MINIPRESS M BA-102/2RU M54.XXXX. ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ

HO
051140
MINIPRESS PRO
Пожалуйста, сохраните эту инструкцию по эксплуатации!
В инструкцию по эксплуатации входит заявление о соответствии стандарту ЕС, которое необходимо предъявить по
требованию компетентных ведомств.
RU
BA-102/2RU M54.XXXX
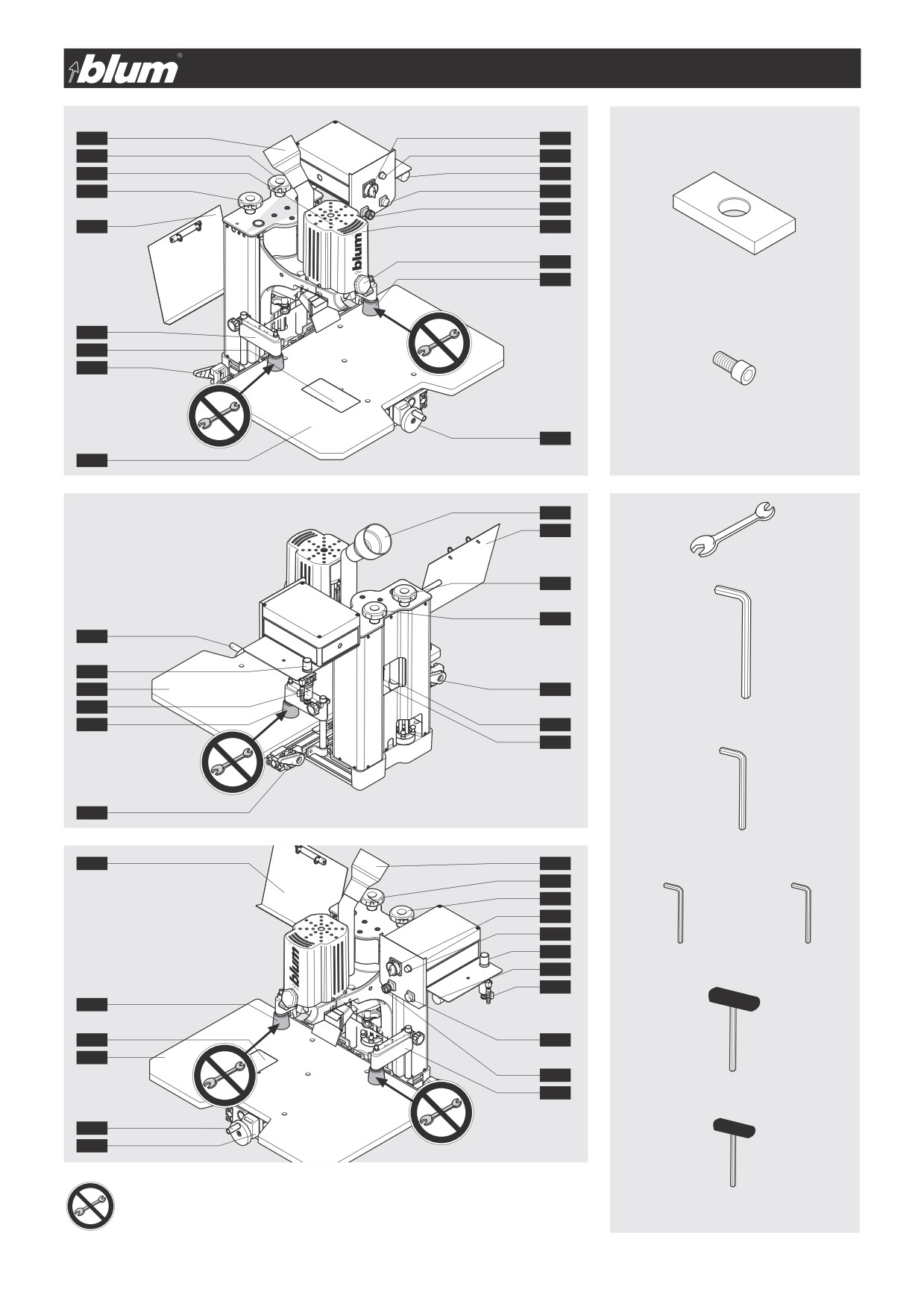
A - Общий чертеж
1.4
2.1
3.6
2.4
1.9
1.2
3.4
2.2
2.3
5.1
1.10
3.1
3.3
3.3
1.5
3.2
1.1
1.7
1.4
5.1
3.4
3.6
1.1
1.8
1.7
3.2
1.3
3.3
3.5
3.7
3.2
5.1
1.4
3.4
3.6
2.1
2.4
1.8
1.2
1.3
3.3
1.5
2.2
1.7
2.3
3.3
1.1
1.0
Защитное устройство
Детали не снимать! При повреждении сразу заменять
оригинальными деталями.
2
BA-102/2RU M54.XXXX
B - Содержание
A - Общий чертеж
2
B - Содержание
3
C - Как пользоваться инструкцией
5
C.1 - Как пользоваться инструкцией
5
D - Техника безопасности
6
D.1- Прочие риски по ISO EN 12100-2
6
D.2 - Наклейки по технике безопасности
6
D.3 - Использование по назначению
6
D.4 - Техника безопасности
7
D.5 - Уровень шума
7
D.6 - Уровень пыли
7
E - Заводская табличка
8
F - Соответствие стандарту ЕС / Технические данные
9
F.1 - Заявление о соответствии стандарту ЕС
F.2 - Технические данные
1 - Установка станка
1.1 - Распаковывание и сборка
10
1.1.1) Необходимое пространство для станка
10
11.2) Необходимое пространство для подставки под сверлильные головки и линейки (опция)
10
1.1.3) Распаковывание станка
10
1.1.4) Подъем станка с помощью подъемного устройства и установка на стол
10
1.1.5) Крепление станка к столу
10
11.6) Снятие транспортировочного крепления (1.6)
11
11.7) Установка стола (1.7)
11
1.1.8 Установка рукоятки
11
1.2 - Подключение к сети сжатого воздуха
11
1.2.1) Установка шланга подачи воздуха
11
1.2.2) Установка рабочего давления
11
1.3. - Подключение к электросети
12
1.3.1) Подключение к электросети
12
1.3.2) Проверка направления вращения мотора
12
1.3.3) Исправление направления вращения мотора
12
1.4 - Удаление опилок и пыли
13
1.4.1) Подключение вытяжной трубки для удаления опилок и пыли
13
1.4.2) Соединение вытяжного устройства с блоком управления
13
2 - Описание панели управления
2.1 - Описание панели управления
14
2.1.1) Обозначение элементов управления
14
2.1.2) Пусковая кнопка (2.2)
14
2.1.3) Выключатель прижимов (2.3)
14
3 - Описание настройки станка
15
3.1 - Блок вертикального сверления
15
3.1.1) Смена сверлильной головки
15
3.1.2) Смена линейки
15
3.2 - Регулировка рабочего стола под расстояние от края до отверстия
16
3.2.1) Регулировка расстояния от края до отверстия
16
3.3 - Регулировка прижимов
16
3.3.1) Регулировка прижимов (3.3) под толщину материала
16
3.4 - Регулировка глубины сверления
16
3.4.1) Регулировка глубины сверления
16
3.5 - Регулировка скорости подачи
16
3.5.1) Регулировка скорости подачи (3.5)
16
3.5.2) Проверка пневматического тормоза
16
35.3) Регулировка пневматического тормоза (3.7)
17
3.6 - Выбор вида работ
17
3.6.1) Переключатель "Сверление" - "Сверление и запрессовка фурнитуры"
17
3.7 - Сверление и запрессовка фурнитуры
17
3.7.1) Установка петель, стяжек, креплений фасада для METABOX и TANDEM
