 Мойка
ИОТ №4.4
Б08
970 Автоматическая моечная линия подшипников НЭРЗ инв.041163
18540
2
20 1
1
1
М09
Раствор Темп 100 ТУ 38-40343-79 или ХС-2М ТУ 18-20-82
О10
Предварительно обмыть подшипник моющим раствором
Р11
70-85 0С
0,3-0,5 МПа
15 мин.
10-20 кг/м2
12
13
А14
4
015
88610 Разборка
ИОТ №4.5
Б15
900 Стол для ремонта цеховой
18559
3
20 1
1
1

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
2
103.55200000.00071Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
О01
Разобрать блок подшипника или подшипник. Разобрать сепаратор с роликами: вынуть ролики из гнезд сепаратора и сложить
в
02
отдельную коробку (кассету). После ремонта ролики вновь поставить в тот же подшипник. В случаи разукомплектации
03
подшипник вновь комплектовать деталями одного завода-изготовителя (фирмы).
04
Примечание: Перед разборкой у подшипников 73636, 23956, 3524, 3528 должен быть проверен радиальный зазор. При
05
наличии больших сплошных раковин или сквозных трещин колец измерение радиального зазора не производится.
06
07
А08
4
020
01240 Дефектация
103.55201000.00005Р ИОТ №4.5
Б09
900 Стол для осмотра цеховой
18559
3
20 1
1
1
М10
Авиационный бензин ГОСТ 1012-72, Уайт-спирит ГОСТ 3134-78
О11
1. Протереть детали подшипника салфеткой технической
Т12
Салфетка техническая ГОСТ 29250-91
13
О14
2. Осмотреть детали подшипника, выявить дефекты. Определить объем ремонта. Осмотр роликов выполнять путем
15
проворачивания каждого из них
16
Примечание: При наличии выпадающих из сепараторов роликов для цилиндрических беззаклепочных подшипников
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
3
103.55200000.00071Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
01
(требуется восстановить чеканку), для сферических подшипников произвести обжатие перемычек сепаратора в
02
приспособлении, или при необходимости замены съемных колец (внутренних), или при необходимости
03
зачистки рабочих поверхностей бортов наружных колец - подшипники подвергаются I-му виду ремонта.
04
При необходимости замены наружных, внутренних колец, роликов и сепараторов - подшипник подвергается II-му виду ремонта
05
т.е. с заменой негодных деталей.
А06
4
025
Ремонт I объема
103.55200000.00072Р, 103.55200000.00073Р, 103.55200000.00074Р
Б07
О08
Все детали разобранных подшипников подвергнуть зачистке рисок, коррозии на посадочных и рабочих поверхностях.
09
При ремонте заменить забракованные ролики, сепараторы, наружное и внутреннее кольцо подшипника.
10
А11
4
030
03780 Магнитный контроль
ИОТ № 4.5
Б12
900 Стенд намагничивания и размагничивания НЭРЗ инв.044080
М13
Смесь магнитная КМС Диагма 1100 ТУ 2662-003-4106427-97, вода питьевая ГОСТ 2874-82
О14
1. Намагнитить кольца подшипника с помощью намагничивающего соленоида
О15
2. Проверить внутренние и наружные кольца на отсутствие трещин
О16
3. После проведения магнитного контроля кольца размагнитить с помощью размагничивающего соленоида

КТТП
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
4
103.55200000.00071Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
01
Остаточная намагниченность колец подшипника после размагничивания не должна быть более 3 А/см
Т02
Перчатки диэлектрические ГОСТ 20010-74, коврик диэлектрический ГОСТ 4997-75
03
Руководствоваться инструкцией по магнитопорошковому контролю ЦТт-18/1
04
А05
4
035
01270 Промывка
ИОТ №4.5
Б06
900 Ванна цеховая НЭРЗ
18559
3
20 1
1
1
М07
Авиационный бензин ГОСТ 1012-72; Уайт-спирит ГОСТ 3134-78
О08
1. Промыть отремонтированные детали подшипника
О09
2. После промывки протереть детали подшипника салфеткой технической
Т10
Салфетка техническая ГОСТ 29250-91
11
А12
4
040
02000 Контроль
ИОТ №4.5, 103.60200000.000
Б13
900 Стол для ремонта цеховой
18559
3
20 1
1
1
О14
Произвести замеры наружного и внутреннего кольца, сортировку (переборку) роликов
15
16

КТТП
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
5
103.55200000.00071Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
А01
4
045
88000 Сборка
ИОТ №4.5
Б02
900 Стол для сборки подшипников цеховой
18559
3
20 1
1
1
О03
Собрать подшипник из ранее проверенных и отремонтированных деталей
04
А05
4
050
02000 Контроль
ИОТ №4.5
Б06
900 Стенд проверки подшипников НЭРЗ инв.043494
18559
3
20 1
1
1
О07
Подшипник установить на стенд для обкатки. Испытать подшипник под нагрузкой.
08
В случае выявления дефектов произвести ревизию или отправить на повторный ремонт
09
А10
4
055
02000 Контроль
ИОТ №4.5
Б11
900 Стол для ремонта цеховой
18559
3
20 1
1
1
О12
Измерить радиальный зазор подшипника
Т13
Приспособление замера радиальных и осевых зазоров подшипников НЭРЗ инв. 043530
14
А15
4
060
02000 Контроль
ИОТ №4.5

Б16
900 Стол для ремонта цеховой
18559
3
20 1
1
1
КТТП
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
6
103.55200000.00071Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
О01
Проверить качество отремонтированного подшипника
02
А03
4
065
01880 Маркирование
ИОТ №4.5
Б04
900 Стол для ремонта
18559
3
20 1
1
1
М05
Раствор медного купороса ГОСТ 19347-99; Масло индустриальное ГОСТ 20799-88
О06
1. Нанести клейма на наружное кольцо подшипника
07
-Р2 - при ремонте II объема;
08
-дата ремонта - месяц римской цифрой и две последние цифры года;
09
-условный номер завода - 022 (Новосибирский ЭРЗ)
10
Условными номерами ремонтного пункта для заводов являются те же условные номера, которые им присвоены
11
для клеймения колесных пар и их элементов при выписке из ремонта.
12
В случае смены при ремонте внутреннего кольца подшипника имеющийся на нем номер зачеркнуть и нанести номер
13
кольца блока, отремонтированного подшипника.
14
В случае ремонта подшипников, не имеющих заводского ремонта на кольцах (наружном и внутреннем) ставится новый
15
порядковый номер, присваиваемый подшипнику ремонтным пунктом, который должен быть зарегистрирован в журнале
16
ремонта подшипников
КТТП
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
7
103.55200000.00071Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
01
Клеймение производить химическим способом раствором медного купороса или раствором, указанным в Инструкции ЦТ/330.
02
При маркировке химическим способом четко нанести клейма и тщательно нейтрализовать остатки кислоты
О03
2. Записать данные об отремонтированных подшипниках в журнал формы ТУ-92
04
Форма журнала осмотра и ремонта подшипников качения согласно Приложения 9 Инструкции ЦТ/330
05
А06
4
070
02000 Контроль
Б07
900 Стол для ремонта цеховой
23013
2
1
1
1
О08
Отремонтированные подшипники предъявить для контрольной проверки на заводах-ОТК
09
А10
4
075
01140 Смазывание
ИОТ №4.5
Б11
900 Ванна для консервации цеховая
18559
3
20 1
1
1
М12
Масло индустриальное ГОСТ 20799-88, технический вазелин ГОСТ 5774-76, смазка ПП-95/5 ГОСТ 4113-80
О13
Смазать подшипник, выпускаемый из ремонта:
14
1. подшипники, подготовленные под монтаж или для хранения на срок до 20 суток, смазывать минеральным маслом;
15
2. для длительного хранения в течение срока более 20 суток подшипники смазывать техническим вазелином или смазкой
16
ПП-95/5, разогретыми до температуры 50-70 0С (окунанием) и заворачивается в парафинированную бумагу
КТТП
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
8
103.55200000.00071Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
01
Подшипники должны храниться в чистых, сухих и отапливаемых помещениях с температурой воздуха не ниже 10 0С, с суточны
02
колебанием температуры не более 10 0С в закрытых стеллажах. Относительная влажность помещения должна
03
быть не выше 70 %
04
А05
4
080
04010 Транспортирование
ИОТ №4.5
Б06
900 Тележка или электрокара цеховая
18559
2
20 1
1
1
О07
Подать контейнер с подшипниками к месту монтажа или хранения
08
09
10
11
12

