Инверторные выпрямители ПАТОН ВДИ-160S, ВДИ-200S, ВДИ-250S. ПАСПОРТ и инструкция по эксплуатации
1
ПАСПОРТ и Инструкция по эксплуатации
Инверторные выпрямители ПАТОН
ВДИ-160S ВДИ-200S ВДИ-250S
СОДЕРЖАНИЕ
|
1. Общие положения |
4 |
|
2. Ввод в эксплуатацию |
7 |
|
2.1. Использование согласно назначению |
7 |
|
2.2. Требования к размещению |
8 |
|
2.3. Подключение к сети |
8 |
|
2.4. Подключение сетевого штекера |
8 |
|
3. Сварка штучными электродами (РДС «MMA») |
8 |
|
3.1. Функция Горячий Старт «Hot-Start» |
9 |
|
3.2. Функция Форсаж Дуги «Arc-Force» |
9 |
|
3.3. Функция Антиприлипания «Anti-Stick» |
10 |
|
4. Уход и техническое обслуживание |
11 |
|
5. Режим работы от генератора |
11 |
|
6. Правила хранения |
12 |
|
7. Транспортирование |
12 |
|
8. Технические данные |
12 |
|
9. Комплект поставки |
12 |
|
10. Поиск и устранение неисправностей |
13 |
|
11. Правила техники безопасности |
14 |
|
12. Принципиальная электрическая схема источника |
16 |
|
13. Гарантийные обязательства |
17 |
|
14. Свидетельство о приемке |
18 |
Подсоединение к силовой сети/силовому щиту (при 25ºС): ВНИМАНИЕ! Учитывайте провода проведённые в стенах и другие удлинители!
|
Используемый электрод |
Установленное значение тока |
Сечение сетевого провода, кв. мм |
Максимальная длина провода, м |
|
Ф2 мм |
не более 80А |
1,0 |
120 |
|
1,5 |
180 |
||
|
2,0 |
240 |
||
|
2,5 |
300 |
||
|
4,0 |
480 |
||
|
6,0 |
720 |
||
|
Ф3 мм |
не более 120А |
1,5 |
120 |
|
2,0 |
160 |
||
|
2,5 |
200 |
||
|
4,0 |
320 |
||
|
6,0 |
480 |
||
|
Ф4 мм |
не более 160А |
2,0 |
120 |
|
2,5 |
150 |
||
|
4,0 |
240 |
||
|
6,0 |
360 |
||
|
Ф5 мм |
не более 200А |
2,5 |
120 |
|
4,0 |
190 |
||
|
6,0 |
290 |
||
|
Ф5 мм |
до 250А |
2,5 |
100 |
|
4,0 |
150 |
||
|
6,0 |
230 |
1. ОБЩИЕ ПОЛОЖЕНИЯ
Инверторные выпрямители ПАТОН ВДИ-160S, ВДИ-200S, ВДИ-250S предназначены для ручной дуговой сварки (РДС «MMA») на постоянном токе. Эта «Standard» серия аппаратов предназначена для требовательных пользователей, кому нужен разумный компромисс между мобильностью и функциональностью аппарата на его полном честном номинальном токе 160А. Этого достаточно для работы с любыми электродами до Ф5мм включительно, при этом продолжительность нагрузки не менее 40%, что с запасом позволит решить большинство задач более чем в бытовом секторе (мастерские, автохозяйства и т.п.).
Во все фирменные модели ВДИ производства ПАТОН встроен блок защиты от повышенного, а также от пониженного напряжения.
За счёт повышения частоты подаваемого напряжения на трансформатор он уменьшается в десятки раз, вот почему аппарат имеет в несколько раз меньший вес и габаритные размеры при одинаковых выходных параметрах в сравнении с классическим оборудованием.