17
3.7.2) Крепление фурнитуры на матрице (3.7)
18
3.7.3) Выравнивание заготовки по откидному упору (8.1)
18
3.7.4) Выравнивание заготовки по световому маркеру
18
3.7.5) Сверление
18
3.7.6) Запрессовка петли
18
4 - Установка глубины сверления
19
3
BA-102/2RU M54.XXXX
B - Оглавление
4.1 - Установка глубины сверления на револьверной головке
19
5 - Работа на станке
20
5.1 - Составление плана наладки
20
5.1.1) Определение необходимой сверлильной головки и линейки
20
5.1.2) Оформление плана наладки
20
5.1.3) Создание эскиза заготовки в плане наладки
20
5.1.4) Установка сверлильной головки
20
5.1.5) Регулировка глубины сверления
21
5.1.6) Регулировка рабочего стола
21
5.1.7) Настройка откидных упоров (8.1)
21
5.1.8) Хранение плана наладки
21
6 - Обзор - Установка
6.1 - Установка с помощью сверлильных головок и линеек
22
7 - Сверлильные головки
23
7.1 - Общая информация
23
7.1.1) Держатель сверлильных головок
23
7.1.2) Регулировка длины сверла
23
7.1.3) Крепление сверл в сверлильных патронах
23
7.1.4) Крепление матрицы на держателе матрицы
23
7.2 - Сверлильные головки
24
7.2.1) Сверлильная головка MB: MZK.2000
24
7.2.2) Сверлильная головка MPH: MZK.2100
24
7.2.3) Сверлильная головка MPV: MZK.2110
24
7.2.4) Сверлильная головка SYH: MZK.2200.01
24
7.2.5) Сверлильная головка SYV: MZK.2810.01
25
7.2.6) Сверлильная головка BOX: MZK.2230
25
7.2.7) Сверлильная головка D: MZK.2400
25
8 - Линейки
26
8.1 - Общая информация
26
8.1.1) Хранение линеек
26
8.1.2) Установка откидных упоров (8.1)
26
8.2 - Линейки
26
8.2.1) Линейка ST: стандартная линейка MZL.2000
26
8.2.2) Линейка U: двусторонняя линейка MZL.2010
26
8.2.3) Линейка LR: линейка под серийные отверстия MZL.2080
27
8.2.4) V-линейка: удлинительная линейка MZL.2090
27
8.2.5) Подставки под линейки: MZV.2000 для удлинительной линейки
27
9 - Техническое обслуживание и ремонт
28
9.1 - Техническое обслуживание
28
9.1.1) Техническое обслуживание
28
9.1.2) Замена лампы-индикатора
28
9.1.3) Замена поврежденной муфты на сверлильных головках
28
10 - Что делать, если...?
29
10.1 - Ошибки при сверлении
29
10.2 - Ошибки при запрессовке фурнитуры
32
10.3 - Функциональные ошибки
32
11 - Приложения
11.1 - Самостоятельное изготовление рабочего стола
34
12 - Схемы
12.1 - Электрическая схема 1x 230 В 50 Гц
35
12.2 - Электрическая схема 3x 220 В 60 Гц
35
12.3 - Электрическая схема 3x 230 В 50 Гц
36
12.4 - Электрическая схема 3x 400 В 50 Гц
36
12.5 - Пневматическая схема
37
4
BA-102/2RU M54.XXXX
C - Как пользоваться инструкцией
C.1 - Как пользоваться инструкцией
• Пожалуйста, сохраните эту инструкцию по эксплуатации.
• Прежде чем приступить к работе, полностью прочитайте инструкцию, в том числе и правила по технике безопасности!
• Для более простой идентификации описываемых деталей используйте общий чертеж.
• Для упрощения работы с инструкцией каждый раздел отмечен определенной буквой.
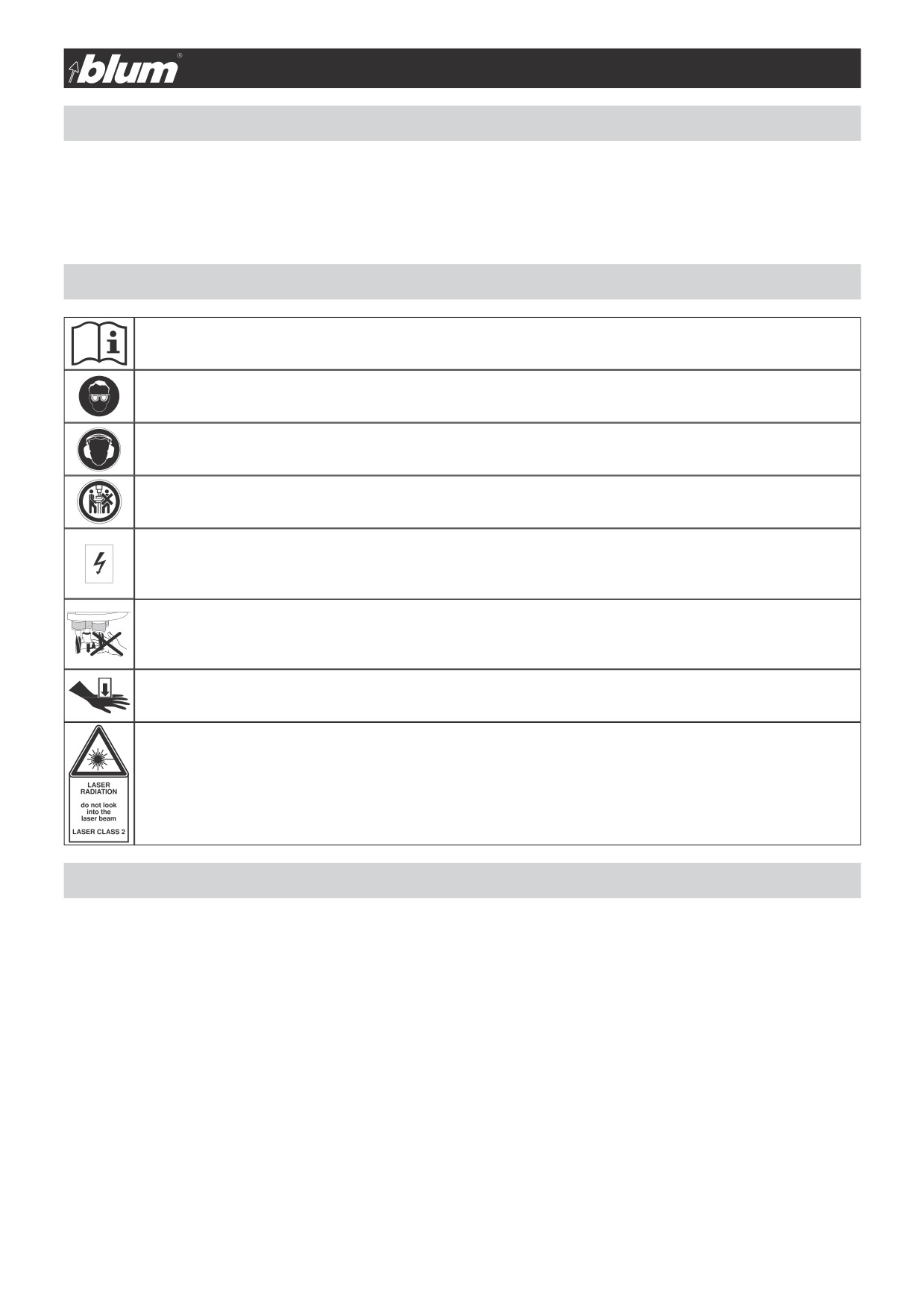
Указания по технике безопасности
Этот знак указывает на важные сведения по технике безопасности, которые необходимо соблюдать в
обязательном порядке.