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.02200000.00005Р
4
1
Разраб.
Семенихина
ПКТБл
Провер.
Самсонов
103.55200000.00072Р
ОАО "РЖД"
Н.контр.
Куваев
Ремонт колец
РА
4
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
А01
4
005
01090 Зачистка
ИОТ №4.5
Б02
Приспособление для зачистки наружных колец цеховое
18559
3
10 1
1
1
М03
Масло индустриальное И-20А ГОСТ 20799-88
О04
1. Установить наружное кольцо в приспособление
О05
2. Зачистить* на поверхности качения мелкие вмятины, риски, штриховые задиры, слабую коррозию
06
После зачистки не допускаются невыведенные следы вмятин, рисок, штриховых задиров, коррозии
Т07
Шкурка шлифовальная 24А М5 СМ1 2 К2 А ГОСТ 5009-82
08
* - Допускается шлифование на станке.
О09
3. Зачистить глубокие с признаками выкрашивания задиры в виде "елочки" на рабочих поверхностях бортов
10
наружных колец
Т11
Шкурка шлифовальная 24А М5 СМ1 2 К2 А ГОСТ 5009-82
О12
4. Зачистить на нерабочих поверхностях коррозию
Т13
Шкурка шлифовальная 24А М5 СМ1 2 К2 А ГОСТ 5009-82
О14
5. Притупить острое сопряжение образующей посадочной поверхности отверстия с фаской
Т15
Брусок шлифовальный ГОСТ 2456-82

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
2
103.55200000.00072Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
О01
6. Притупить острые края и кромки на нерабочей и посадочной поверхностях наружного кольца
02
Снять выступы шлифовальным бруском и зачистить шкуркой
Т03
Брусок шлифовальный ГОСТ 2456-82; Шкурка шлифовальная 24А М5 СМ1 2 К2 А ГОСТ 5009-82
04
А05
4
010
01090 Зачистка
ИОТ № 4.5
Б06
900 Стол для ремонта цеховой
18559
3
10 1
1
1
М07
Масло индустриальное И-20А ГОСТ 20799-88
О08
1. Зачистить точечную коррозию, мелкие риски, монтажные задиры и вмятины на дорожке качения внутреннего кольца
09
подшипника шлифовальной шкуркой с маслом
Т10
Шкурка шлифовальная 24А М5 СМ1 2 К2 А ГОСТ 5009-82
О11
2. Зачистить коррозию и другие дефекты на нерабочих и посадочной поверхностях внутреннего кольца шлифовальной
12
шкуркой с маслом
Т13
Шкурка шлифовальная 24А М5 СМ1 2 К2 А ГОСТ 5009-82
О14
3. Измерить посадочный диаметр внутреннего кольца и записать его цветным карандашом на торце кольца
15
Диаметр посадочной поверхности кольца измеряется для определения натяга при монтаже между кольцом
16
и посадочной поверхностью.
КТТПР
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
3
103.55200000.00072Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
Т01
Прибор УД2В с измерительной головкой 2ИГП или Прибор Д415М с измерительной головкой 2ИГП
02
03
04
При наличии грубых дефектов, которые нельзя зачистить шлифовальной шкуркой без искажения геометрии поверхностей каче
05
производить перешлифовку колец.
06
А07
9
005
04010 Транспортирование
ИОТ №4.5
Б08
900 Тележка или электрокара НЭРЗ
2 18559
2
20 1
1
1
О09
Транспортировать контейнер с подшипниками в инструментальный цех на перешлифовку.
10
А11
9
010
41300 Шлифование
ИОТ №09.05
Б12
041 Кругло-шлифовальный станок 3У132М инв. 042375
2 19630
3
10 1
1
1
О13
1. Шлифовать дорожку качения до устранения дефекта. Уменьшение диаметра дорожки качения допускается не более 0,15 мм
14
от чертежного размера.
Т15
Круг 1 600х63х305 25А 40-П С2 7 К5Б 35м/с А 1кл. ГОСТ 2424-83;
О16
2. После перешлифовки дорожек качения, внутренние кольца проверить на точность:
КТТПР
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
4
103.55200000.00072Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
01
а) овальность дорожки качения не более 13 мкм;
02
б) разностенность кольца не более 20 мкм;
03
в) конусность дорожки качения не более 8 мкм;
04
г) удвоенная неперпендикулярность дорожки качения к базовому торцу на всю ширину дорожки качения не более 10 мкм;
05
д) выпуклость образующей дорожки качения не более 5 мкм. Вогнутость образующей дорожки качения не допускается.
Т06
Прибор УД2В с измерительной головкой 2ИГП или Прибор Д415М с измерительной головкой 2ИГП
07
А08
4
015
04010 Транспортирование
ИОТ №4.5
Б09
900 Тележка или электрокара НЭРЗ
2 18559
2
20 1
1
1
О10
Транспортировать контейнер с подшипниками к стенду магнитного контроля.
11
12
13
14
15

ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.02200000.00005Р
2
1
Разраб.
Семенихина
ПКТБл
Провер.
Самсонов
103.55200000.00073Р
ОАО "РЖД"
Н.контр.
Куваев
Ремонт сепараторов
РА
4
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
А01
4
005
01080 Слесарная
ИОТ № 4.4
Б02
900 Верстак слесарный НЭРЗ
18559
3
10 1
1
1
О03
Зачистить на поверхности сепаратора задиры, заусенцы, притупить острые кромки
Т04
Брусок шлифовальный ГОСТ 2456-82; Шкурка шлифовальная 24А М5 СМ1 2 К2 А ГОСТ 5009-82
05
А06
4
010
01080 Слесарная
ИОТ № 4.4, 103.20200000.00038Р
Б07
900 Верстак слесарный НЭРЗ
18559
3
10 1
1
1
О08
1. В подшипниках 23956 опоры редуктора электровозов ЧС2, ЧС2Т восстановить деформированные перемычки путем обжимки
09
их в калиброванном по диаметру сепаратора приспособлении с последующей проверкой гнезд предельными калибрами-пробкам
Т10
Приспособление для обжимки сепараторов НЭРЗ, калибры-пробки предельные цеховые
О11
2. В роликовых подшипниках (42536, 52536, 42836, 152536, 32160, 62160, 32140, 32134) восстановить чеканку на старых местах
12
или образовать чеканку вновь: поставить сепаратор вертикально на плиту и, введя последовательно чекан через верхние
13
гнезда для роликов, ударами молотка по чекану восстановить изношенные или сломанные выступы на внутренних
14
образующих перемычек сепаратора или образовать новые выступы
Т15
Чекан, плита цеховая НЭРЗ

