ТОКАРНЫЙ СТАНОК С ЧПУ Т200. РУКОВОДСТВО ОПЕРАТОРА

СОДЕРЖАНИЕ
1.
ВВЕДЕНИЕ
3
2
ТЕХНИЧЕСКИЕ ДАННЫЕ О “ RAIS- Т200 “
3
3.
ОБЩИЙ ВИД СТАНКА
5
3.1.
ГАБАРИТИ
5
3.2.
ИНСТРУМЕНТАЛЬНАЯ СИСТЕММА, 8 ПОЗИЦИОННАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА
6
3.3.
МИНИМАЛЬНЫЕ И МАКСИМАЛЬНЫЕ ДВИЖЕНИЯ РЕВОЛЬВЕРНОЙ ГОЛОВКИ
7
4.
ХАРАКТЕРИСТИКА ГЛАВНОГО ДВИГАТЕЛЯ
8
5.
ТРАНСПОРТ
9
6.
СОХРАНЕНИЕ
9
7.
ГАРАНЦИОННИ ЗАДЪЛЖЕНИЯ
9
8.
ПОРЯДОК УСТАНОВКИ
10
8.1.
ТРЕБОВАНИЕ К ЭЛЕКТРОПИТАНИЮ:
10
8.2.
ТРЕБОВАНИЕ К ОКРУЖАЮЩЕЙ СРЕДЕ:
10
8.3.
ПОДНЯТИЕ И ПЕРЕМЕЩЕНИЕ УПАКОВАННОЙ МАШИНЫ
10
8.4.
РАСПАКОВАНИЕ
11
8.5.
ПОДНЯТИЕ И ПЕРЕМЕЩЕНИЕ РАСПАКОВАННОГО СТАНКА
11
8.6.
РАСКОНСЕРВИРОВАНИЕ
11
8.7.
ФУНДАМЕНТИРАНЕ
12
8.8.
ПЕРВОНАЧАЛЬНЫЙ ПУСК СТАНКА
13
8.8.1.
Подготовка станка
13
8.8.2.
Соединение к электрической сети
13
8.8.3.
Пуск станка
13
9.
РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ
14
9.1.
ПУЛЬТ УПРАВЛЕНИЯ СТАНКОМ
14
9.2.1
Описание кнопок
15
9.2.
М-ФУНКЦИИ
20
9.4.
ШПИНДЕЛЬ
21
9.5.
СИСТЕМА СМАЗКИ ЗАНЕ
22
9.6.
СИСТЕМА СМАЗЫВАЮЩЕ-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ (СОЖ)
22
9.7
РЕКОМЕНДУЕМЫЕ СМАЗКИ
23
10.
ИНСТРУКЦИЯ О ТЕХНИЧЕСКОЙ БЕЗОПАСНОСТИ ВО ВРЕМЯ РАБОТЫ НА СТАНКЕ “RAIS -
Т200“. 24
11.
ТРЕБОВАНИЯ К ПОДКЛЮЧЕНИЮ СТАНКА СЕТИ ПИТАНИЯ:
24
13. УПАКОВОЧНЫЙ ЛИСТ
26
13.
ПРОТОКОЛ ОБ ИСПЫТАНИИ
27
14.
СВИДЕТЕЛЬСТВО О СОХРАНЕНИИ
29
15.
СВИДЕТЕЛЬСТВО ОБ УПАКОВКЕ
30
16.
КОМПЛЕКТ ПОСТАВКИ
30
ПРИЛОЖЕНИЯ
32
ПРИЛОЖЕНИЯ
к руководству по эксплуатации
Схема электрическая принципиальная
Сборник ладдер диаграмм
Все документы предоставлены производителем на диске.
Лист 2 от 32
1.
ВВЕДЕНИЕ
Станки типа “ RAIS- Т200 “ предназначены для выполнения большого диапазона
токарьных операции на деталях средних размеров в одиночном и небольшом
серийном производстве.
Станок оборудован бесступенчатым главным приводом и 8 или 12 позиционной
револьверной головкой.
Как вариант станок может быть оборудован задней бабкой, системмой измерения
инструмента, транспортером стружки, и др.
2
Технические данные о “ RAIS- Т200 “
Показатели
Т200
Ходове
Максимальный диаметр обработки над
Ø420mm
станиной
Максимальный диаметр устанавливаемый над
Ø330mm
суппортом
Ø200mm (VDI рев.гол.),
Максимальный диаметр обработки
Ø250mm (8 поз.рев.гол.)