Основные преимущества:
-
Помимо защиты от скачков напряжения установлена система стабилизации работы при больших долговременных перепадах напряжения в питающей сети от 170В до 260В. Но на минимальном напряжении 170В можно провести сварку электродом не более Ф3мм;
-
Адаптирован к стандартной бытовой электросети. За счёт высокого КПД источник обеспечивает вдвое меньшее электропотребление по сравнению с традиционными источниками;
-
Удобство работы благодаря хорошей продолжительности нагрузки (ПН) на номинальном токе, что позволяет варить непрерывно электродами Ф3мм на их номинальном токе;
-
Повышенная надёжность аппарата в условиях запылённого производства;
-
Вся электроника в аппарате пропитана двумя слоями высококачественного лака который обеспечивает надежность изделия в течении всего срока службы;
-
Плавная регулировка тока сварки;
-
Улучшенная стабильность горения дуги.
|
ПАРАМЕТРЫ |
ВДИ – 160S |
ВДИ – 200S |
ВДИ – 250S |
|
Номинальное напряжение питающей сети 50Гц, В |
220 |
220 |
220 |
|
Номинальный потребляемый ток из сети, А |
20 |
25 |
32 |
|
Номинальный сварочный ток, А |
160 |
200 |
250 |
|
Максимальный действующий ток, А |
190 |
240 |
300 |
|
Продолжительность нагрузки (ПН) |
40% / при 160А 100% / при 101A |
40% / при 200А 100% / при 126A |
40% при 250А 100% при 158А |
|
Пределы изменения напряжения питающей сети, В |
170 – 260 |
170 – 260 |
170 – 260 |
|
Пределы регулирования сварочного тока, А |
20 – 160 |
25 – 200 |
32 – 250 |
|
Горячий старт «Hot-Start» |
есть |
||
|
Форсаж дуги «Arc-Force» |
есть |
||
|
Антиприлипания «Anti-Stick» |
есть |
||
|
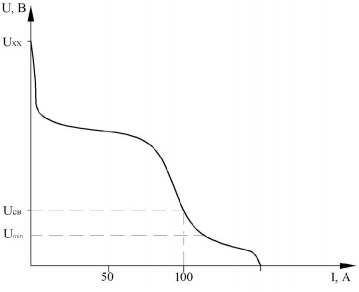
Напряжение холостого хода, В |
80 |
80 |
80 |
|
Напряжение поджига дуги, В |
110 |
110 |
110 |
|
Номинальная потребляемая мощность, кВА |
4,4 |
5,5 |
7,0 |
|
Максимальная потребляемая мощность, кВА |
5,5 |
6,9 |
8,8 |
|
КПД, % |
90 |
90 |
90 |
|
Охлаждение |
принудительное |
||
|
Диапазон рабочих температур |
–25 … +45ºС |
–25 … +45ºС |
–25 … +45ºС |
|
Габаритные размеры (длина, ширина, высота), мм: |
245 х 100 х 200 |
265 х 100 х 200 |
270 х 110 х 200 |
|
Масса, кг |
4,2 |
4,5 |
5,0 |
|
Класс защиты* |
IP21 |
IP21 |
IP21 |
*В “Standard” серии аппаратов корпус не допускает попадание внутрь изделия тел диаметром более 5,5мм, а также вертикально капающая вода не нарушает работу аппарата
Рекомендуемая длина силовых сварочных кабелей при сварке:
|
Модель аппарата |
Длина кабеля, м (в одну сторону) |
Площадь сечения, кв. мм |
Марка кабеля |
|
ВДИ – 160S |
1…4 |
8 |
КГ 1х8 |
|
2…5 |
10 |
КГ 1х10 |
|
|
3…8 |
16 |
КГ 1х16 |
|
|
ВДИ – 200S |
1…4 |
10 |
КГ 1х10 |
|
2…6,5 |
16 |
КГ 1х16 |
|
|
3…10 |
25 |
КГ 1х25 |
|
|
ВДИ – 250S |
1…5 |
16 |
КГ 1х16 |
|
2…8 |
25 |
КГ 1х25 |
|
|
3…11 |
35 |
КГ 1х35 |
Условные обозначения элементов управления (Рис. 1):
1 – Регулятор сварочного тока, позволяет плавно регулировать сварочный ток. 2 – Индикатор статуса:
а) постоянно светится зеленым – аппарат готов к работе;
б) моргает зеленым при поджиге - не хватает сетевого напряжения; в) постоянно светится жёлтым - перегрев источника;
г) не светится - нет питания;
-
– Сетевой выключатель (не загорается, цвет декоративный).
-
– Индикатор превышения напряжения (загорается при более 270В).