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
2
103.55200000.00073Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
Т16
Молоток 7850-0033 ГОСТ 2310-77Е
О01
3. При помощи ролика проверить размеры восстановленных или вновь образованных выступов. Ролик должен упираться
03
в выступы чеканки и не проходить через гнезда сепаратора
04
05
06
07
08
09
10
11
12
13
14
15
16
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.02200000.00005Р
1
1
Разраб.
Семенихина
ПКТБл
Провер.
Самсонов
103.55200000.00074Р
ОАО "РЖД"
Н.контр.
Куваев
Ремонт роликов
РА
4
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
ЕН
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
КИ
Н.расх.
Р
А01
4
005
01080 Слесарная
ИОТ № 04.17
Б02
Приспособление для зачистки роликов цеховое
18559
3
10 1
1
1
М03
Масло индустриальное И-20А ГОСТ 20799-75
О04
1. Установить ролик в приспособление
О05
2. Зачистить мелкие вмятины, риски, штриховые задиры по образующей роликов
Т06
Шкурка шлифовальная 24А М5 СМ1 2 К2 А ГОСТ 5009-82
О07
3. Зачистить слабую коррозию на нерабочих поверхностях
Т08
Шкурка шлифовальная 24А М5 СМ1 2 К2 А ГОСТ 5009-82
О09
3. Зачистить с признаками выкрашивания задиры в виде "елочки" на торцах
Т10
Шкурка шлифовальная 24А М5 СМ1 2 К2 А ГОСТ 5009-82
11
12
13
14
15

ГОСТ 3.1122—84 ФОРМА 5
Дубл.
Взам.
Подл.
103.02200000.00005Р
1
1
Разработал
Семенихина
ПКТБл
Проверил
Самсонов
103.40200000.00010Р
ОАО "РЖД"
Ремонт подшипников
РА
Н. контроль
Куваев
C
НПП
Обозначение ДСЕ
Наименование ДСЕ
КП
Ф
НПП
Обозначение комплекта ТД
Наименование комплекта ТД
Листов
Г
Обозначение ТД
Усл.обозн.
Лист
Листов
Примечание
Ф01
1
103.02200000.00005Р
Комплект документов на технологический процесс ремонта подшипников 48
02
Г03
103.40200000.000010Р
ВТД
1
1 Ведомость комплекта документов на технологический процесс
04
ремонта подшипников
Г05
103.55200000.00071Р
КТТП
2
8
Карта типового технологического процесса ремонта
06
подшипников
Г07
103.55201000.00005Р
КТТПД
10
9
Карта типового технологического процесса дефектации
Г08
103.55200000.00072Р
КТТПР
19
4
Карта типового технологического процесса ремонта колец
Г09
103.55200000.00073Р
КТТПР
23
2
Карта типового технологического процесса ремонта
10
сепараторов
Г11
103.55200000.00074Р
КТТПР
25
1
Карта типового технологического процесса ремонта роликов
Г12
103.44200000.00005Р
ВТП
26
21 Ведомость деталей к типовому технологическому процессу
13
ремонта подшипников
Г14
103.20200000.00038Р
КЭ
47
2
Карта эскизов
15
16
ВТД

ГОСТ 3.1121-84 форма 6
Дубл.
Взам.
Подл.
103.02200000.00005Р
21
1
Разраб.
Семенихина
ПКТБл
Проверил
Самсонов
103.44200000.00005Р
ОАО "РЖД"
Н.контр.
Куваев
Ремонт подшипников
РА
4
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
C01
1
Роликовые подшипники
42536, 52536, 42836, 152536, 32160, 62160, 32419, 32140, 32134,
02
32313, 42320, 42620, 32311, 32312, 32309
Ш03
-
-
-
005
200
1
-
-
-
010
1
200
15
Ш04
-
-
-
015
1
120
6
Б05
900 Стол для ремонта цеховой
О06
Вынуть внутреннее кольцо.
07
Положить блок одним из торцов наружного кольца с роликами на стол, выдвинуть ролики из бортов наружного кольца к
08
центру подшипника до упора в выступы чеканки сепаратора, снять наружное кольцо, вынуть ролики из гнезд сепаратора
Ш09
-
-
-
020
1
200
1,97
-
-
-
030
1
200
Ш10
-
-
-
035
1
200
3,0
Ш11
-
-
-
040
200
1
12
Произвести замеры наружного кольца подшипника:
О06
1. Замерить диаметр наружной (посадочной) поверхности кольца и записать результаты замера цветным карандашом
14
на торце кольца, определить конусность и овальность посадочной поверхности кольца
Т15
Овальность и конусность посадочной поверхности допускается не более 0,02 мм

ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
2
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
Т01
Прибор для измерения наружных колец 064, кольцо эталонное цеховое
О02
2. Замерить диаметр, овальность и конусность дорожки качения
03
Овальность и конусность дорожки качения допускается не более 0,025 мм
Т04
Прибор для измерения наружных колец 064, кольцо эталонное цеховое
О05
3. Измеренные наружные кольца подшипника разложить по ячейкам стеллажа
Т06
Сортировочный стеллаж с ячейками цеховой
07
Произвести замеры внутреннего кольца подшипника:
О08
1. Замерить диаметр посадочной поверхности внутреннего кольца, определить овальность и конусность
09
Овальность и конусность посадочной поверхности внутренних колец допускается не более 0,015 мм
Т10
Прибор для измерения внутренних колец Д415М, кольцо эталонное цеховое
О11
2. Замерить диаметр, овальность и конусность дорожки качения кольца и записать величину диаметра дорожки
12
качения на торце кольца цветным карандашом
Т13
Прибор 064 с измерительной головкой 2-ИГП, эталонное кольцо цеховое
О14
3. Измеренные внутренние кольца подшипника разложить по ячейкам стеллажа
Т15
Сортировочный стеллаж с ячейками цеховой

16
Произвести подбор роликов (взамен забракованных)
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
3
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
О01
1. Измерить диаметр 3-4 роликов из старого комплекта и по результатам измерений определить наибольшее значение
02
диаметра в среднем сечении:
03
- у подшипников (42536, 52536, 42836, 152536, 23956, 32160, 62160, 32419, 32134, 32313, 42320, 42620,
04
32311, 32312, 32309) с индексом М в конце номера ролики имеют модифицированную образующую (выпуклую бомбированную)
Т05
Прибор Д312М (264) - для измерения роликов с бомбиной
О06
2. Измерить длину 3-4 роликов из старого комплекта. Определить максимальное значение длины ролика
Т07
Прибор 408М (901М)
О08
3. Произвести измерения диаметра и длины ролика, устанавливаемого взамен дефектного (измерения производить как
09
описано выше в переходах 1, 2)
О10
4. На основании измерений согласно таблицы 9.1 Инструкции ЦТ/330 подобрать ролики по разности диаметров
11
в среднем сечении и по разности длины ролика. Ролики по длине подбирать по максимальным значениям
О12
5. Определить некруглость вновь подобранного ролика.
13
Измерение некруглости ролика с бомбиной производить в среднем сечении ролика
14
Допускается: некруглость роликов подшипников 32140, 32134, 32313, 42320, 42620, 32311, 32312, 32309 -