Ход по X
180mm
Ход по Z (максимальная длина)
370mm
Угол наклона суппорта
45º
Шпиндель
Высота центра (над полом)
920mm
Передний торец шпинделя
A2-5
Диаметр патрона
Ø169mm (6")
Тип патрона
Г и д р а в л и ч е с к
и й
Диаметр отверстия шпинделя
Ø56
Максимальный диаметр прутка
Ø45
Предни лагери на шпиндела (вътр. диаметър)
Ø90mm
Максимальные обороты (стандартно/опция)
6000 rpm, (опция 4000 rpm)
Двигатель шпинделя
Fanuc β12/7000i,
Подачи
Быстрый ход по осям X , Z
12/20 m/min
Тип двигателей X , Z
Fanuc β12/3000is
Ин т е г р и р о в а н н ые
Тип направляющих
л и н е й н ые
Диаметр шариковой винтовой пары
Ø32
Р е в о л ь в е р н а я г о л о в к а
Двигатель револьверной головки
Fanuc β8/3000is
Лист 3 от 32
Ø340mm, VDI3425/30, 12поз.
Ø380mm, 8
Диаметр инструментального диска
п о з и ц и о н н ый
Т и п и н с т р у м е н т а л ь н о г о
VDI 3425/30, 8
д и с к а
п о з и ц и о н н ый
Сечение резца
20x20mm
Макс. диаметр инструмента с цилиндрическим
Ø32mm
хвостовиком
Х о д и н с т р у м е н т а п о д
22mm
ц е н т р о м шп и н д е л я
Задная бабка
Конус Морзе пиноли
МК4
Диаметр пиноли
Ø75x100mm
Ход пиноли
795kg (30kg/cm2)
Максимальное усилие на пиноль
795 (30к г
/с м2)
Общие данны е
Система ЧПУ
Fanuc 0i-Mate TС
Система смазки направляющих
а в т о м а т и ч е с к
а я
Объем резервуара охлаждающей жидкости
115 l
Занимаемая площадь
1362x3155x1634
Вес
3750kg
Лист 4 от 32
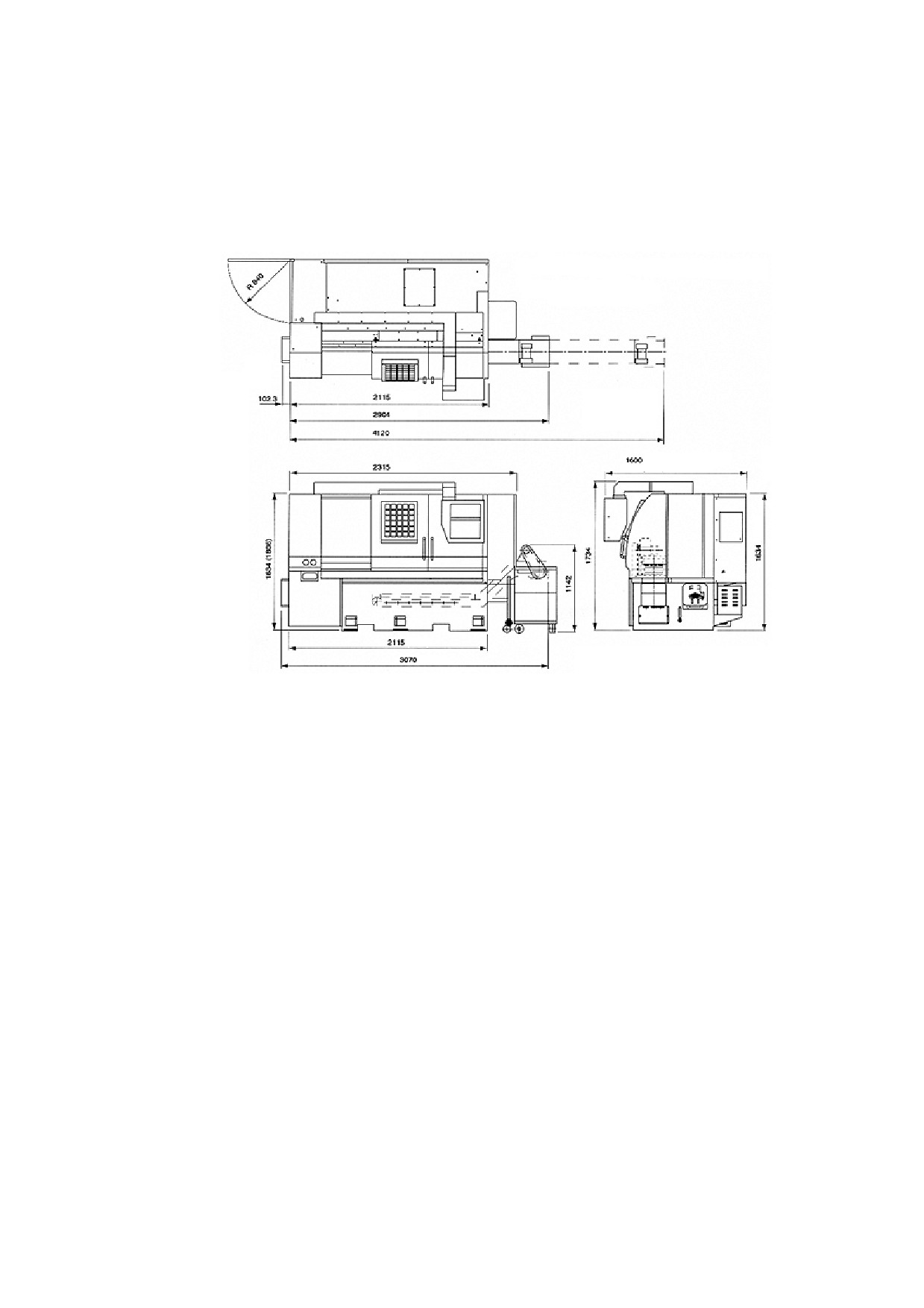
3.