А – Гнездо силового тока «+» типа байонет:
при сварке РДС – подключается кабель электрода (в очень редких случаях при использовании специальных электродов подключается кабель «земля»);
B – Гнездо силового тока «–» типа байонет:
при сварке РДС – подключается кабель «земля» (в очень редких случаях при использовании специальных электродов подключается кабель электрода).


Рис.1. Элементы управления и индикация
-
ВВОД В ЭКСПЛУАТАЦИЮ
ВНИМАНИЕ! Перед вводом в эксплуатацию следует прочитать раздел
„Правила техники безопасности” п.13.
-
ИСПОЛЬЗОВАНИЕ СОГЛАСНО НАЗНАЧЕНИЮ
Сварочный аппарат предназначен исключительно: для ручной дуговой сварки штучным электродом, а так же для сварки в среде аргона.
Иное использование аппарата считается не соответствующим назначению. Изготовитель не несёт ответственности за ущерб, вызванный использованием аппарата не по назначению.
Использование согласно назначению подразумевает соблюдение указаний настоящего руководства по эксплуатации.
труб.
ВНИМАНИЕ! Сварочный аппарат не использовать для размораживания
-
ТРЕБОВАНИЯ К РАЗМЕЩЕНИЮ
Сварочный аппарат защищен от проникновения инородных твёрдых тел диаметром более 5,5 мм.
Сварочный аппарат можно размещать и эксплуатировать на открытом воздухе. Внутренние электрические детали аппарата защищены от непосредственного воздействия сырости.
ВНИМАНИЕ! Аппарат после сильного падения может быть опасным для жизни. Устанавливать на устойчивой твёрдой поверхности.
Необходимо размещать аппарат так, чтобы обеспечивался беспрепятственный вход и выход охлаждающего воздуха через вентиляционные отверстия на передней и задней панелях. Следите за тем, чтобы металлическая пыль (например, при наждачной шлифовке) не засасывалась непосредственно в аппарат вентилятором охлаждения.
-
ПОДКЛЮЧЕНИЕ К СЕТИ
Сварочный аппарат в серийном исполнении рассчитан на сетевое напряжение 220В (-23% +18%).
ВНИМАНИЕ! При использовании аппарата с напряжением питания выше 450В все гарантийные обязательства изготовителя теряют силу!
Сетевой разъём, сечения кабелей сети питания, а также сетевые предохранители должны выбираться исходя из технических данных аппарата.
-
ПОДКЛЮЧЕНИЕ СЕТЕВОГО ШТЕКЕРА
ВНИМАНИЕ! Сетевой штекер должен соответствовать напряжению питания и токопотреблению сварочного аппарата (см. технические данные). Согласно технике безопасности используйте розетки с гарантированным заземлением!!!
-
-
СВАРКА ШТУЧНЫМИ ЭЛЕКТРОДАМИ (РДС «MMA»)
-
вставить кабель электрода в гнездо источника А «+»;
-
вставить кабель «земля» в гнездо источника B «–»;
-
присоединить кабель «земля» к изделию;
-
подключить сетевой штекер к сети питания;
-
сетевой выключатель 3 перевести в положение «I».
Рис.2. Схема подключения аппарата для сварки штучными электродами
ВНИМАНИЕ! После того как сетевой выключатель 3 переключен в положение «I», штучный электрод находится под напряжением. Не прикасайтесь электродом к токопроводящим или заземлённым предметам, таким как, например, корпус сварочного аппарата и т.д.
-
ФУНКЦИЯ ГОРЯЧИЙ СТАРТ «HOT-START»
Преимущества:
-
улучшение зажигания даже при использовании плохо зажигающихся электродов;
-
более качественное проплавление основного материала во время зажигания, следовательно, меньше непроваров;
-
предотвращение шлаковых включений. Чем достигается:
В течение короткого времени в момент поджига дуги сварочный ток увеличивается на 33% от заданной величины сварочного тока (Рис.3).
Пример: сварка электродом Ф3мм
Установленное регулятором значение сварочного тока составляет 90А. Ток горячего старта составляет 90А + 33% = 120А.
-
-
ФУНКЦИЯ ФОРСАЖ ДУГИ «ARC-FORCE»
Преимущества:
-
повышение стабильности сварки на короткой дуге;
-
улучшение капляпереноса металла в сварочную ванну;
-
улучшение зажигания дуги;
-
уменьшает вероятность залипания электрода. Чем достигается:
При снижении напряжения на дуге ниже минимально допустимого для стабильного горения дуги, сварочный ток возрастает на 30% от установленного (Рис.4).