15
не более 4 мкм, подшипников 42536, 52536, 42836, 152536, 23956, 32160, 62160, 32419, 62330 - не более 6 мкм
Т16
Прибор Д312М (264)
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
4
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
О01
6. Определить конусообразность вновь подобранного цилиндрического ролика
02
Допускается не более 4 мкм для ролика подшипников 32313, 32311, 32312, 32309, для роликов остальных
03
подшипников - не более 6 мкм
Т04
Прибор 408М
О05
7. Вогнутость ролика с бомбиной не допускается. Определять с помощью лекальной линейки, приложив ее к ролику
06
по образующей. При осмотре на свет должна быть видна выпуклая поверхность
Т07
Линейка ЛД-1-200 ГОСТ 8026-92
О08
8. Подобранные комплекты роликов разложить по ячейкам стеллажа
Т09
Сортировочный стеллаж с ячейками цеховой
Ш10
-
-
-
045
1
104
15,95
Б11
900 Стол для сборки подшипников цеховой
12
Собрать блок подшипника:
О13
1. Положить сепаратор одним из торцов на стол, установить комплект роликов в гнезда и продвинуть их до упора
14
в выступы к центру подшипника. Надеть на ролики наружное кольцо, продвинуть ролики до упора в дорожку качения
15
наружного кольца
16
Сепаратор с комплектом роликов должен свободно проходить через борт наружного кольца
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
5
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
01
Скомплектовать подшипник:
О02
1. Вставить в блок подшипника эталонное кольцо
Т03
Эталонное кольцо цеховое
04
За эталонное кольцо рекомендуется принимать любое внутреннее кольцо подшипника, удовлетворяющее чертежным размер
05
и техническим условиям
О06
2. Проверить фактический радиальный зазор в подшипнике в сборе с эталонным кольцом
Т07
Набор щупов №1, 2 ТУ 2-034-225-87
О08
3. По эталонному кольцу и измеренному радиальному зазору подобрать из отремонтированных внутреннее кольцо
09
по диаметру дорожки качения
Т10
Прибор 064 с измерительной головкой 2-ИГП
Ш11
-
-
-
050
1
200
Ш12
-
-
-
055
1
152
11,4

Б13
900 Стол для ремонта цеховой
О14
1. Проверить радиальный зазор во вновь скомплектованном подшипнике
15
Допускается радиальный зазор:
16
- для подшипников 42536, 52536, 42836, 152536 в пределах 0,14-0,30 мм
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
6
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
01
- для подшипников 32313, 32311, 32312, 32309 в пределах 0,090-0,190 мм
02
- для подшипников 42320, 42620 в пределах 0,120-0,220 мм
03
- для подшипников 32160, 62160 в пределах 0,190-0,450 мм
04
- для подшипника 32140 в пределах 0,170-0,280 мм
05
- для подшипника 32134 в пределах 0,170-0,270 мм
06
- для подшипника 32419 в пределах 0,100-0,250 мм
07
Разность крайних значений радиального зазора в одном подшипнике при трех измерениях
08
должна быть не более 0,020 мм
О09
2. Измерить зазор между торцами роликов и бортами наружных колец.
10
Осевой зазор между торцами роликов и двумя бортами наружного кольца допускается в пределах 70-200 мкм
11
для подшипников 42536, 52536, 42836, 152536, 32160, 62160, 32419, 32313, 42320, 42620,32311, 32312, 32309.
12
При длине роликов до 40 мм осевой зазор в пределах 40-160 мкм для подшипников 32140, 32134.
Т13
Приспособление для замера радиальных и осевых зазоров подшипников НЭРЗ инв. 043530
О14
3. Записать величину окончательного зазора на торцах наружного и внутреннего колец цветным карандашом
15
Ш16
-
-
-
060
1
200
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
7
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
Б01
900 Стол для ремонта цеховой
О02
1. Проверить от руки отсутствие заклинивания роликов и легкость вращения их по наружному кольцу подшипника
03
Проверку легкости вращения производить у каждого ролика в отдельности и у всех роликов вместе с сепаратором
04
по наружному кольцу. Все ролики должны вращаться свободно, без заедания
О05
2. Измерить зазор плавания сепаратора (диаметральный зазор между сепаратором и бортами наружного кольца)
06
Измерения производить при вертикально стоящем на столе подшипнике с каждой стороны сепаратора дважды
07
с поворотом последнего на 900 относительно наружного кольца
08
При центрировании сепаратора по бортам наружного кольца (42536, 52536, 42836, 152536, 32160, 62160, 32419, 32140,
09
32134, 32313, 42320, 42620, 32311, 32312, 32309) зазор плавания измерять в верхней части подшипника,
10
причем в нижней части сепаратор должен лежать на бортах наружного кольца

11
Допускается в пределах 0,50-1,30 мм для подшипников 42536, 52536, 42836, 152536, 32140, 32134, 32419, 32313,
12
42320, 42620, 32311, 32312, 32309, в пределах 1,00-1,90 мм для подшипников 32160, 62160
Т13
Набор щупов №4 ТУ 2-034-225-87
Ш14
-
-
-
065
1
200
3,6
-
-
-
070
1
200
Ш15
-
-
-
075
1
200
1,8
-
-
-
080
200
1
16
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
8
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
С01
2
Роликовые подшипники с клепаным сепаратором
62330, 62421, 42428, 32317, 92317, 32417
Ш02
-
-
-
005
200
1
-
-
-
010
1
200
15
Ш03
-
-
-
015
1
48
6,13
М04
Проволока ГОСТ 2333-80
О05
1. Вынуть внутреннее кольцо.
О06
2. Срезать заклепки в подшипнике с клепаным сепаратором. Сохранить в паре сепаратор и его шайбу, связав их проволокой.
07
До расклепки подшипника на наружной поверхности сепаратора и шайбы нанести контрольную риску (метку), а при сборке
08
сепаратора сохранить положение его деталей по этой риске.
Т09
Приспособление для среза заклепок НЭРЗ инв. 043501

О10
3. Выбить срезанные заклепки
Т11
Выколотка (цеховая); молоток 7850-0033 ГОСТ 2310-77Е
Ш12
-
-
-
020
1
200
1,97
-
-
-
030
1
200
Ш13
-
-
-
035
1
200
3,0
Ш14
-
-
-
040
200
1
15
Произвести замеры наружного кольца подшипника:
О16
1. Замерить диаметр наружной (посадочной) поверхности кольца и записать результаты замера цветным карандашом
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
9
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
01
на торце кольца, определить конусность и овальность посадочной поверхности кольца
02
Овальность и конусность посадочной поверхности допускается не более 0,02 мм
Т03
Прибор для измерения наружных колец 064, кольцо эталонное цеховое
О04
2. Замерить диаметр, овальность и конусность дорожки качения Овальность и конусность дорожки качения допускается не
б
Т05
Прибор для измерения наружных колец 064, кольцо эталонное цеховое
О06
3. Измеренные наружные кольца подшипника разложить по ячейкам стеллажа
Т07
Сортировочный стеллаж с ячейками цеховой
08
Произвести замеры внутреннего кольца подшипника:

О09
1. Замерить диаметр посадочной поверхности внутреннего кольца, определить овальность и конусность
10
Овальность и конусность посадочной поверхности внутренних колец допускается не более 0,015 мм
Т11
Прибор для измерения внутренних колец Д415М, кольцо эталонное цеховое
О12
2. Замерить диаметр, овальность и конусность дорожки качения кольца и записать величину диаметра дорожки
13
качения на торце кольца цветным карандашом
Т14
Прибор 064 с измерительной головкой 2-ИГП, эталонное кольцо цеховое
О15
3. Измеренные внутренние кольца подшипника разложить по ячейкам стеллажа
Т16
Сортировочный стеллаж с ячейками цеховой
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
10
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
01
Произвести подбор роликов (взамен забракованных)
О02
1. Измерить диаметр 3-4 роликов из старого комплекта и по результатам измерений определить наибольшее
03
значение диаметра в среднем сечении:
04
- у подшипников ( 62330, 62421, 42428, 32317, 92317, 32417) с индексом М в конце номера ролики имеют
05
модифицированную образующую (выпуклую бомбированную)
Т06
Прибор Д312М (264) - для измерения роликов с бомбиной
О07
2. Измерить длину 3-4 роликов из старого комплекта. Определить максимальное значение длины ролика