Общий вид станка
3.1. Габарити
Общий вид станка показан на фиг.1. Позиции имеют след. значение:
Лист 5 от 32


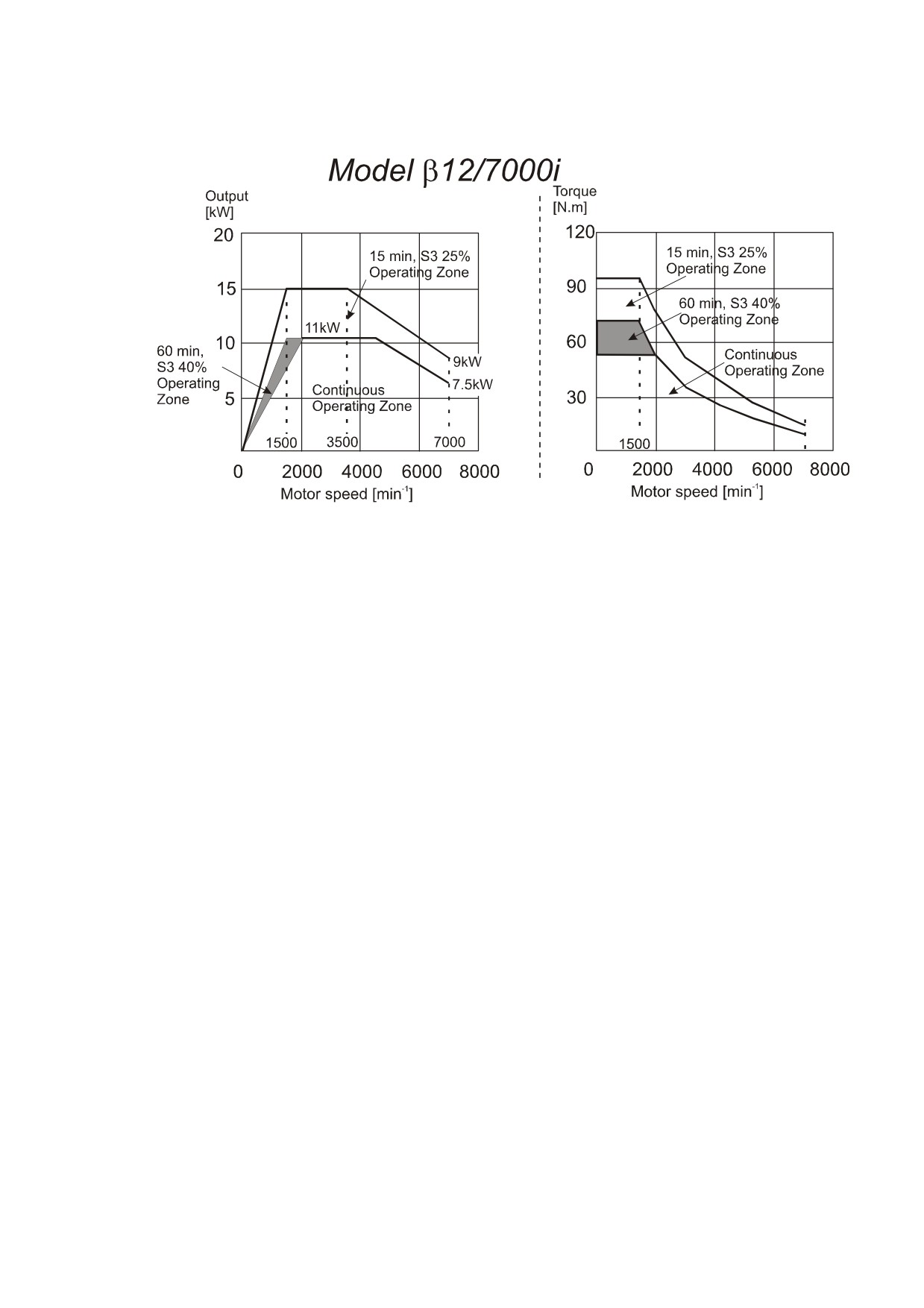
4.
Характеристика главного двигателя
Главный двигатель станка Fanuc Model b12/7000i. Мощность и моментная
характеристика двигателя показана на верхнем чертеже. Шпиндель приводится в
движение путем ременной передачи с приводным соотношением 3:4.