Важная информация
Этот знак указывает на важную информацию. При пренебрежении этой информацией могут быть
повреждены комплектующие станка и заготовка. Также этот знак может информировать о том, что станок
!
неисправен или заготовка непригодна для обработки.
(2.1)Обозначение деталей указывает на раздел, в котором они подробно описываются. Например, описание(2.1)можно найти
в разделе 2.
Уважаемые клиенты фирмы Blum!
Мы сердечно поздравляем Вас с приобретением станка Blum. Вы стали владельцем современного оборудования, которое
при правильном обслуживании будет радовать Вас долгое время.
Перед тем, как первый раз приступить к работе, необходимо внимательно прочитать данную инструкцию по эксплуатации.
Только так Вы узнаете, как лучше всего настроить станок под Ваши потребности и предотвратить возможные травмы. Кроме
того, инструкция содержит важную информацию по техническому обслуживанию станка.
На момент сдачи в печать в инструкции была отражена актуальная информация о данной серии. Однако нельзя полностью
исключать небольшие изменения, которые возникают в связи с дальнейшей модернизацией станка. Эта инструкция по
эксплуатации является важной составной частью станка и при перепродаже должна быть передана новому владельцу.
Для Вашей безопасности, используйте только рекомендованные фирмой Blum запасные части и принадлежности. Фирма
Blum не несет ответственности за ущерб, возникший при использовании других запчастей и принадлежностей.
Фирма Blum GmbH оставляет за собой право без предварительного уведомления и без указания причин изменить
или исключить из ассортимента без возможности замены технические решения, оборудование, технические
данные, цвета, материалы, предлагаемые услуги, сервисные услуги и т.п., а также прекратить производство
определенных моделей.
5
BA-102/2RU M54.XXXX
D - Техника безопасности
D.1- Прочие риски по ISO EN 12100-2
• Станок отвечает действующим в настоящее время требованиям безопасности. Несмотря на это, остаются определенные
риски.
• Прочие риски сохраняются для оператора и других лиц, в особенности, при снятии предохранительных устройств и отказе
элементов управления.
• На прочие риски указывают наклейки с предупредительными надписями и другие указания по безопасности, которые
следует обязательно принимать во внимание.
D.2 - Наклейки по технике безопасности
Прежде чем приступить к работе со станком, полностью прочитайте инструкцию по эксплуатации и указания по
технике безопасности.
Во время работы защищайте глаза специальными очками.
Во время работы всегда носите защитные наушники.
У станка разрешается работать только одному человеку.
Рабочее место находится перед станком.
Подключение станка к сети, а также любые электротехнические работы со станком может осуществлять только
квалифицированный электрик!
Перед любым ремонтом станка отключите его от сети сжатого воздуха и электросети (штепсельная вилка /
быстроразъемное соединение)!
Избегайте каких-либо действий руками в зоне сверления или поворотной головки во время сверления и
запрессовки, а также попадания в эту зону каких-либо посторонних предметов.
Не снимайте предохранительные устройства - опасность травмы!
Избегайте каких-либо действий руками в зоне прижимов и гаек с рифлением! Опасность защемления!
Лазер класса 2: никогда не смотрите на лазерный луч! Лазерное излучение может вызвать повреждение глаз!
D.3 - Использование по назначению
• Данный станок предназначен для сверления отверстий и установки фурнитуры в заготовки из массива, ДСП или
ламинированных плит. Станок предназначен только для промышленного и мелкосерийного производства. Станок
предназначен для стационарного использования. Изготовитель не несет никакой ответственности при использовании
станка в других целях, а также целях, не упомянутых в инструкции по эксплуатации!
• Лазерный модуль предназначен для правильного позиционирования и определения размеров на заготовке.
В качестве заготовки можно использовать только массив или ДСП, не обладающие отражающими свойствами.
Запрещается использовать материалы с покрытием и материалы, обладающие отражающими свойствами.
• Станок не является взрывозащищенным. Запрещается устанавливать его вблизи лакировочных цехов.
6
BA-102/2RU M54.XXXX

D - Техника безопасности
D.4 - Техника безопасности
• Перед заменой инструментов, переналадкой, чисткой, техническим обслуживанием или при работах в области сверл
поверните основной выключатель (2.1) в положение 0 и отключите станок от сети сжатого воздуха.
• Обращайте внимание на то, чтобы сверла и фрезы были безупречно заточены. Сверла должны быть плотно затянуты!
• С заготовками, размеры которых превышают размер рабочего стола, необходимо работать с особой осторожностью.
Установите рабочий стол большего размера или используйте дополнительные опоры.
• Во время обработки необходимо обязательно закрепить заготовку! Используйте прижимы станка или, если их
недостаточно, другие подходящие приспособления для крепления.
• Одевайте специальную рабочую одежду.
• Каждый раз перед началом работы проверяйте все предохранительные устройства на целостность и функциональность!
Поврежденные детали заменяйте оригинальными запчастями.
• Перед включением станка убедитесь, что на рабочем столе кроме обрабатываемой заготовки нет инструментов или
других предметов!
• После окончания работ всегда устанавливайте главный выключатель (2.1) в положение 0
• Для собственной безопасности используйте только то дополнительное оборудование и те принадлежности, которые
указаны в инструкции по эксплуатации или в каталоге Blum.
• Запрещается самостоятельно изменять конструкцию станка!
• В случае вопросов и проблем Вы можете воспользоваться помощью сервисного центра Blum.
• Носите защитные наушники.
• Необходимо предусмотреть хорошее освещение рабочего места.
• Необходимо обязательно учитывать предписания по трудовому праву, технике безопасности и утилизации отходов,
принятых в данной стране.
D.5 - Уровень шума
Измеренный в соответствии с DIN EN ISO 11202 и изменениям CEN - ТС 142 уровень шума LpA на рабочем месте составляет
85 дБ(А). Измеренное в соответствии с EN ISO 3746 и изменениям CEN-TC 142 звуковое давление LWA составляет 92 дБ(А).
Константа погрешности измерений K составляет 4 дБ(А).