Т08
Прибор 408М (901М)
О09
3. Произвести измерения диаметра и длины ролика, устанавливаемого взамен дефектного (измерения производить как
10
описано выше в переходах 1, 2)
О11
4. На основании измерений согласно таблицы 9.1 Инструкции ЦТ/330 подобрать ролики по разности диаметров
12
в среднем сечении и по разности длины ролика. Ролики по длине подбирать по максимальным значениям
О13
5. Определить некруглость вновь подобранного ролика.
14
Измерение некруглости ролика с бомбиной производить в среднем сечении ролика
15
Допускается: некруглость роликов подшипников 32317, 92317 - не более 4 мкм,
16
подшипников 62330, 62421, 42428, 32417 - не более 6 мкм
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
11
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
Т01
Прибор Д312М (264)
О02
6. Определить конусообразность вновь подобранного цилиндрического ролика
03
Допускается не более 6 мкм для подшипников 62330, 62421, 42428, 32417, 32317, 92317
Т04
Прибор 408М
О05
7. Вогнутость ролика с бомбиной не допускается. Определять с помощью лекальной линейки, приложив ее к ролику
06
по образующей. При осмотре на свет должна быть видна выпуклая поверхность

Т07
Линейка ЛД-1-200 ГОСТ 8026-92
О08
8. Подобранные комплекты роликов разложить по ячейкам стеллажа
Т09
Сортировочный стеллаж с ячейками цеховой
Ш10
-
-
-
045
1
48
17,57
О11
1. Установить ролики в наружное кольцо, завести сепаратор перемычками между роликами, установить кольцо
12
сепаратора, совмещая чеканку (метки).
О13
2. Произвести клепку сепаратора на прессе
14
Размеры заклепок: для подшипника 62330 - длина стержня 64,2 мм, диаметр 6,0 мм, для подшипника 62421 - длина стержня
15
59,3 мм, диаметр 4,0 мм, для подшипника 42428 - длина стержня 84,4 мм, диаметр 6,0 мм, для подшипников 32317,
16
92317 - длина стержня 39,2 мм, диаметр 3,0 мм, для подшипника 32417 - длина стержня 51,0 мм, диаметр 3,5 мм
ВТП

ГОСТ 3.1121-84 форма 6
Дубл.
Взам.
Подл.
103.02200000.00005Р
1
1
Разраб.
Шошкина
ПКТБ
103.44200000.00006Р
по локомотивам
Н.контр.
Куваев
Ремонт колец
РА
4
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
C01
1
Подшипники
73636, 42536, 52536, 42836, 152536, 23956, 32160, 62160, 32419,
02
3224, 3228, 32140, 62330, 32134, 62421, 32313, 32317, 92317, 32417
03
42320, 42620, 32311, 32312, 32309
Ш04
-
-
-
005
1
200
9,72
05
06
07
08
09
10
11
12
13
14
15
ГОСТ 3.1121-84 форма 6
Дубл.
Взам.
Подл.
103.02200000.00005Р
1
1
Разраб.
Шошкина
ПКТБ
103.44200000.00007Р
по локомотивам
Н.контр.
Куваев
Ремонт сепараторов
РА
4
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
C01
1
Подшипники
73636, 42536, 52536, 42836, 152536, 23956, 32160, 62160, 32419,
02
3224, 3228, 32140, 62330, 32134, 62421, 32313, 32317, 92317, 32417
03
42320, 42620, 32311, 32312, 32309
Ш04
-
-
-
005
1
200
3,6
05
С06
1
Сферические подшипники
23956
Ш07
-
-
-
010
1
8
С08
2
Роликовые подшипники
42536, 52536, 42836, 152536, 32160, 62160, 32140, 32134
Ш09
-
-
-
010
1
64
9,6
10
11
12
13
14
15

ГОСТ 3.1121-84 форма 6
Дубл.
Взам.
Подл.
103.02200000.00005Р
1
1
Разраб.
Шошкина
ПКТБ
103.44200000.00008Р
по локомотивам
Н.контр.
Куваев
Ремонт роликов
РА
4
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
Ш01
-
-
-
005
1
6000
0,71
02
03
04
05
06
07
08
09
10
11
12
13
14
15
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
12
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
01
Разрешается обрезка заклепок большей длины, получаемых с заводов, до требуемых размеров
02
Разрешается использовать старые (годные) заклепки из забракованных подшипников для сепараторов с меньшей
03
длиной заклепок
Т04
507 Пресс клепки сепараторов ЭКП5 инв.042445
Т05
Проволока ТУ 37.103.020-88
О06
3. Проверить качество клепки и свободу проворачивания роликов. Качество клепки проверять остукиванием
О07
4. Сепаратор с комплектом роликов должен свободно вращаться в наружном кольце
08
Скомплектовать подшипник:
О09
1. Вставить в блок подшипника эталонное кольцо
Т10
Эталонное кольцо цеховое
11
За эталонное кольцо рекомендуется принимать любое внутреннее кольцо подшипника, удовлетворяющее чертежным размер
12
и техническим условиям
О13
2. Проверить фактический радиальный зазор в подшипнике в сборе с эталонным кольцом
Т14
Набор щупов №1, 2 ТУ 2-034-225-87
О15
3. По эталонному кольцу и измеренному радиальному зазору подобрать из отремонтированных внутреннее кольцо
16
по диаметру дорожки качения

ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
13
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
Т01
Прибор 064 с измерительной головкой 2-ИГП
Ш02
-
-
-
050
1
200
Ш03
-
-
-
055
1
152
17,46
Б04
900 Стол для ремонта цеховой
О05
1. Проверить радиальный зазор во вновь скомплектованном подшипнике
06
Допускается радиальный зазор:
07
- для подшипников 32317, 92317, 32417 в пределах 0,120-0,220 мм
08
- для подшипников 62330, 62421, 42428 в пределах 0,170-0,270 мм
09
Разность крайних значений радиального зазора в одном подшипнике при трех измерениях должна быть не более 0,020 мм
О10
2. Измерить зазор роликов между бортами наружного кольца
11
Зазор между торцами роликов и двумя бортами наружного кольца допускается
12
в пределах 40-160 мкм для подшипников 32317, 92317, 32417 при длине роликов до 40 мм,
13
в пределах 70-200 мкм для подшипников 62330, 42428 при длине роликов свыше 40 мм,
14
в пределах 40-160 мкм для подшипника 62421
Т15
Приспособление замера радиальных и осевых зазоров подшипников НЭРЗ инв. 043530