Есть возможность её отключать, например, при сварке тонколистовых материалов, чтобы не прожечь основной метал, а также при сварке от слабых источников сетевого напряжения, потому что функция потребляет дополнительную энергию.
Рис.3. Функция Горячий старт „HOT-START”
130
Рис.4. Функция Форсаж дуги „ARC-FORCE”
-
-
ФУНКЦИЯ АНТИПРИЛИПАНИЯ «ANTI-STICK»
-
При начальном поджиге дуги электрод может прилипать, прихватываться к изделию, что в свою очередь может привести к перегреванию и раскалению, а в последующем и порче электрода.
Если электрод прилип к изделию, аппарат через 0,6…0,8 сек снижает сварочный ток. Это облегчает сварщику возможность отделять (отрывать) электрод от изделия без риска обжечь глаза случайным поджигом дуги. После
отрыва электрода от изделия, процесс сварки может быть беспрепятственно продолжен.
-
УХОД И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ВНИМАНИЕ! Перед тем, как открыть аппарат, необходимо выключить его, вынуть сетевой штекер. Дать возможность разрядиться внутренним цепям аппарата (примерно 5 мин) и только после этого производить остальные действия. При уходе установить табличку, запрещающую производить включение.
Для того чтобы сохранить аппарат работоспособным на многие годы, необходимо соблюдать несколько правил:
-
производить инспекцию по технике безопасности в заданные интервалы времени (см. Раздел „Указания по технике безопасности”);
-
при интенсивном использовании, рекомендуем раз в пол года продувать аппарат сухим сжатым воздухом. Внимание! Продувка со слишком короткого расстояния может привести к повреждению электронных компонентов;
-
при большом скоплении пыли прочистить каналы системы охлаждения вручную.
-
-
РЕЖИМ РАБОТЫ ОТ ГЕНЕРАТОРА
Источник питания пригоден для работы от генератора при условии:
При работе электродом
Установленное значение тока
Минимальная мощность генератора, кВА
Ф2
не более 80А
2,6
Ф3
не более 120А
4,1
Ф4
не более 160А
5,5
Ф5
не более 200А
6,9
Ф5
до 250А
8,8
ВНИМАНИЕ! Для безотказной работы выходное напряжение генератора не должно выходить за допустимые пределы 170-260В!
-
ПРАВИЛА ХРАНЕНИЯ
Законсервированный и упакованный источник хранить в условиях хранения 4 по ГОСТ 15150-69 сроком 5 лет.
Расконсервированный источник должен храниться в сухих закрытых помещениях при температуре воздуха не ниже плюс 5 0С. В помещениях не должно быть паров кислот и других активных веществ.
-
ТРАНСПОРТИРОВАНИЕ
Упакованный источник может транспортироваться всеми видами транспорта, обеспечивающими его сохранность с соблюдением правил перевозок установленных для транспорта данного вида.
-
ТЕХНИЧЕСКИЕ ДАННЫЕ
ВНИМАНИЕ! Если источник рассчитан на специальное напряжение питания, его технические данные приведены на идентификационном щитке на задней панели. В этом случае сетевой штекер, сетевой кабель следует выбирать в соответствии с используемым напряжением.
Параметры
ВДИ-160S
ВДИ-200S
ВДИ-250S
Номинальное напряжение сети 50/60Гц, В
~220
~220
~220
Пределы изменения напряжения сети, В
170 – 260
170 – 260
170 – 260
КПД, %
90
90
90
Пределы регулирования сварочного тока, А
20 – 160
25 – 200
32 - 250
Сварочный ток при: 5 мин / 45% ПН
5 мин / 100% ПН
160 А
101 А
200 А
126 А
250 А
158А
Макс. потребляемая мощность, кВА
5,5
6,9
8,8
Нормальное рабочее напряжение:
- штучный электрод РДС
20,4 – 26 В
20,4 – 26,8 В
20,4 – 26,0 В
-
КОМПЛЕКТ ПОСТАВКИ
-
Источник питания сварочной дуги с сетевым кабелем 2м – 1 шт;
-
Ремень для переноски на плече – 1 шт;
-
Фирменный кейс «ПАТОН» – 1 шт;
-
Кабель сварочный с электрододержателем 3м – 1 шт;
-
Кабель сварочный с клеммой «массы» 3м – 1 шт;
-
Инструкция по эксплуатации – 1 шт.