Чтобы достичь класса точности измерения уровня шума лучше 3 дБ, были учтены следующие изменения в соответствии с
CEN - TC142:
Коэффициент поправки на окружающую среду K3A равен 4 дБ. Различие между уровнем прочего шума и уровнем шума в
каждой точке измерения составляет 6дБ. В соответствии с ISO 7960 (разделы 0 - 4) измерения были проведены у станка со
следующими параметрами:
Свeрла:
1 сверло для чашки петли: диаметр: 35 мм; длина: 12 мм, частота вращения: 2890 об/мин
2 сверла под дюбели: диаметр: 8 мм, длина: 12 мм, частота вращения: 5600 об/мин.
Заготовка:
ДСП 300 х 700 х 19
Позиция микрофона:
на расстоянии 1 м посередине оси сверления на высоте 1,5 м.
Примечание
Указанные значения являются эмиссионными и не могут представлять собой точные значения на конкретном рабочем
месте. Хотя существует некое определенное соотношение между уровнем излучения шума и уровнем внешних воздействий,
нельзя точно выяснить, необходимы ли дополнительные меры предосторожности. Факторы, которые могут влиять на
имеющийся на рабочем месте уровень внешнего шума, охватывают длительность воздействий, особенности рабочего
помещения и другие источники шума. Допустимые значения для рабочего места могут меняться в зависимости от страны.
Однако, эта информация должна помочь пользователю лучше оценить опасности и риски.
D.6 - Уровень пыли
Значение TRK для древесной пыли при правильном подключении к вытяжному устройству существенно ниже нормы. Станок
оснащен переходниками для шлангов с внутренним диаметром 50 мм. При этом при максимально необходимой средней
скорости воздуха 20 м/сек устанавливается пониженное давление в 1000 Па. Если отсутствует вытяжная труба диаметром
50 мм, можно использовать переходники, поставляемые в комплекте.
• Станок должен быть подключен к вытяжному устройству! (Вытяжная труба должна быть гибкой и невоспламеняемой)
• Остатки опилок и пыли необходимо регулярно удалять с помощью пылесоса.
7
BA-102/2RU M54.XXXX

MINIPRESS PRO
Ser.No.: KC00001
2010
V
Hz
kW
kg /
lbs
Bohr- und Beschlagsetzmaschine
Ref.No.: M54.2000
Julius Blum GmbH - A - 6973
BG
Пробивни машини
DA
Bore- og beslagssætmaskiner
DE
Bohr- und Beschlagsetzmaschine
EN
Drilling and insertion machine
ET
Puurimis- ja sisestusmasinad
FI
Asennusporakoneet
FR
Machine pour percer et poser des ferrures
EL
Μηχάνημα διάτρησης και τοποθέτησης
IT
Macchina forainseritrice
LV
Urbšanas un furnitūras iestrādāšanas iekārta
LT
Gręžimo-montavimo staklės
NL
Boor- en beslagmachines
PL
Maszyna do nawiercania i osadzania okuć
PT
Furadeira e máquina para a montagem de ferragens
RO
Maşină de găurit şi montat feronerie
SV
Borr- och beslagsmonteringsmaskiner
SK
Vŕtací a lisovací stroj
SL
Vrtalni stroj in stroj za okovje
ES
Máquinas para taladrar y de instalación de herrajes
CS
Vrtací a lisovací stroje
HU
Fúró- és vasalatbepréselő gépek
RU
Сверлильно-присадочный станок
8
BA-102/2RU M54.XXXX
F - Соответствие стандарту ЕС / Технические данные
F.1- Заявление о соответствии стандарту ЕС
Мы, Юлиус Блюм ГмбХ, Индустриштр. 1, A-6973 Hoechst с полной ответственностью заявляем, что изделие MINIPRESS (M54.
xxxx) со сверлильными головками (MZK.2000, MZK.2100, MZK.2110, MZK.2200, MZK.2230, MZK.2400, MZK.2410, MZK.2800,
MZK.2810), на которое распространяется это заявление, соответствуют следующим требованиям ЕС:
Директива об автоматизированном оборудовании 2006/42/EG
Директива EG-EMV 2004/108/EG
Для надлежащего применения названных в директивах ЕС требований были использованы следующие согласованные
европейские стандарты: EN ISO 12100-1, EN ISO 12100-2, EN 60204-1, EN 349, EN 983
Дополнительно были применены следующие стандарты: EN ISO 11202, EN ISO 11204, DIN 33893-2
Уполномоченная инстанция:
Fachausschuß Holz
Prüf- und Zertifizierungsstelle im BG - PRÜFZERT
Postfach 800480
70504 Stuttgart / Deutschland
GS-Prüfbescheinigungsnr: 051140
BG-Prüfbescheinigungsnr: 051141
Хехст, 06.07.2009
Диплом. инженер Герберт Блюм,
Официальный уполномоченный:
Управляющий директор
Диплом. инженер Томас Майер,
F.2 - Технические данные
1) Общие данные
4) Максимальное расстояние до отверстия
• Напряжение:
см. заводскую табличку
• Расстояние до центрального шпинделя: 0 - 130 мм
• Ток:
см. заводскую табличку
• Потребляемая мощность
5) Максимальный диаметр сверления
Мотор:
1,1 кВт
• Число оборотов:
см. заводскую табличку
• Максимальный диаметр сверления: 45 мм
• Расход воздуха:
1,5 л на цикл
• Уровень шума:
80,4 дБ(A)
• Сверла см. в каталоге BLUM
Важно: установить в сети предохранитель на 16 А.
Разрешено использовать только сверла,
одобренные фирмой Blum.
Условия хранения и эксплуатации:
• Температура:
5 - 40 °C (39,2 - 104 °F)
6) Принадлежности
• Отн. влажность воздуха:
35 - 55 %
• Принадлежности см. в каталоге Blum
2) Размеры и вес
Вес:
75 кг
Размеры:
Высота: 863 мм
Ширина: 936 мм
Длина: 745 мм
3) Максимальная толщина заготовки
• При сверлении: 45 мм
• При установке фурнитуры:
в зависимости от типа фурнитуры макс. 20 - 32 мм
9
BA-102/2RU M54.XXXX

1 - Установка станка
1.1 - Распаковывание и сборка
1.1.1) Необходимое пространство для станка
Высота (H): 863 мм
Ширина (B): 936 мм
Длина (T): 875 мм
ВНИМАНИЕ!
Центр тяжести станка находится в его задней части.
1.1.2) Необходимое пространство для подставки под сверлильные головки
и линейки (опция)
Артикул: MZA.2600
Н1= 613 мм
H2= 600 мм
B= 1282 мм
T= 350 мм
1.1.3) Распаковывание станка
• Снимите коробку
• Снимите транспортировочное крепление
1.1.4) Подъем станка с помощью подъемного устройства
ВНИМАНИЕ! Обязательно поднимайте станок с помощью
подъемного устройства.
1.6
Не держите и не поднимайте станок за кожух мотора!
• Поднимите станок за транспортировочное крепление (1.6) с помощью
подъемного устройства
• Не устанавливайте и не храните станок в помещении с высокой влажностью.
Помещение должно быть сухим
• Рабочее место должно быть хорошо освещено
1.1.5) Крепление станка к столу
ВНИМАНИЕ!