О16
3. Записать величину окончательного зазора на торцах наружного и внутреннего колец цветным карандашом
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
14
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
Ш01
-
-
-
060
1
200
О02
1. Проверить от руки отсутствие заклинивания роликов и легкость вращения их по наружному кольцу подшипника
03
Проверку легкости вращения производить у каждого ролика в отдельности и у всех роликов вместе с сепаратором
04
по наружному кольцу. Все ролики должны вращаться свободно, без заедания
О05
6. Измерить зазор плавания сепаратора (диаметральный зазор между сепаратором и бортами наружного кольца). Измерения
06
производить при вертикально стоящем на столе подшипнике с каждой стороны сепаратора дважды с поворотом последнего
07
на 900 относительно наружного кольца. Сепаратор установить так, чтобы измерение производилось против заклепки
08
При центрировании сепаратора по роликам (62330, 62421, 32317, 42428, 92317, 32417) зазор плавания измерять в
09
нижней части при прижатом сверху сепараторе к роликам
10
Допускается: в пределах 0,50-1,30 мм для подшипника 42428,
11
в пределах 0,70-2,50 мм для подшипников 62330, 62421, 32317, 92317, 32417
Т12
Набор щупов №4 ТУ 2-034-225-87
13
14
Ш15
-
-
-
065
1
200
3,6
-
-
-
070
1
200
Ш16
-
-
-
075
1
200
1,8
-
-
-
080
200
1
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
15
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
С01
3
Сферические подшипники
73636, 23956, 3524, 3528
Ш02
-
-
-
005
200
1
-
-
-
010
1
200
15
Ш03
-
-
-
015
1
32
7,8
О04
1. Внутреннее кольцо с роликами и сепараторами повернуть на 900С относительно наружного кольца и вынуть при помощи
05
медной оправки (стержня в виде отвертки) или специальным приспособлением по четыре ролика из каждого ряда (по два
06
с диаметрально противоположных сторон), затем внутреннее кольцо с оставшимися роликами и сепараторами вынуть из
07
наружного кольца
Т08
Медные оправки цеховые или Приспособление для выемки роликов из сферических подшипников цеховое
О09
2. Из каждого сепаратора удаляется часть роликов (в гнездах каждого сепаратора оставляется
10
пять роликов) и сепараторы с этими роликами снимаются с внутреннего кольца
Ш11
-
-
-
020
1
200
1,97
-
-
-
030
1
200
Ш12
-
-
-
035
1
200
3,0
Ш13
-
-
-
040
200
1
Б14
900 Стол для ремонта цеховой
15
Произвести замеры наружного кольца подшипника:
О16
1. Замерить диаметр сферической поверхности наружного кольца, сравнить результаты замеров с размерами эталонного
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
16
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
01
кольца и записать отклонения от эталона цветным карандашом на посадочной поверхности
02
В качестве эталонного кольца принимается любое исправное наружное кольцо подшипника, размеры которого соответствую
03
допускам на изготовление новых подшипников
Т04
Прибор 064 с измерительной головкой 2-ИГП, эталонное кольцо цеховое
О05
2. Измеренные наружные кольца подшипника разложить по ячейкам стеллажа
Т06
Сортировочный стеллаж с ячейками цеховой
07
Произвести подбор роликов (взамен забракованных)
О08
1. Измерить диаметр 3-4 роликов из старого комплекта и по результатам измерений определить наибольшее
09
значение диаметра в среднем сечении:
Т10
Прибор 408М - для измерения роликов
Т11
Прибор Д312М (264) - для измерения роликов
12

О13
2. Измерить длину 3-4 роликов из старого комплекта. Определить максимальное значение длины ролика
14
Прибор 408М (901М)
15
16
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
17
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
О01
3. Произвести измерения диаметра и длины ролика, устанавливаемого взамен дефектного (измерения производить как
02
описано выше в переходах 1, 2)
О03
4. На основании измерений согласно таблицы 9.1 Инструкции ЦТ/330 подобрать ролики по разности диаметров
04
в среднем сечении и по разности длины ролика. Ролики по длине подбирать по максимальным значениям
О05
5. Определить некруглость вновь подобранного ролика. Измерение цилиндрических роликов со скосами производить
06
в трех сечениях (по середине и по краям цилиндрической части на расстоянии 6-10 мм от торцов в зависимости
07
от длины скосов). Вогнутость ролика не допускается
08
Допускается: некруглость роликов подшипников 73636, 3524, 3528 не более 4 мкм
Т09
Прибор 408М
10
Измерение некруглости ролика с бомбиной производить в среднем сечении ролика
11
Допускается: некруглость роликов подшипника 23956 - не более 4 мкм

Т12
Прибор Д312М (264)
О13
6. Вогнутость ролика с бомбиной не допускается. Определять с помощью лекальной линейки, приложив ее к ролику
14
по образующей. При осмотре на свет должна быть видна выпуклая поверхность
Т15
Линейка ЛД-1-200 ГОСТ 8026-92
16
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
18
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
О01
7. Подобранные комплекты роликов разложить по ячейкам стеллажа
Т02
Сортировочный стеллаж с ячейками цеховой
03
04
Ш05
-
-
-
045
1
32
16,61
Б06
900 Стол для сборки подшипников цеховой
07
Собрать подшипник из проверенных деталей:
О08
1. Собрать внутреннее кольцо с сепараторами и вставить в оба ряда подобранные ролики (без четырех роликов в каждом ряд
09
расположенных попарно и диаметрально противоположных)
Т10
Оправка медная цеховая
О11
2. В подшипнике 23956 при заполнении сепаратора роликами проконтролировать диаметральный зазор между роликами и
12
перемычками в гнездах сепаратора. Контроль зазора производить вдоль ролика с торца сепаратора при его
13
горизонтальном положении в месте прохождения центровой окружности гнезд. Щуп должен иметь толщину 0,55 мм,
14
ширину 2 мм и заплечик или риску на расстоянии 18 мм от начала
15
Сепаратор считать годным при меньшей глубине продвижения щупа, чем 18 мм
Т16
Набор щупов №4 ТУ 2-034-225-87
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
19
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
О01
3. Надеть наружное забракованное или эталонное кольцо на собранное с сепараторами и роликами внутреннее кольцо
02
подшипника и поставить на место остальные ролики (по четыре в каждом ряду)
03
Примечание: эталонное наружное кольцо применять в том случае, если отсутствует возможность точного
04
измерения радиального зазора в подшипнике в сборе с забракованным наружным кольцом ввиду наличия на его
05
дорожке качения больших сплошных раковин или сквозных трещин
О06
4. Измерить радиальный зазор в подшипнике с забракованным или эталонным кольцом
Т07
Набор щупов №4 ТУ 2-034-225-87
О08
5. Снять забракованное или эталонное кольцо с блока подшипника
О09
6. По забракованному или эталонному кольцу и измеренному радиальному зазору подобрать наружное кольцо