Лист 8 от 32
5.
Транспорт
Для транспортировки станка следует использовать деревянные салазки (каретку),
покрытые брезентом и/или полиэтиленовой фольгой.
Поставив на салазки (каретку), станок следует укрепить согласно документации
для упаковки, шпиндельную бабку надо подпереть на столе и в то же время укрепить
противовес метальным прутом через колонну, снять сооружения для поднятия,
совершить консервирование (сохранение).
6.
Хранение
Станок следует хранить в закрытом помещении при следующих условиях:
- температура внутри помещения
10°С ¸ 35°С
- влажность воздуха - не более 75%
Станок следует хранить в консервированном состоянии, покрытым брезентом или
другим непромокаемым материалом.
7.
Гарантии и обязательства.
Завод-производитель обязывается устранять неисправности по станку сроком на
12 месяцев, считая со дня завершения установки у клиента или сроком на 15 месяцев
со дня транспортировки с завода-производителя, кроме случаев возникновения
неисправностей из-за несоблюдения требований настоящего руководства, как
например:
- неправильная транспортировка или хранение;
- неправильная эксплуатация и настройка;
- неправильная установка со стороны клиента.
В гарантийный срок завод-производитель не несет ответственность в случае
неправильного устранения дефектов покупателем или другим неуполномоченным
лицом.
Во время гарантийного срока, завод-производитель несет ответственность за
сервис и связанные с ним расходы.
Лист 9 от 32
8.
ПОРЯДОК УСТАНОВКИ
8.1. Требование к электропитанию:
- переменное напряжение
3х380V
- частота
50Hz
- установленная мощность машины
16 кW
- сечение кабеля питания
3х10 mm2+1х6mm2
8.2. Требование к окружающей среде:
Станок должен быть установлен в закрытом помещении.
Не допускается эксплуатация станка в условиях сильной запыленности воздуха
(например в литейных цехах), повышенных вибраций, передаваемых через фундамент
(например в кузнецких цехах), интенсивных тепловых излучениях (в близости к печам и
др.).
- допустимая температура окружающей среды -
10°С ¸ 35°С
- влажность воздуха не более - 75%
- запыленность воздуха до - 10мгр/ м3
8.3. Поднятие и перемещение упакованной машины
На упаковке стандартными обозначениями указаны точные места для
закрепления подъемных троссов.
Лист 10 от 32
8.4. Распаковка
При поставке станка, надо сразу сделать проверку состояния упаковки.
Распаковка совершается путем удаления укрепляющих брусков и освобождения
станка от связывающих и укрепляющих элементов.
После распаковки проверить состояние станка и комплектацию поставки.
8.5. Поднятие и перемещение распакованного станка.
Распакованный и проверенный станок следует перемещать погрузчиком.
Между вилками и частями станка, которые дотрагиваются, надо поставить
прокладки из мягкого материала
(сукна, деревянных брусков или др.) чтобы
предостеречь окрашенные поверхности.
8.6. Расконсервирование
Защитную антикоррозионную смазку надо устранить сначала деревянной
лопаткой, а затем газойлем. Почищенные поверхности надо подсушить и смазать
тонким слоем масла.
Не допускается устранение защитной смазки твердыми предметами и
растворителями, которые могут повредить краску станка.
Лист 11 от 32
8.7. Установка на Фундамент.
Станок следует установить на металлических плитах, укрепленных например
дюбелями для бетона, подходящего размера, на пол помещения или как показано на
чертеже внизу справа. На них следует поставить металлические пяты нивелирующих
болтов. Станок следует нивелировать с помощью нивелирующих болтов до 0.02/1000
мм в двух направлениях. Рекомендуется после нивеляции приварить металлические
пяты к плитам (шов порядка 1-2 см хватит). Проверить снова нивеляцию после сварки
пят. При установке метальных плит, обеспечьте общую денивеляцию всех плит в
рамках 1.5 мм.
ВНИМАНИЕ !
Убедитесь, что станок не связан к сети питания прежде чем начать
сваривание!
Лист 12 от 32

8.8. Первоначальный пуск станка
8.8.1. Подготовка станка
Станок расконсервировать указанным выше способом.
Налейте в бак насоса для смазки масло
150-220; БДС
(болгарский
государственный стандарт)
5291-83! Проверьте, чтобы не было утечек из
маслопровода!
Налейте через цедилки в основе станка смазывающе-охлаждающую жидкость
типа С-12; С-20, или другую смазывающе-охлаждающую жидкость. Не допускается
использование водяных эмульсии с сильным коррозивным действием.
8.8.2. Соединение к электрической сети
U
V
W
фазоуказат
Прежде чем соединить
ел
станок к питанию совершить
заземление!
Три фазы кабеля питания
связываются к входящим зажимам
главного выключателя QF0, а
нулевой проводник - к зануляющей
шине.
После включения главного выключателя проверить последовательность фаз
питающего напряжения. На схеме указано как надо сделать это.