Станок весит около 75 кг.
Стол должен быть достаточно прочным.
• Поднимите станок с помощью подъемного устройства и поставьте его на стол
• Рекомендуемая высота стола 80 - 90 см
• Закрепите станок через отверстия винтами в комплекте
(4x DIN 912 M8x30 + 4 контропоры)
10
BA-102/2RU M54.XXXX

1 - Установка станка
1.1.6) Снятие транспортировочного крепления (1.6)
Указание!
Снимите транспортировочное крепление (1.6), чтобы предотвратить
!
повреждения станка и заготовки!
1.6
1.1.7) Крепление рабочего стола (1.7)
• Закрепите стол (1.7) саморезами в комплекте
1.7
1.11
1.1.8) Установка рукоятки
1.5
• Установите смотровое стекло (1.5)
• Установите ручку регулировки и вставьте рукоятку (1.1)
1.1
1.0
1.2 - Подключение к сети сжатого воздуха
1.2.1) Установка шланга подачи воздуха
ВНИМАНИЕ!
При выполнении следующей операции сверлильное устройство
поднимается
1.8
1.2
• Подключите к воздушному фильтру (1.8) станка шланг подачи воздуха
1.3
• Откройте запорный кран (1.3)
Важно! В сети со сжатым воздухом необходимо установить
быстроразъемное соединение на расстоянии максимум 3 м от
!
станка
1.2.2) Установка рабочего давления
• Рабочее давление составляет 6 бар
(минимальное давление - 5 бар)
(максимальное давление - 7 бар)
• Потребление воздуха составляет 1,5 л за цикл
11
BA-102/2RU M54.XXXX
1 - Установка станка
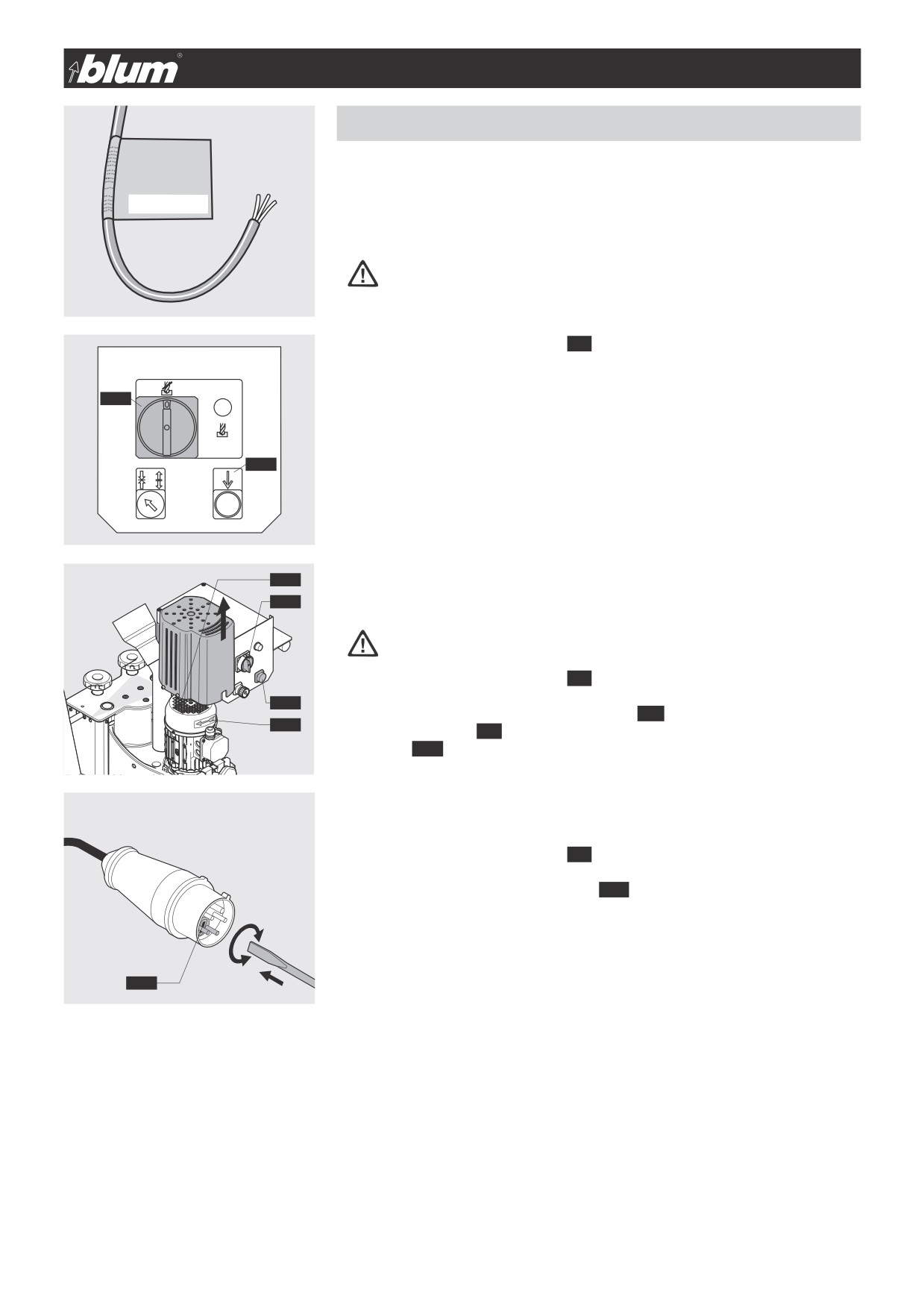
1.3 - Подключение к электросети
1.3.1) Подключение к электросети
Станок оснащен штепсельной вилкой. Если эту штепсельную вилку невозможно
использовать, ее можно заменить.
ВНИМАНИЕ!
Электротехнические работы может осуществлять только
квалифицированный электрик!
• Установите главный выключатель (2.1) в положение 0
• Установите штепсельную вилку в соответствии с нормами, принятыми в данной
стране. В сети необходимо предусмотреть предохранитель на 16 А (см. раздел
2.1
"12 - Схемы")
Важно!
Станок предназначен для эксплуатации при напряжении,
2.2
указанном на этикетке соединительного кабеля.
!
О возможности подключения к сети с другим рабочим
напряжением см. в разделе "12 - Схемы"
1.3.2) Проверка направления вращения мотора
1.9
Эти действия необходимо выполнить в случае эксплуатации при трехфазном токе.
2.1
ВНИМАНИЕ!
Во время следующих действий убирайте руки из рабочей зоны
станка
• Установите главный выключатель (2.1) в положение I
• Снимите кожух мотора
2.2
• Нажмите и сразу отпустите пусковую кнопку (2.2)
1.10
• Вентилятор мотора (1.9) должен вращаться в направлении, обозначенном
стрелкой (1.10)
1.3.3) Исправление направления вращения мотора
Эти действия необходимо выполнить в случае эксплуатации при трехфазном токе.