-
-
ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Неисправность
Причина
Устранение
Нет сварочного тока Сетевой выключатель включён, индикатор статуса не светится
Обрыв сетевого кабеля
Проверить сетевой кабель.
Напряжение питающей сети ниже 155В
Отключить аппарат и подключить к сети с соответствующим питающим напряжением
Напряжение питающей сети выше допустимого значения 265В (индикатор на задней панели горит)
Отключить аппарат и подключить к сети с соответствующим питающим напряжением
Вышел из строя внутренний блок питания источника
Обратиться в сервисный центр
Нет сварочного тока Сетевой выключатель включён, индикатор статуса источника светится зелёным
Отсоединились сварочные кабели
Проверить штекерные соединения
Не подключена или плохо подключена масса
Установить хороший контакт кабеля массы с изделием
Нет сварочного тока Сетевой выключатель включён, индикатор статуса источника светится жёлтым
Сработал термодатчик
Дождаться пока аппарат остынет; после этого он автоматически снова включится
Недостаточна подача охлаждающего воздуха
Обеспечить достаточный приток воздуха
Неисправен термодатчик
Обратиться в сервисный центр
Плохое зажигание при сварке штучным электродом, индикатор статуса источника кратковременно промаргивает зелёным
Напряжение питающей сети в момент начала нагрузки близко к минимально допустимому значению 165В
Если невозможно увеличить сечение подводящих сетевых проводов, попробуйте уменьшить значение установленного тока, до момента, когда дугу можно зажечь. После этого возьмите электрод согласно значению тока.
Продолжение таблицы на странице 14
Продолжение таблицы со страницы 13
Неисправность
Причина
Устранение
Во время сварки происходит спорадический обрыв дуги
Напряжение горения дуги используемого электрода слишком высокое
При возможности использовать другие электроды или сварочный аппарат большей мощности
Штучный электрод прилипает к изделию
Значение сварочного тока слишком низкое
Установить более высокое значение сварочного тока
Плохое качество сварки (сильное разбрызгивание)
Неправильная полярность электрода
Изменить полярность электрода (согласно данным изготовителя электродов)
Плохой контакт с массой
Закрепить клемму массы как можно ближе к зоне сварки
-
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ
ОБЩИЕ ПОЛОЖЕНИЯ
Сварочный аппарат изготовлен в соответствии с техническими стандартами и установленными правилами техники безопасности. Тем не менее, при неправильном обращении возникает опасность:
-
травмирования обслуживающего персонала или третьего лица;
-
причинения ущерба самому аппарату или материальным ценностям предприятия;
-
нарушения эффективного рабочего процесса.
-
Все лица, которые связаны с вводом в эксплуатацию, управлением, уходом и техническим обслуживанием аппарата должны
-пройти соответствующую аттестацию;
-обладать знаниями по сварке;
-точно соблюдать данную инструкцию.
Неисправности, которые могут снизить безопасность, должны быть срочно устранены.
ОБЯЗАННОСТИ ПОЛЬЗОВАТЕЛЯ
Для личной защиты соблюдайте следующие правила:
-носить прочную обувь, сохраняющую изолирующие свойства в том числе и во влажных условиях;
-защищать руки изолирующими перчатками;
-глаза защищать защитной маской с отвечающим стандартам техники безопасности фильтром против ультрафиолетового излучения;
-использовать только соответствующую (трудно воспламеняющуюся одежду).
ЛИЧНОЕ ЗАЩИТНОЕ ОСНАЩЕНИЕ
Для личной защиты соблюдайте следующие правила:
-носить прочную обувь, сохраняющую изолирующие свойства в том числе и во влажных условиях;
-защищать руки изолирующими перчатками;
-глаза защищать защитной маской с отвечающим стандартам техники безопасности фильтром против ультрафиолетового излучения;
-использовать только соответствующую (трудно воспламеняющуюся одежду).