Ш10
-
-
-
050
1
200
Ш11
-
-
-
055
1
32
3,83
Б12
900 Стол для ремонта цеховой
О13
1. Проверить радиальный зазор в собранном подшипнике
Т14
Набор щупов №4 ТУ 2-034-225-87
15
Радиальный зазор измеряется в верхней части подшипника между наружным кольцом и верхним роликом (при
16
вертикальном положении подшипника)
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
20
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
01
Подшипник ставят в рабочее положение, кладут ладонь руки на посадочную поверхность наружного кольца, а пальцы -
02
на торцы роликов. При измерении следят за тем, чтобы ролики с сепаратором не принимали наклонного положения
03
При измерении щупом прокатывание роликов не допускается
04
Радиальный зазор определяется как среднее арифметическое значение из трех измерений при повороте внутреннего
05
кольца относительно наружного (через каждые 1200)
06
Допускается радиальный зазор:
07
- для подшипника 73636 в пределах 0,210-0,430 мм
08
- для подшипника 23956 в пределах 0,350-0,550 мм
09
- для подшипника 3524 в пределах 0,115-0,300 мм
10
- для подшипника 3528 в пределах 0,140-0,400 мм
11
Разность крайних значений радиального зазора в каждом ряду подшипника не должна превышать 30 мкм
12
Разность в радиальных зазорах двух рядов не должна превышать 30 мкм
О13
2. Записать величину окончательного зазора на торцах наружного и внутреннего колец цветным карандашом
Ш14
-
-
-
060
1
200
Б15
900 Стол для ремонта цеховой
О16
Проверить подшипник на легкость вращения от руки и отсутствие заклинивания роликов
ВТП
ГОСТ 3.1121-84 форма 6а
Дубл.
Взам.
Подл.
103.02200000.00005Р
21
103.44200000.00005Р
С
Номер п/п
Наименование изделия, сб. единицы, детали
Обозначение изделия
МД
Ш
Цех
Уч.
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
Цех
Уч
РМ
Опер.
КОИД
ОП
Тп.з.
Тшт
К/М
Наименование детали,сб.единицы или материала
Обозначение, код
ОПП
ЕВ
ЕН
КИ
Н. расх.
Р
01
Собранный подшипник положить торцом внутреннего кольца на внутреннее кольцо другого (разобранного) подшипника,
02
провернуть с разгоном (усилением руки) наружное кольцо. Подшипник при этом должен иметь ровный без заеданий ход.
03
На легкость вращения каждый подшипник проверять дважды с установкой поочередно на оба торца внутреннего кольца
04
В случае ненормального вращения, по сравнению с эталонным, отремонтированный подшипник рекомендуется повторно
05
промыть и вторично проверить на легкость вращения
Ш06
-
-
-
065
1
200
3,6
-
-
-
070
1
200
Ш07
-
-
-
075
1
200
1,8
-
-
-
080
200
1
ГОСТ 3.1121-84 форма 1
Дубл.
Взам.
Подл.
103.02200000.00005Р
9
1
Разраб.
Семенихина
ПКТБл
Провер.
Самсонов
103.55201000.00005Р
ОАО "РЖД"
Н.контр.
Куваев
Дефектация подшипников
РА
4
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
РД
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
А01
4
005
Дефектация
Б02
Стол дефектировщика
18559
3
20 1
1
1
1
РД03
1. Трещины и изломы деталей подшипника.
Внешний осмотр
04
Детали браковать
Лупа ЛП1-10х ГОСТ 25706-83
05
Магнитная дефектоскопия
06
РД07
2. Сколы краев роликов
Внешний осмотр
08
Ролики браковать
Лупа ЛП1-10х ГОСТ 25706-83
09
РД10
3. Усталостные выкрашивания по поверхностях качения
Внешний осмотр
11
колец, роликах
Лупа ЛП1-10х ГОСТ 25706-83
12
Детали браковать
13
РД14
4. Крупные вмятины и зазоры на кольцах, роликах
Внешний осмотр
15
Детали браковать
Лупа ЛП1-10х ГОСТ 25706-83

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
2
103.55201000.00005Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
РД
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
РД01
5. Мелкие вмятины и риски на поверхностях качения
Внешний осмотр
02
колец и роликов
Лупа ЛП1-10х ГОСТ 25706-83
03
Ремонтировать зачисткой или шлифовкой
04
РД05
6. Ползуны (лыски) на роликах
Внешний осмотр
06
Ролики браковать
Лупа ЛП1-10х ГОСТ 25706-83
07
РД08
7. Гранность и волнообразный накат на кольцах и роликах
Внешний осмотр
09
Детали браковать
Лупа ЛП1-10х ГОСТ 25706-83
10
РД11
8. Рифление на поверхностях качения колец и роликов
Внешний осмотр
12
Детали браковать
Лупа ЛП1-10х ГОСТ 25706-83
13
РД14
9. Штриховые задиры (рябина, шелушение) на поверхностях
Внешний осмотр
15
качения колец и роликов
Лупа ЛП1-10х ГОСТ 25706-83
16
При повреждении более 10 % поверхности зачистить
17

ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
3
103.55201000.00005Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
РД
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
РД01
10. Задир на роликах и дорожке качения
Внешний осмотр
02
внутреннего кольца
Лупа ЛП1-10х ГОСТ 25706-83
03
Детали браковать
04
РД05
11. Блестящие круговые полоски на роликах
Внешний осмотр
06
Допускаются без исправления
Лупа ЛП1-10х ГОСТ 25706-83
07
РД08
12. Матовая поверхность на роликах и кольцах
Внешний осмотр
09
Допускаются без исправления
Лупа ЛП1-10х ГОСТ 25706-83
10
РД11
13. Задиры в виде "елочки" на рабочих поверхностях
Внешний осмотр
12
бортов колец
Лупа ЛП1-10х ГОСТ 25706-83
13
Неглубокие задиры в виде рисок допускаются без исправления
14
Глубокие с признаками выкрашивания зачистить
15
РД16
14. Задиры в виде "елочки" на торцах роликов
Внешний осмотр
17
Неглубокие задиры в виде рисок допускаются без исправления
Лупа ЛП1-10х ГОСТ 25706-83
КТТПД
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
4
103.55201000.00005Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
Р
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
01
Глубокие с признаками выкрашивания зачистить
02
РД03
15. Раковины на торцах роликов и рабочей
Внешний осмотр
04
поверхности бортов колец
Лупа ЛП1-10х ГОСТ 25706-83
05
Кольца и ролики браковать
06
РД07
16. Перегрев деталей - четко выраженные (синие,
Внешний осмотр
08
фиолетовые) цвета побежалости на кольцах и роликах
Лупа ЛП1-10х ГОСТ 25706-83
09
Детали браковать
10
РД11
17. Сколы на бортах внутренних и наружных колец
Внешний осмотр
12
Детали браковать
Лупа ЛП1-10х ГОСТ 25706-83
13
РД14
18. Неравномерный (по окружности) износ дорожек качения
Прибор 064
15
наружного кольца сферического подшипника
16
Допускается в пределах норм на величину
17
радиального зазора подшипника
КТТПД
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
5
103.55201000.00005Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
РД01
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
РД01
19. Потемнение поверхностей качения (от серого до черного
Внешний осмотр
02
цвета) колец, роликов, возникшее вследствие их окисления
Лупа ЛП1-10х ГОСТ 25706-83
03
Разрешается оставлять без исправления
04
РД05
20. Сплошной след ожога электротоком (цепочка слившихся
Внешний осмотр
06
или близко расположенных точек) на поверхностях качения
Лупа ЛП1-10х ГОСТ 25706-83
07
Детали браковать
08
РД09
21. Ожоги электротоком поверхностей качения колец
Внешний осмотр
10
и роликов в виде отдельных разбросанных точек
Лупа ЛП1-10х ГОСТ 25706-83
11
Допускаются без исправления, если поперечный
12
размер каждой точки не превышает 1 мм
13
Плотность точек в местах их скопления не должна
14
превышать 3 шт. на 1 см2
15

РД16
22. Коррозия на рабочих поверхностях деталей
Внешний осмотр
17
подшипников с проникновением вглубь металла
Лупа ЛП1-10х ГОСТ 25706-83
КТТПД
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
6
103.55201000.00005Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
РД
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
01
Детали браковать
02
При точечной коррозии разрешается оставлять без исправления,
03
если размеры точек и их плотность не превышает норм, указанных в п.21
04
РД05
23. Слабая коррозия на поверхностях качения колец и роликов
Внешний осмотр
06
Детали зачистить
Лупа ЛП1-10х ГОСТ 25706-83
07
РД08
24. Коррозия на нерабочих поверхностях колец и роликов,
Внешний осмотр
09
включая поверхности между дорожками качения наружных
Лупа ЛП1-10х ГОСТ 25706-83
10
колец сферических роликовых подшипников
11
Детали зачистить
12
РД13
25. Следы от вставления роликов на внутреннем кольце
Внешний осмотр
14
сферического подшипника
Лупа ЛП1-10х ГОСТ 25706-83
15
Допускается без исправления
16
РД17
26. Задиры, вмятины и забоины на нерабочих и
Внешний осмотр
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
7
103.55201000.00005Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
РД
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
01
посадочных поверхностях колец
Лупа ЛП1-10х ГОСТ 25706-83
02
Кольца подлежат ремонту
03
РД04
27. Вогнутость образующей посадочной поверхности
Прибор УД2В
05
внутреннего кольца
Эталонное кольцо
06
Допускается не более 10 мкм
07
РД08
28. Острое сопряжение образующей посадочной поверхности
Внешний осмотр
09
отверстия внутреннего кольца с фаской
Лупа ЛП1-10х ГОСТ 25706-83
10
Кольца подлежат ремонту
11
РД12
29. Ослабленные или оборванные заклепки сепаратора
Внешний осмотр
13
Разрешается подтянуть и заменить до 30 % заклепок
14
РД15
30. Забоины, вмятины и заусенцы на нерабочих
Внешний осмотр
16
поверхностях сепаратора
Лупа ЛП1-10х ГОСТ 25706-83
17
Сепаратор зачистить