Если направление вращения мотора неправильное:
• Установите главный выключатель (2.1) в положение 0
• Отключите станок от электросети
• Нажмите отверткой на переключатель (1.12), расположенный внутри вилки и
поверните его на 180 градусов
• Снова проверьте направление вращения мотора
1.12
12
BA-102/2RU M54.XXXX
1 - Установка станка
1.4
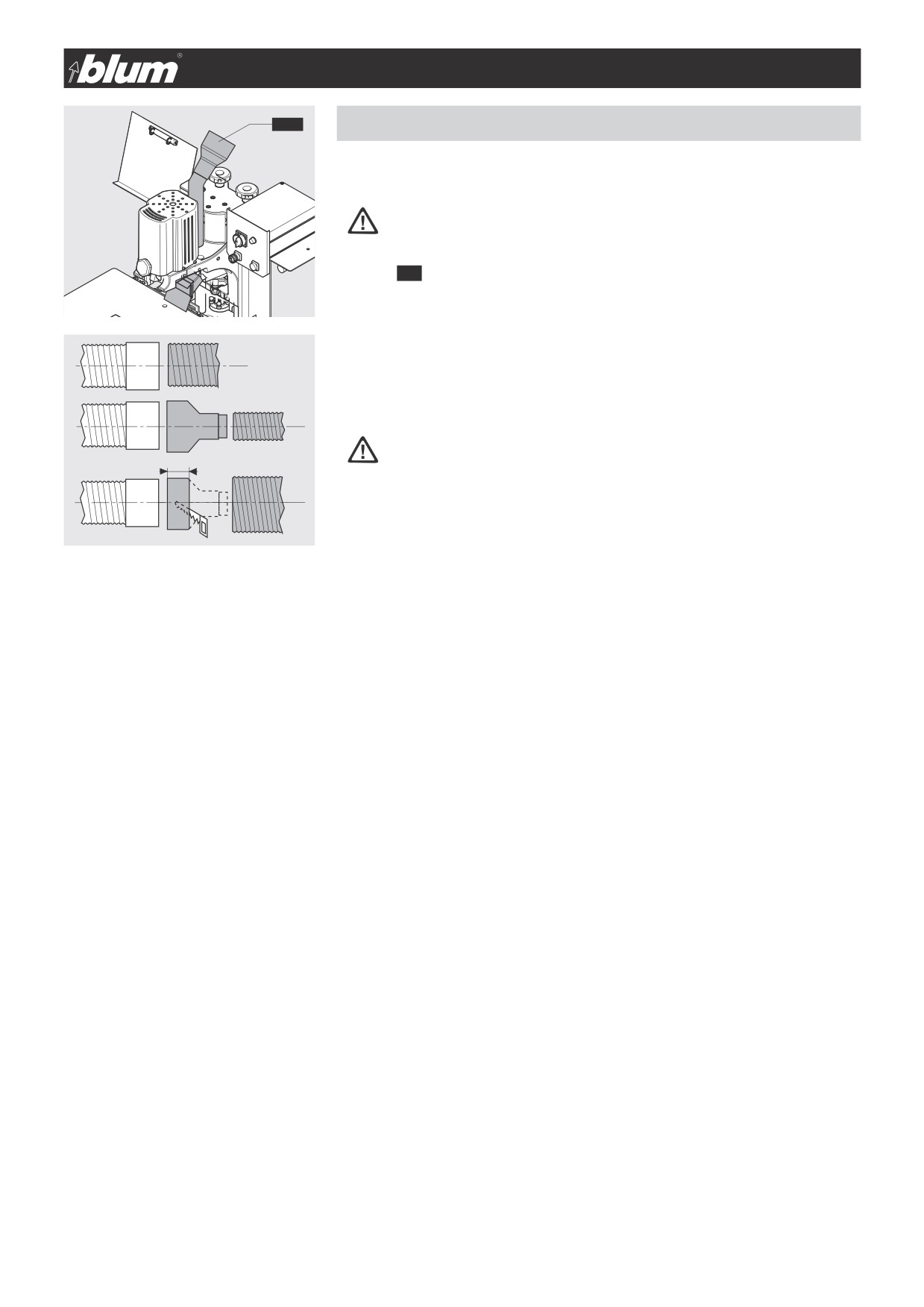
1.4 - Удаление опилок и пыли
1.4.1) Подключение вытяжной трубки для удаления опилок и пыли
ВНИМАНИЕ!
Станок должен быть подключен к вытяжному устройству для
удаления пыли!
• Вставьте гофрированный шланг с внутренним диаметром 50 мм в приемную
трубку (1.4) и зафиксируйте его
• Средняя скорость потока воздуха в вытяжной трубе для удаления пыли должна
составлять мин. 20 м/с
• Если отсутствует вытяжная труба диаметром 50 мм, можно использовать
переходники, поставляемые в комплекте. При подключении необходимо
учитывать, что в шланге с диаметром 50 мм минимальная скорость потока
воздуха составляет 20 м/с
1.4.2) Соединение вытяжного устройства с блоком управления
ВНИМАНИЕ!
Электротехнические работы может осуществлять только
квалифицированный электрик.
13
BA-102/2RU M54.XXXX

2 - Описание панели управления
2.1 - Описание панели управления
2.4
2.1
2.1.1) Обозначение элементов управления
•
(2.1) Главный выключатель
•
(2.2) Пусковая кнопка
•
(2.3) Выключатель прижимов
•
(2.4) Лампа-индикатор
ВНИМАНИЕ!
2.3
2.2
Главный (2.1) выключатель не отключает станок
от сети сжатого воздуха!
Положение 0: лампа-индикатор (2.4) не горит, станок в режиме
настройки
- Запустить мотор нельзя
- Возможен ход вверх и вниз
2.1
Положение 1: лампа-индикатор (2.4)горит, станок в рабочем режиме
- Возможно сверление и запрессовка
- Горит световой маркер
ВНИМАНИЕ! Для увеличения срока эксплуатации светового
маркера главный выключатель (2.1) необходимо устанавливать а
положение 0, если не производится никаких работ.
Для того, чтобы станком не пользовались посторонние, главный выключатель (2.1)
можно закрыть на обычный висячий замок.
2.1.2) Пусковая кнопка (2.2)
2.1
ВНИМАНИЕ!
При нажатии на пусковую кнопку (2.2) убирайте руки из рабочей
2.2
зоны (А) станка!
2.3
При нажатии на пусковую кнопку (2.2) выполняется соответствующая
3.8
предварительно выбранная операция.
Настройка
+
Главный выключатель (2.1) в положении 0 + нажата пусковая
кнопка(2.2)
Сверление
+
Главный выключатель (2.1) в положении 1 + нажата пусковая кнопка
(2.2)
Установка фурнитуры
+
Держатель матрицы повернут вниз + нажата пусковая кнопка (2.2)
2.2
2.1.3) Выключатель прижимов (2.3)
Положение "Прижимы включены"
При нажатии на пусковую кнопку (2.2) прижимы автоматически
опускаются. Коротким нажатием на выключатель прижимов (2.3)
прижимы снова поднимаются.
Положение "Прижимы выключены"
Прижимы отключаются путем нажатия на выключатель прижимов(2.3)
и поворота его в положение
. При нажатии на пусковую кнопку (2.2)
2.3
прижимы (3.3)остаются поднятыми.