ОПАСНОСТЬ ВРЕДНЫХ ГАЗОВ И ИСПАРЕНИЙ
-возникший дым и вредные газы удалить из рабочей зоны специальными средствами;
-обеспечить достаточный приток свежего воздуха;
-пары растворителей не должны попадать в зону излучения сварочной дуги.
ОПАСНОСТЬ ВЫЛЕТА ИСКР
-воспламеняющиеся предметы удалить из рабочей зоны;
-не допускаются сварочные работы на емкостях, в которых хранятся или хранились газы, горючее, нефтепродукты. Возможна опасность взрыва остатков этих продуктов;
-в пожаро и взрывоопасных помещениях соблюдать особые правила, в соответствии с национальными и международными нормами.
ОПАСНОСТЬ СЕТЕВОГО И СВАРОЧНОГО ТОКА
-
поражение электрическим током может быть смертельным;
-
созданные высоким током магнитные поля могут оказывать отрицательное воздействие на работоспособность электроприборов (например, кардиостимулятор). Лица, носящие такие приборы, должны посоветоваться с врачом, прежде чем приближаться к рабочей сварочной площадке;
-
сварочный кабель должен быть прочным, неповрежденным и изолированным. Ослабленные соединения и повреждённый кабель нужно незамедлительно заменить. Сетевые кабели и кабели сварочного аппарата должны систематически проверяться специалистом-электриком на исправность изоляции;
-
во время использования запрещается снимать внешний кожух аппарата.
НЕФОРМАЛЬНЫЕ МЕРЫ ПРЕДОСТОРОЖНОСТИ
-инструкцию постоянно хранить вблизи места применения сварочного аппарата;
-дополнительно к инструкции соблюдать действующие общие и местные правила техники безопасности и экологии;
-все указания на сварочном аппарате содержать в читаемом состоянии.
БЛУЖДАЮЩИЕ СВАРОЧНЫЕ ТОКИ
-следить за тем, чтобы клемма кабеля массы была прочно присоединена к изделию;
-по возможности не устанавливать сварочный аппарат непосредственно на электропроводное покрытие пола или рабочего стола, использовать изолирующие прокладки.
МЕРЫ ПРЕДОСТОРОЖНОСТИ В ОБЫЧНЫХ УСЛОВИЯХ
Минимум один раз в неделю проверять аппарат на внешние повреждения и функционирование предохранительных устройств.
БВР-0331
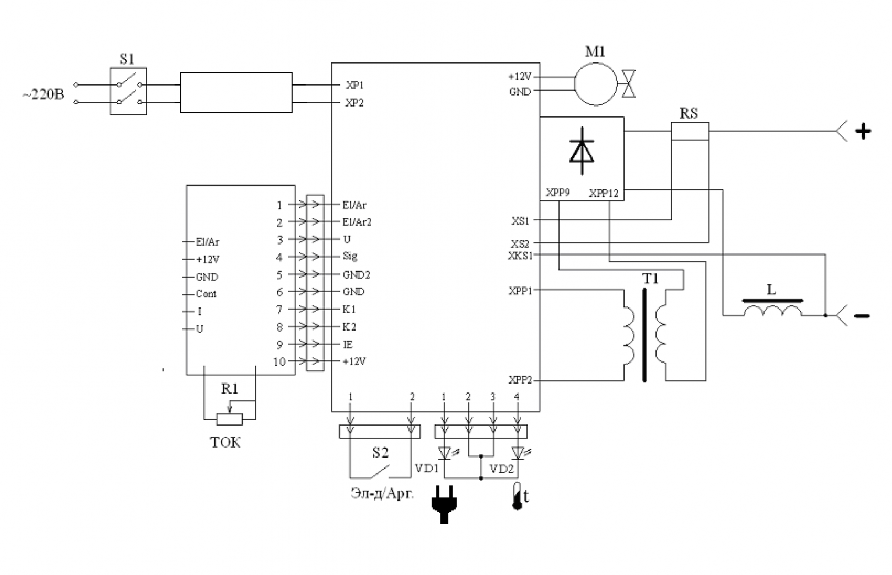
Принципиальная электрическая схема Источника ПАТОН ВДИ-160S DC TIG
БПК-0332
16
БИС-0332
13. ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
ОЗСО ИЭС им. Е.О. Патона гарантирует исправную работу источника питания при соблюдении потребителем условий эксплуатации, хранения и транспортирования.