КТТПД
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
8
103.55201000.00005Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
РД
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
РД01
31. Износ сепаратора по внешней поверхности
Внешний осмотр
02
центрирования (о борт наружного кольца)
Лупа ЛП1-10х ГОСТ 25706-83
03
При износе более 0,2 мм сепаратор заменить
Щуп №4 ТУ 2-034-225-87
04
Износ определяется по величине ступеньки
05
РД06
32. Разработка (овализация) отверстий под заклепки
Внешний осмотр
07
в шайбе сепаратора
08
Сепаратор браковать
09
РД07
33. Повреждения чеканки (раскатки) сепаратора,
Внешний осмотр
11
приводящие к выпадению роликов из сепаратора
Калибр предельный цеховой
12
Сепаратор ремонтировать
13
РД14
34. Отгибание или износ перемычек сепаратора
Внешний осмотр
15
сферического подшипника
Калибр предельный цеховой
16
В случаях отсутствия выпадения роликов из сепаратора оставлять без исправления
17
При выпадении роликов - сепаратор ремонтировать
КТТПД
ГОСТ 3.1121-84 форма 1а
Дубл.
Взам.
Подл.
103.02200000.00005Р
9
103.55201000.00005Р
А
Цех
Уч.
РМ
Опер.
Код,наименование операции
Обозначение документа
Б
Код,наименование,оборудования
СМ
Проф.
Р
УТ
КР
КОИД
ЕН
ОП
Кшт.
К/М
Наименование детали,сб.единицы или материала
Обозначение,код
ОПП
ЕВ
ЕН
РД
Код, наименование дефекта
ПЗП
ПЗПР
ДЗП
СТО
РД01
35. Проверить отсутствие трещин в местах сопряжения
Внешний осмотр
02
перемычек сепаратора с его основанием
Лупа ЛП1-10х ГОСТ 25706-83
03
При наличии трещин сепаратор браковать
Магнитная дефектоскопия
04
05
06
07
08
09
10
11
12
13
14
15

ГОСТ 3.1105-84
, форма 7
Дубл.
Взам.
Подл.
103.02200000.00005Р
2
1
Разраб.
Семенихина
ПКТБл
Пров.
Самсонов
103.20200000.00038Р
ОАО "РЖД"
Подшипник роликовый
4
010
Н.контр.
Куваев
Вид Б
А- А
А
R1 5 - 2 ,5
Б
А
Ри с . 1 Ра с ч е к а н к а с е п а р а т о р о в
КЭ
Карта эскизов
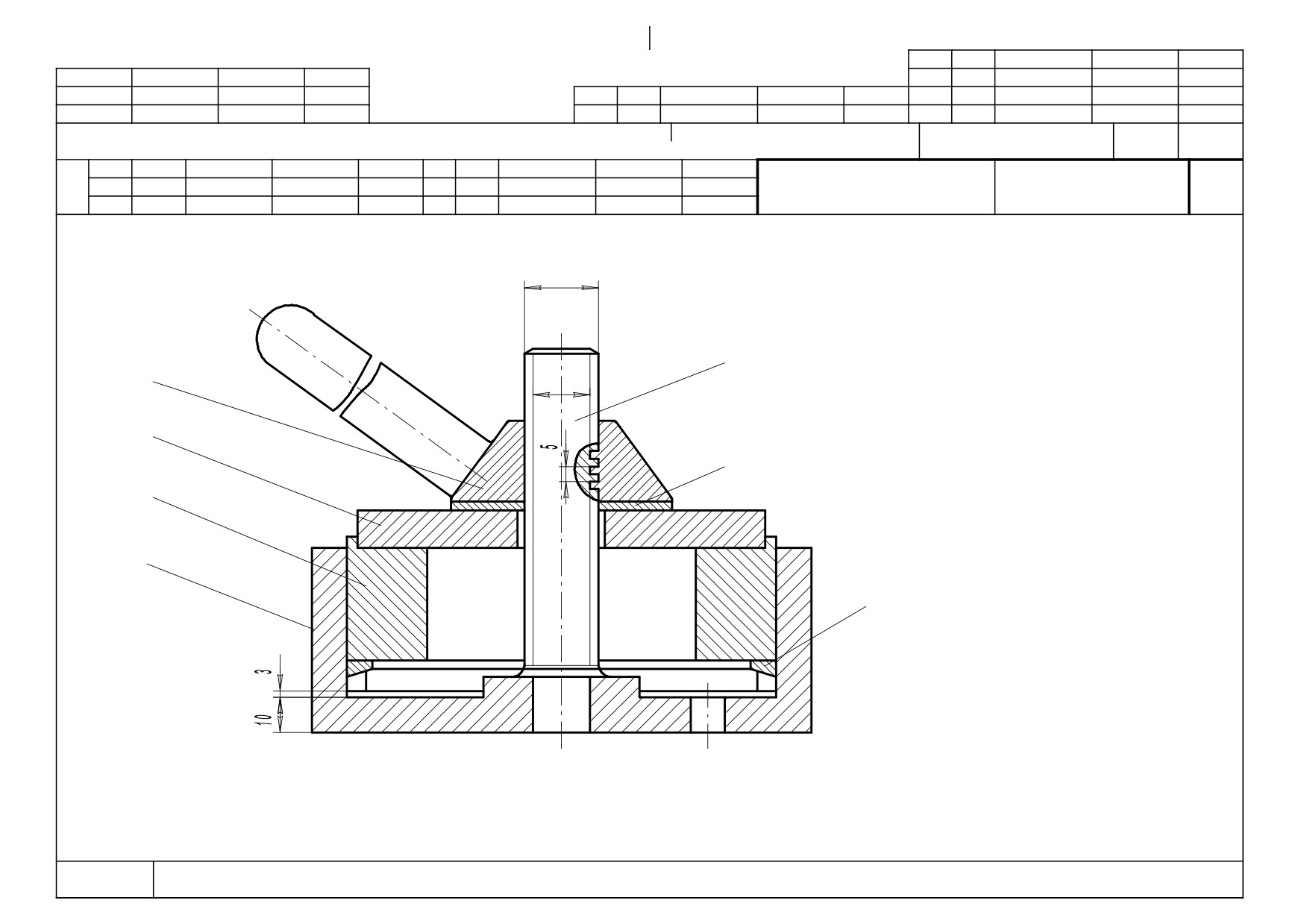
ГОСТ 3.1105-84
, форма 7а
Дубл.
Взам.
Подл.
103.02200000.00005Р
2
2
103.20200000.00038Р010
30
5
4
2
5
3
6
2
1
1- м а т р и ц а ;
2 - ко л ь ц о с п ро р е з ь ю ;
7
3 - н аж и м н а я ш а й б а ;
4 - га й к а ;
5 - в ин т ;
6 - ш а й б а ;
7 - се п а р а т о р
Р ис . 2 О бж и м к а с еп а р а т о р а с ф е р и ч е с к о г о п од ш и п н и к а
КЭ
Карта эскизов