14
BA-102/2RU M54.XXXX

3 -Обслуживание станка
3.1
3.1 - Блок вертикального сверления
3.1.1) Смена сверлильной головки
• Установите главный выключатель (2.1) в положение 1
• Ослабьте зажимной рычаг (3.1) вращением налево
• Приподнимите зажимной рычаг (3.1) и потяните вперед
• Вытяните сверлильную головку из направляющих и отложите в сторону
• Вставьте нужную сверлильную головку в направляющие до упора
ВНИМАНИЕ!
3.1
Существует опасность получения травм при повреждении муфты.
Затяните зажимной рычаг, прежде чем пользоваться станком.
• Передвиньте зажимной рычаг (3.1) вниз
• Затяните (3.1) зажимной рычаг
• Проверьте, зафиксирована ли сверлильная головка Если сверлильную головку
не зафиксировать, может сломаться муфта (информацию о замене муфты (9.1)
см. в пункте 9.1.3)
3.1.2) Смена линейки
• Установите главный выключатель (2.1) в положение 1
• Выдвиньте линейку (8.2) вперед и потяните вверх
• Отложите линейку (8.2) в сторону
3.2
• Установите нужную линейку (8.2) выступом в предназначенный для этого
продольный паз и задвиньте назад до конца
• Поверните зажимные винты (3.2)
Важно!
Необходимо обратить внимание, чтобы линейка (8.2) плотно
!
прилегала и была ровно закреплена! Выемка на стандартной
линейке должна указывать вперед!
15
BA-102/2RU M54.XXXX
3 - Описание настройки станка
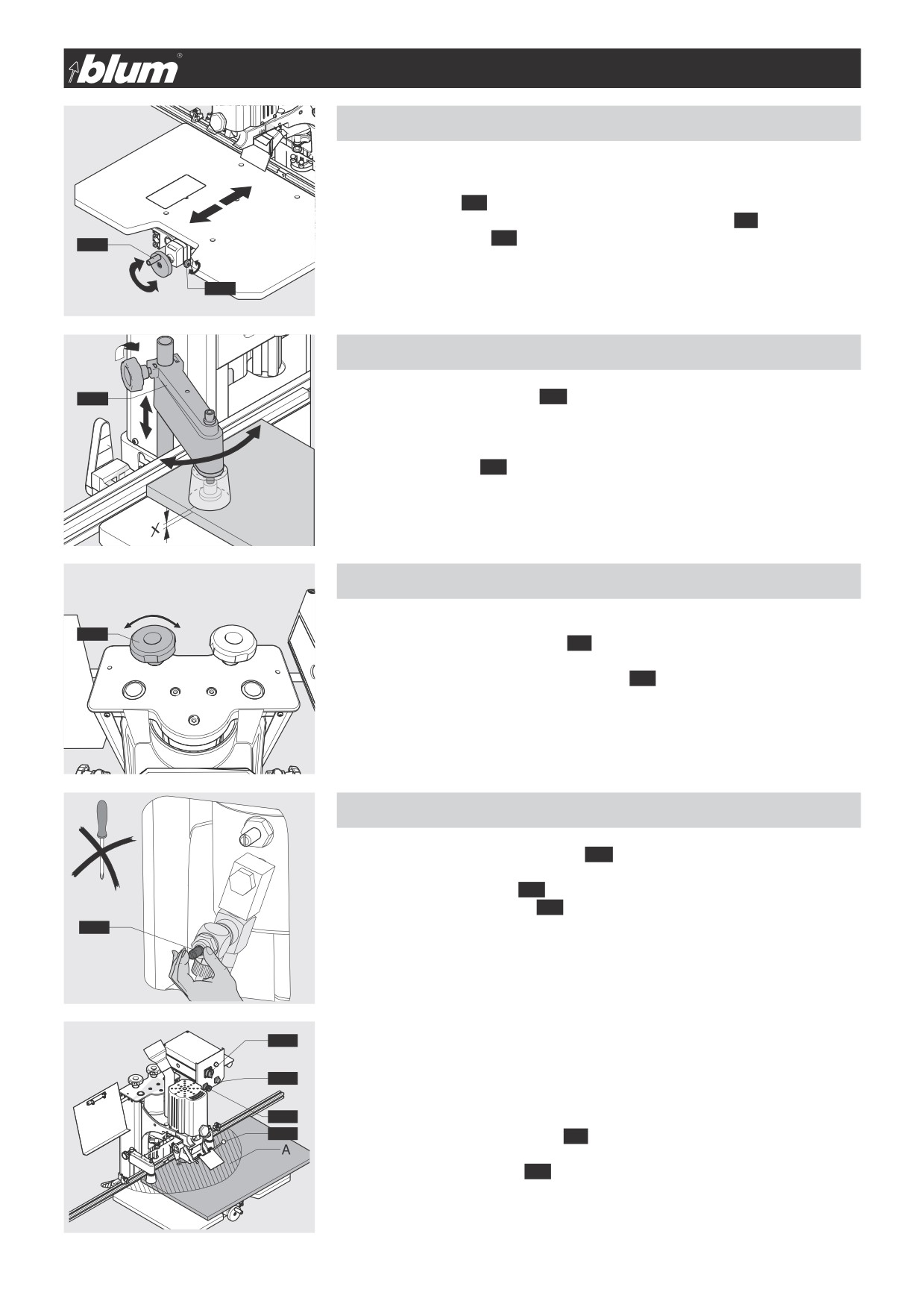
3.2 - Регулировка рабочего стола под нужное расстояние от края до отверстия
3.2.1) Регулировка расстояния от края до отверстия
• Ослабьте зажим (1.0)
• Установите нужное расстояние с помощью колеса-рукоятки (1.1)
• Зафиксируйте зажим (1.0)
1.1
1.0
3.3 - Регулировка прижимов
3.3.1) Регулировка прижимов (3.3) под толщину материала
3.3
• Освободите зажимной винт
• Установите прижим (3.3) таким образом, чтобы расстояние между заготовкой и
защитой прижима составляло максимум 3 мм
• Слегка затяните зажимной винт
3.4 - Регулировка глубины сверления
3.4.1) Регулировка глубины сверления
3.4
• Установите главный выключатель (2.1) в положение 0
• Глубина сверления для заготовок толщиной 16 и 19 мм уже предустановлена
• Установите рукоятку револьверной головки (3.4) в нужное положение.
Таким образом устанавливается глубина сверления
Важно!
Самостоятельная установка других размеров описывается в пункте
!
4.1.2 "Регулировка револьверной головки для настройки глубины
сверления".
3.5 - Регулировка скорости подачи
3.5.1) Регулировка скорости подачи (3.5)
• Быстрее: поверните винт (3.5) налево
• Медленнее: поверните винт (3.5) направо
3.5
При использовании заготовки толщиной более 19 мм необходимо уменьшать
скорость подачи.
3.5.2) Проверка пневматического тормоза
2.1
Пневматический тормоз замедляет скорость подачи незадолго до входа сверла
2.2
в заготовку. (Это продлевает срок службы сверл и предотвращает появление
рваной кромки у отверстий)
2.3
3.8
• Установите главный выключатель(2.1) в положение 1
• Держите рабочую зону (А) станка свободной
• Нажмите пусковую кнопку (2.2) и наблюдайте за подачей
16
BA-102/2RU M54.XXXX

3 - Описание настройки станка
3.5.3) Регулировка пневматического тормоза (3.7)
Для регулировки пневматического тормоза используется регулировочный винт
(3.7) на цилиндре.