Если последовательность фаз соблюдена, индикатор поворачивается по
направлению часовой стрелки. Можете проверить это и через насос для охлаждения -
вращается ли он в правильном направлении.
Винты, которыми закреплены защитные провода к нулевой шине, надо хорошо
притянуть. Кабели к этим проводам лучше закрепить и кернением, и спаиванием.
8.8.3. Пуск станка
а) Включение питания
- Главный выключатель переключить в положение I (включено)
- Далее операции следует совершать кнопками на главном пульте.
Лист 13 от 32

9.
РУКОВОДСТВО ПО ОБСЛУЖИВАНИЮ
9.1. Пульт управления станком - Siemens.
#1
#2
#3
READY
#4
#5
#6
#7
#8
#9
VAR
Jog
Ref.Point
#10
#11
#12
MDA
Auto
MDA
80
90
70
100
#13
#14
#15
60
110
50
120
#16
#17
#18
%
+X
#19
#20
#21
-Z
+Z
#22
#23
#24
4060708090
-X
20
10
100
6
110
2
120
#25
#26
#27
0
%
Лист 14 от 32
9.2.1
Описание кнопок
Замечание: надписи ниже с утолщенным шрифтом обозначают надписи на пульте
N
Emergency stop: Кнопка для аварийной остановки движения
по осям и шпинделя. Кнопка остается в нажатом положении.
Для освобождения поверните головку против часовой стрелки
ВНИМАНИЕ!
Прежде чем выключить станок, убедитесь, что оси и шпиндель
остановили свои движения, нажмите кнопку для аварийной остановки и
только после этого выключите главный выключатель!
Кнопка READY для пуска электрошкафа. После нажатия кнопки
аварийной остановки этой кнопкой восстанавливается нормальная
работа. Кнопку следует нажимать два раза с интервалом около 5
READY
секунд до зажигания ее лампочки.
Кнопки для выхода из аварийного выключателя. При нажатом
аварийном выключателе, выходит сбой
“X(Y,Z) AXIS
EMERGENCY LIMIT SW ITCH ENGAGED” - задержите в нажатом
положении обе кнопки, нажмите READY, и после изчезновения
сбоя внимательно в ручном режиме выведите ось вне зоны
аварийного выключателя. После этого освободите кнопки.
ВНИМАНИЕ!
Убедитесь, что вы двигаете станок в правильном направлении. В
противном случае вы ударите ее о твердый упор!
Не перемещать твердые упоры и конечные выключатели.
Опасность механических повреждений.
Лист 15 от 32
Бутони за избор на режима на работа.
VAR
Jog
Ref.Point
MDA
Auto
MDA
AUTO:
Выполнение/Редактирование программы в автоматическом режиме.
MDА:
Ручной ввод данных. Введение одиночных команд и их выполнение.
Ref.Point:
Поиск нулевой точки.
JOG:
Ручная работа.
VARx1,
Выбор режима работы ручным импульсным генератором. Выберите
VARx10,
режим и инкремент с помощью этoj кнопкi и ось с помощью клавиш
VARx100
±X, ±Y и ±Z. Загораются соответствующие лампочки выбранного
VARx1000
режима и инкремента.
Заметка: В случае, если станок оборудован передвижным ручным
импульсным генератором, то выбор оси и инкремента
осуществляется его переключателями.
Кнопки для ручного пуска/выключения охлаждения.
Кнопки для ручной смазки направляющих.
Лист 16 от 32

Кнопки для ручного движения осей и для отправки в
+Z
-Y
опорную точку. Для движения осей вручную, выберите
режим JOG, выберите подачу оверрейдом, и нажмите
кнопку для движения в соответствующем направлении
+X
-X
по данной оси. Отпустите кнопку для остановки
движения. Нажатие кнопки для быстрого хода
приводит к движению на быстром ходу с величиной,
+Y
-Z
выбранной кнопками для выбора скорости на быстром
ходу.
Внимание, датчики для обратной связи абсолютны, т.е. сразу после
включения питания станок знает точную позицию. Нет необходимости
искать опорную точку каждый раз после включения питания.
Для отправки в опорную точку, следуйте процедуру СЧПУ.
ВНИМАНИЕ !
Убедитесь, что инструмент или шпиндель не ударят деталь прежде
чем послать станок в опорную точку.
Например: инструмент может быть внутри детали
-
последовательность искания опорных точек в этом случае
критическая и должна быть выбрана правильно оператором.
Опасность механических повреждений
Лист 17 от 32
Кнопка START. Производит запуск программы в автоматическом
или режиме MDА (ручной ввод данных).
Кнопка STOP. Останавливает подачу и выполнение программы в
автоматическом или режиме MDА (ручной ввод данных).
ВНИМАНИЕ: Шпиндель продолжает вращаться!
Это с целью чтобы не сломать инструмент во
время резания. Чтобы остановить вращение
шпинделя нажмите кнопку SP STOP в ручных
режимах!