ВНИМАНИЕ! Бесплатное гарантийное обслуживание отсутствует при механических повреждениях сварочного аппарата!
Срок основной гарантии на сварочные инверторы серий S и Р составляет 5 лет. Основной гарантийный период исчисляется со дня продажи инверторного оборудования конечному покупателю.
В течение основного гарантийного периода продавец обязуется, бесплатно для владельца инверторного оборудования ТМ «ПАТОН» (серии S, P):
-
произвести диагностику и выявить причину поломки,
-
обеспечить необходимыми для выполнения ремонта узлами и элементами,
-
провести работы по замене вышедших из строя элементов и узлов,
-
провести тестирование отремонтированного оборудования.
Основные гарантийные обязательства не распространяются на оборудование:
-
с механическими повреждениями, повлиявшими на работоспособность аппарата (деформация корпуса и деталей в следствии падение с высоты или падения на оборудование тяжёлых предметов, выпадение кнопок и разъёмов),
-
со следами коррозии, которая стала причиной неисправного состояния,
-
вышедшее из строя по причине воздействия на его силовые и электронные элементы обильной влаги,
-
вышедшее из строя по причине накопления внутри токопроводящей пыли (угольная пыль, металлическая стружка и др.),
-
в случае попытки самостоятельного ремонта его узлов и/или замены электронных элементов,
-
на оборудовании, рекомендуется, один раз в полгода, во избежание выхода аппарата из строя, проводить чистку внутренних элементов и узлов сжатым воздухом при снятом защитном короб. Чистку необходимо проводить аккуратно, удерживая шланг компрессора на достаточном расстоянии во избежание повреждения пайки электронных компонентов и механических частей),
-
на сварочные инверторы серий S и Р – 5 лет основной гарантии - обязательным условием является выполнение сервисного обслуживания через требуемые промежутки времени (12 месяцев) в авторизованном сервисном центре. Первичное техническое обслуживание должно быть проведено по истечении 24 месяцев со дня продажи, каждое последующее через каждые 12 месяцев.
Также основные гарантийные обязательства не распространяются на вышедшие из строя внешние элементы оборудования, подверженные физическому контакту, и сопутствующие /расходные материалы:
-
кнопки включения и выключений,
-
ручки регулировки сварочных параметров,
-
разъёмы подключения кабелей и рукавов,
-
разъёмы управления,
-
сетевой кабель и вилку сетевого кабеля,
-
ручку для переноски, наплечный ремень, кейс,
-
электрододержатель, клемму массы, горелки, байонетные штекеры, сварочные кабеля, рукава.
Продавец оставляет за собой право отказать в предоставлении гарантийного ремонта, либо установить в качестве даты начала исполнения гарантийных обязательств месяц и год выпуска аппарата (устанавливаются по серийному номеру):
-
при утере паспорта владельцем,
-
при отсутствии корректного или вообще какого-либо заполнения паспорта продавцом при продаже аппарата,
-
при отсутствии на аппарате серийного номера Производитель оставляет за собой полное право отказать в гарантийном обслуживании.
-
гарантийный срок продлевается, на срок гарантийного обслуживание аппарата в сервисном центре.
![]()
СВИДЕТЕЛЬСТВО О ПРИЁМКЕ
Выпрямитель дуговой инверторный «ПАТОН ВДИ- S»
Серийный номер
S соответствует ГОСТ-13821
и признан годным к эксплуатации.
Дата продажи ” ” _20 г.
М.П.
![]()
(подпись продавца)
![]()
Произведено:
ООО «ОЗСО ИЭС им. Е.О. Патона»
Адрес: 03045, Украина, г. Киев, ул. Новопироговская, д.66 Официальный представитель на территории Российской Федерации: ООО ТД «АВТОграф»
Адрес: 192013, Россия, г. Санкт-Петербург, ул. Седова, д.1000/Б, пом. 19-Н Телефон «горячей линии»: 8 (800) 700-64-25
Центральный сервисный центр на территории Российской Федерации:
ООО ТД «АВТОграф»
Адрес: 197183, Россия, г. Санкт-Петербург, ул. Заусадебная, д.15/А Телефон «горячей линии»: 8 (812) 325-30-10
////////////////////////////