Кнопка RESET. Останавливает безусловно выполнение программы,
подачу и вращение шпинделя.
Кнопки для изменения направления вращения шпинделя
в ручных режимах. Кнопка SP STOP останавливает
вращение шпинделя в ручных режимах!
Включает/выключает освещение рабочей зоны.
После включения станка посылает магазин в ноль, т.е. на
первое гнездо. Потом в ручном режиме вращает на одно
гнездо магазин.
Для более подробного
объяснения
вышеуказанных функций,
см.
“802Dsl_BPD_0105_ru.pdf” - Управление и программирование - токарная обработка.
Лист 18 от 32
Оверрейд для скорости подачи в ручном режиме и
6070 80
40
90
процента рабочей подачи в автоматическом.
20
10
100
6
110
2
120
0
%
Оверрейд шпинделя.
Обратите внимание, что скорость шпинделя не может
80
90
70
100
быть больше максимальной.
60
110
120
50
%
Лист 19 от 32
9.2. М-функции
М00
Останавливает выполнение текущей программы. Нажатием кнопки
“Start” Выполнение программы продолжается.
М01
Условный стоп. Временно останавливает выполнение текучей
программы, но только если светится лампа на кнопке
“М01”.
Нажатием кнопки “Start” выполнение программы продолжается.
М02
Конец программы
М03
Вращение шпинделя по часовой стрелке.
М04
Вращение шпинделя против часовой стрелки.
М05
Стоп шпинделя
М08
Включает охлаждение
М09
Выключает охлаждение
М17
Конец программы
М19
Ориентация шпинделя
М30
Конец программы
Лист 20 от 32
9.4. Шпиндель
Радиальное биение шпинделя точно проверено. Если во время работы возникнут
отклонения, то сначала надо проверить инструмент. Плохое затачивание инструмента
и его неправильное закрепление могут привести к отклонениям во время работы.
ВНИМАНИЕ !
Существует опасность поранить руку в острых кромках
инструмента.
Лист 21 от 32
9.5. Система смазки.
Смазка направляющих и двигательных винтов (ШВП) осуществляется с помощью
насоса, закрепленного на машине сбоку. Через дозаторы масло распределяется к
направляющим и двигательным винтам.
9.6. Система смазывающе-охлаждающей жидкости (СОЖ)
Насос для смазывающе-охлаждающей жидкости установлен на отдельном баке.
Жидкость отводится по гибким трубопроводам до струйников, закрепленных в нижней
части шпиндельной бабки. Жидкость, собранная в защите рабочей зоны отводится
обратно в бак.
Лист 22 от 32

9.7
Рекомендуемые смазки
DIN 51 502
CGLP 220
K2K-20 (grease)
(Axis lubrication and 24-
(12-tools magazine )
tools magazine)
Поставщик
Viscosity
Walkpenetration
220 mm2/s
NGLI-Klasse 2
ARAL
Aral Deganit B 220
Aral Aralub HL 2
BP
BP Maccurat 220 D
BP Energrease LS 2
BP Energol HP-C 220
BP Langzeitfett
BP Energol CHL 220
Castrol
Castrol
Castrol
Magnaglide D 220
Spheerol AP 2
ELF
ELF MOGLIA 220
ELF ROLEXA 2
ELF MOGLIA HXE 220
ELF MULTI
Esso
FEBIS K 220
BEACON 2
EXXON-
MEHRZWECKFETT
FUCHS
RENEP 220 K
RENOLIT FWA 160
RENEP 5 VG 220
RENOLIT MP
Q8
Q8 Vagner 220
Q8 Rembrandt 2
Q8 Rembrandt EP2
PETROFER
WAYLUBRIC VG 220
GREASE U
KLOBER
LAMORA SUPER
CENTOPLEX 2
Lubrication
POLADD 220
MOBIL
Mobil Vactra Oil No4
Mobilux 2
Shell
Shell Tonna Öl T 220
Shell Alvania Fett R 2
Shell Tonna Öl TX 220
Shell Alvania Fett G 2
DEA
Novan CGLp 220
Glissando 20
Zet-Ge
Zet-Ge GWA T 12 EP
Zet-Ge Fett M 51
ISO 220
Лист 23 от 32
10.
Инструкция о технической безопасности во время работы на станке “RAIS -
Т200“.
Станок
“RAIS
- Т200“ изготовлен согласно требованиям БДС
(болгарского
государственного стандарта)
10705
-
73
“Машины и сооружения. Техника
безопасности. Гигиена труда и эргономия. Общие требования; БДС12.2.003 - 78
“Охрана труда. Производственное оборудование. Общие требования по безопасности.
“ Требования СЭВ 538 - 77 “Техника безопасности. Металорежущие машины. Общие
требования к конструкциям”; БДС 8355 -83 “электрооборудование обрабатывающих и
перерабатывающих машин“.
Во время работы со станком надо соблюдать следующие требования:
1. На станке могут работать только лица, ознакомившиеся с настоящим
руководством.
2. До пуска главного электродвигателя проверить закрепление инструмента в
шпинделе.
3. Во время работы на станке не открывать двери рабочей зоны без крайней
необходимости.
4. Ремонты по станку должны совершаться только компетентными лицами.
5. Не совершать ремонтов по станку, если не выключено питающее напряжение.
6. Во время работы использовать только стандартные инструменты
оразмерованные для максимальных оборотов станка “RAIS - Т200“ - 6000 об./
мин.
11. Требования к подключению станка сети питания:
1. Проверить отвечают ли электрические данные станка электрическим данным
сети питания.
2. Станок должен быть надежно заземлен. Его заземление должно быть
выполнено в полном соответствии с требованиями и действующими для
соответного государства правилами техники безопасности электрической
инсталяции - ниское напряжение.
3. Кабель питания должен иметь достаточное сечение, хорошо изолирован и
поставлен в металлическую трубу в участке непосредственно у машины, во
избежание опасности короткого замыкания и несчастных случаев. Кабель
питания подсоединяется к ведущим клеммам на электрическом щите.
После соблюдения вышеуказанных условий концы трех проводников кабеля
питания подсоединить к входящим клеммам L1; L2; L3; а заземляющий проводник к
специально подготовленной для этой цели шины.
4. Не открывать электрический щит во время работы машиной.
5. Смену перегоревшего предохранителя должен совершать только
правоспособный электротехник.
6. При констатировании неполадков в электропитании поискать помощь
электротехника.
7. Осмотры и ремонт электроинсталяции совершать только лицами, категорично
определенными руководством предприятия.
Лист 24 от 32
8. Не ставить острых предметов вокруг места входа подключения к сети
питания, потому, что существует опасность повредить кабель в участке между
концом металлической трубы и входящего шнура.
9. Беречь электрический щит от проникновения воды/дождя в нем.
10. Беречь заземляющий проводник от прерывания и периодически совершать
осмотр его исправности.
11. При эксплуатации машины не допускать повышения напряжения сети питания
более чем на 10 % номинального.
Станок “RAIS - Т200“ соответствует требованиям БДС 12.1.012 - 80 “Охрана труда.
Вибрации. Общие требования по безопасности труда”; БДС
14478
-
82
“Шум.
Допустимые уровни на рабочих местах. Общие требования для
проведения
измерений“.
Лист 25 от 32

13. УПАКОВОЧНЫЙ ЛИСТ
Наименование упаковки:
CNC токАРНЫЙ станок
Т200
Заводской номер(а):
Год производства:
Ордер No.:
Вес нетто:
Упакована в:
Каретке
Вес брутто:
Размеры упаковки:
СОДЕРЖАНИЕ УПАКОВКИ
(для одной машины)
N
Наименование
Бр.
1
Станок Т200
1
2
Руководство по эксплуатации, вкл.
1
Протокол об испытании
1
Свидетельство о качестве
1
3
Руководство оператора (системы ЧПУ), на CD
1
Опции, по заказу
1.
Стружкотранспортьор
2.
Задняя бабка, гидравлическая пиноль
3.
4.
5.
6.
7.
8.
9.
10.
11.
Пазарджик,
(дата)
Контролер:
Упакована:
Управитель:
Лист 26 от 32

13.
Протокол испытаний.
Подготовка станка
Нивелирование
0,030/500 мм
заземление
Общие проверки - качество выполнения и покраски:
Выполнено хорошо
Выполнено плохо
Дополнительные заметки:
Проверки основных технических характеристик:
ПРОТОКОЛ ИСПЫТАНИЙ ТОКАРНОГО СТАНКА Т200
НА ГЕОМЕТРИЧЕСКУЮ ТОЧНОСТЬ, СОГЛАСНО НОРМАМ ТОЧНОСТИ
по DIN 8606
№
Наименование проверки
Допустимое
Измеренное
отклонение
отклонение
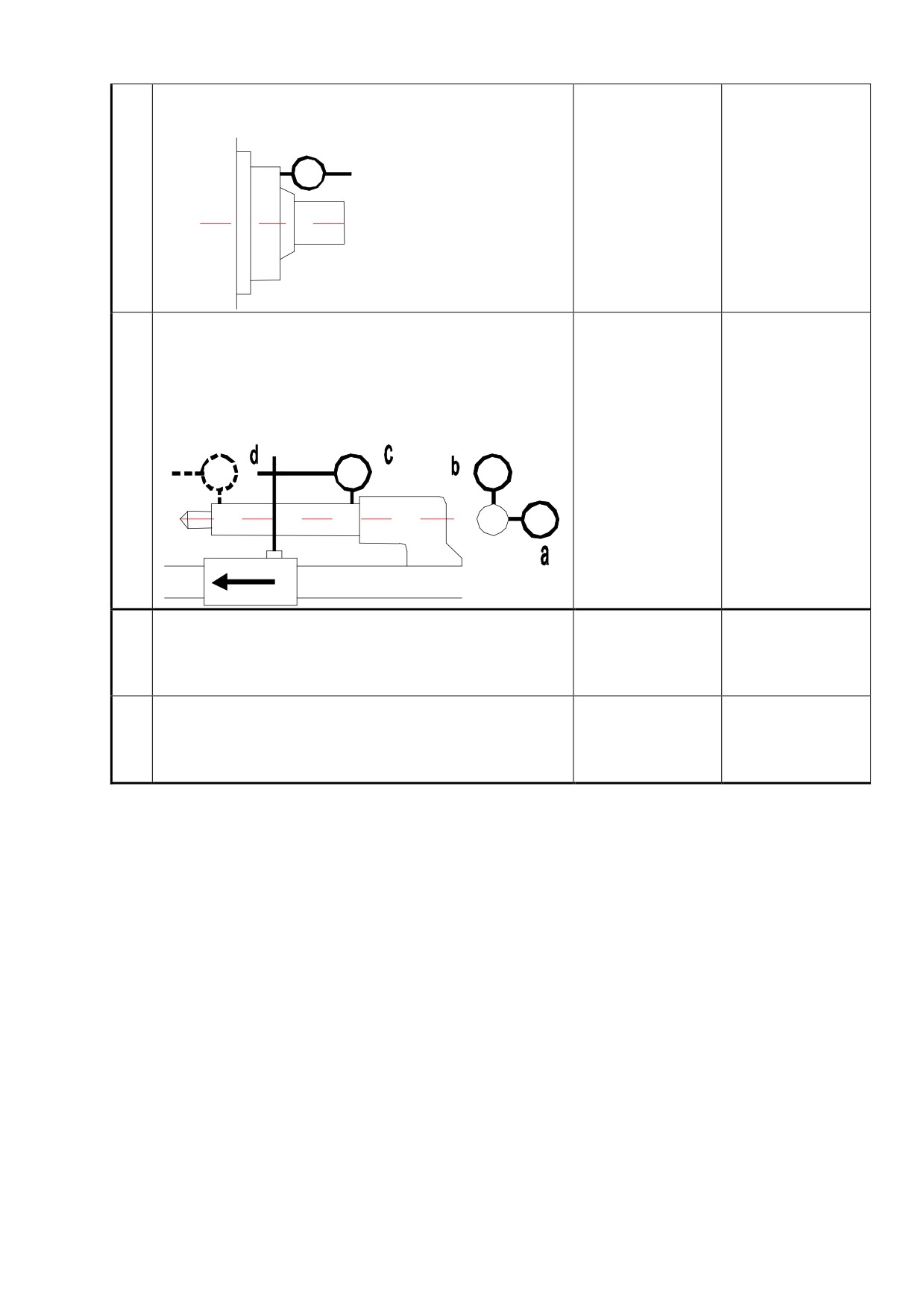
1
Соосность центров в двух плоскостях.
Плоскость ”а”
0,020
0.010
Плоскость ”в”
0,020
0.015
2
Параллельность при движении пиноли
Плоскость “а”
а/ в горизонтальной плоскости
0.010
b/ в вертикальной плоскости
0,020
Плоскость “в”
0.015
0,020
3
Отклонение при круговом движении
присоединительного конуса в шпинделе
0,015
0.007
Лист 27 от 32
Точность при вращении в плоскости передней
4
поверхности шпинделя
0,020
0.005
5
Параллельность оси пиноли при движении
суппорта.
0.012
Равнина “а”
а/ в горизонтальной плоскости
0,020
b/ в вертикальной плоскости
Равнина “в”
0,020
0.01
6
Точность позиционирования
по оси X
0,03
0.015
по оси Z
0,03
0.020
7
Повторяемость измерения
по оси X
0,02
0.012
по оси Z
0,02
0.015
Дата: _____________
Контрольор: ___________________
(фамилия, подпись)
Лист 28 от 32
14. Свидетельство о сохранении
.............. Заводской номер
/Наименование изделия/
/обозначение/
подверженный
консервации
согласно требованиям, указанным в руководстве об эксплуатации.
Дата консервирования
Срок консервирования
Выполнил консервирование
/подпись /
/печать/
Принял изделие после консервирования
/подпись/
Примечание: Свидетельство пополняется предприятием - производителем
Лист 29 от 32
15. Свидетельство об упаковке
.............. Заводской номер
/Наименование изделия/
/обозначение/
упаковано и консервированно согласно требованиям, указанным в документации.
Дата упакования
Выполнивший упакование
/подпись /
/печать/
Принял изделие после упакования
/подпись/
Примечание: Свидетельство пополняется предприятием - производителем
упаковки изделия
16. Комплект поставки
Машина
типа
Заводской номер
Охват оборотов
CNC
Измерительная система по осям
Лист 30 от 32