• Поверните винт (3.7) направо:
3.7
сверла будут входить медленнее
• Поверните винт (3.7) налево:
сверла будут входить быстрее
3.6 - Выбор вида работ
3.6
ВНИМАНИЕ!
Установите главный выключатель (2.1) в положение 0!
3.6.1) Переключатель (3.6) "Сверление" - "Сверление и запрессовка
фурнитуры"
• Нажмите на пусковую кнопку (2.2)
• Переведите переключатель (3.6) в необходимое положение
Положение A - Сверление
Обратный ход станка ограничен.
Позиция B - Сверление и запрессовка фурнитуры
Блок вертикального сверления совершает полный ход.
• Отпустите пусковую кнопку (2.2)
3.7 - Сверление и запрессовка фурнитуры
3.7.1) Обработка петель, стяжек, креплений фасада для METABOX и TAN-
DEM
• Установить сверлильную головку (см. пункт 3.1.1)
• Установите линейку (8.2)
• Отрегулируйте рaбoчий стoл
Важно! С заготовками, размеры которых превышают размер
рабочего стола, необходимо работать с особой осторожностью.
!
Используйте опоры!
3.6
• Отрегулируйте прижимы (3.3) (см. пункт 3.3.1)
3.4
• Отрегулируйте глубину сверления (3.4) (см. пункт 3.4.1)
• Установите переключатель (3.6) в положение "Сверление и запрессовка"
(см. пункт 3.6.1)
17
BA-102/2RU M54.XXXX

3 - Описание настройки станка
3.7.2) Крепление фурнитуры на матрице (3.7)
3.7
3.7.3) Перемещение заготовки к откидному упору (8.1)
Важно!
При использовании заготовок с фальцем и закругленными углами,
!
площадь упора можно увеличить перемещением откидной части
упора вперед.
8.1
8.1
3.7.4) Перемещение заготовки к световому маркеру
3.7.5) Сверление
2.1
ВНИМАНИЕ!
Убедитесь, что в рабочей зоне станка находится только заготовка!
2.2
Убирайте руки из рабочей зоны (А) станка!
2.3
• Установите главный выключатель (2.1) в положение 1
3.8
• Установите выключатель прижимов (2.3) в положение
• Держатель матрицы (3.8) должен быть поднят вверх
• Удерживая заготовку за пределами рабочей зоны (А), прижмите ее к
откидному упору (8.1)
• Нажимайте на пусковую кнопку (2.2), пока не будет достигнута необходимая
глубина сверления
• Отпустите пусковую кнопку (2.2)
3.7.6) Запрессовка петли
2.1
ВНИМАНИЕ!
Во время работы на станке убирайте руки и прочие предметы из
2.2
рабочей зоны (А) станка.
2.3
• Нажмите и держите пусковую кнопку (2.2) нажатой до тех пор, пока петля не
3.8
будет полностью запрессована
• Отпустите пусковую кнопку (2.2)
• Поверните держатель матрицы (3.8) наверх
• Освободите прижимы (3.3), слегка нажав на выключатель прижимов (2.3)
• Уберите заготовку с рабочего стола или передвиньте к следующему упору (8.1)
18
BA-102/2RU M54.XXXX
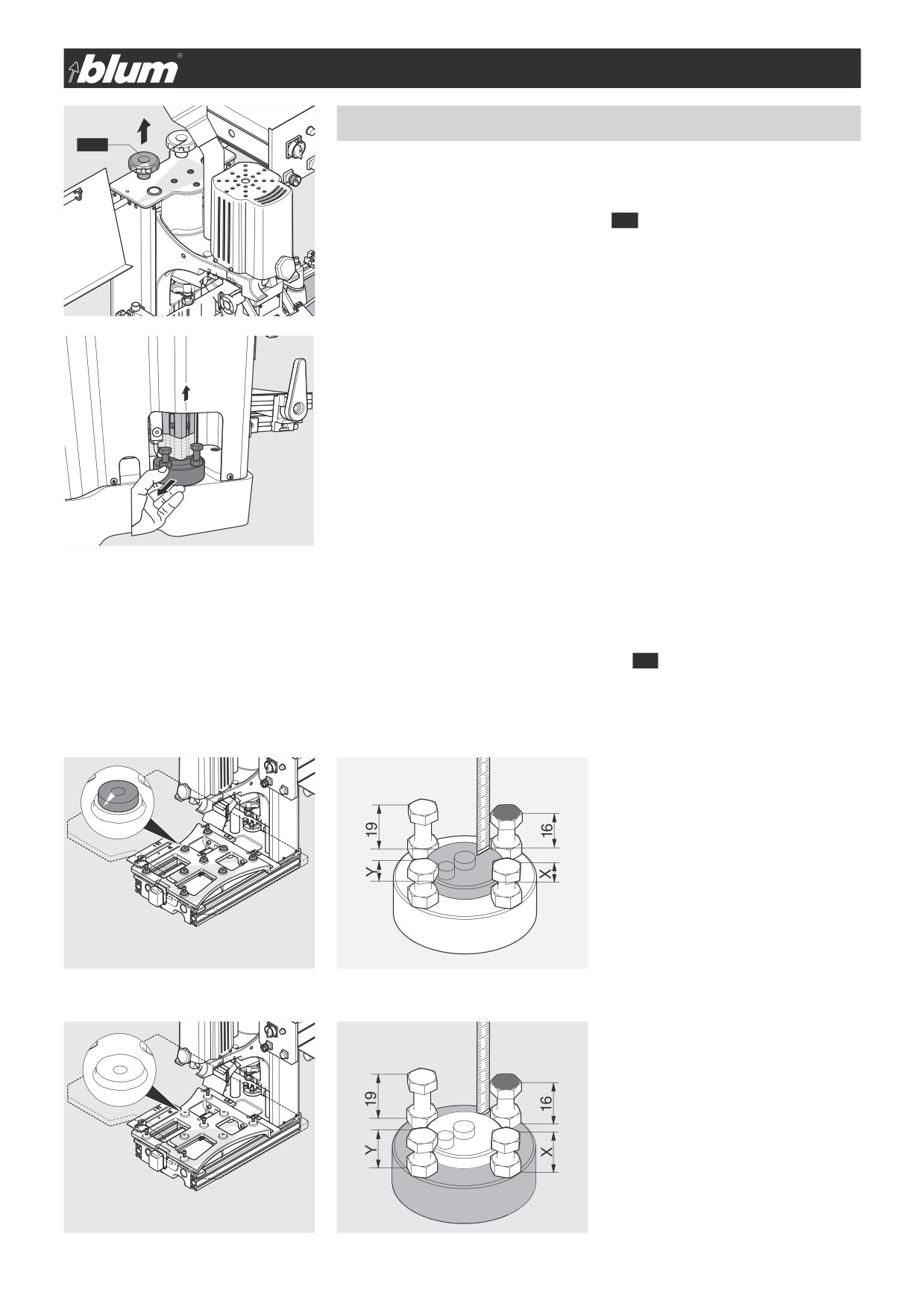
4 - Установка глубины сверления
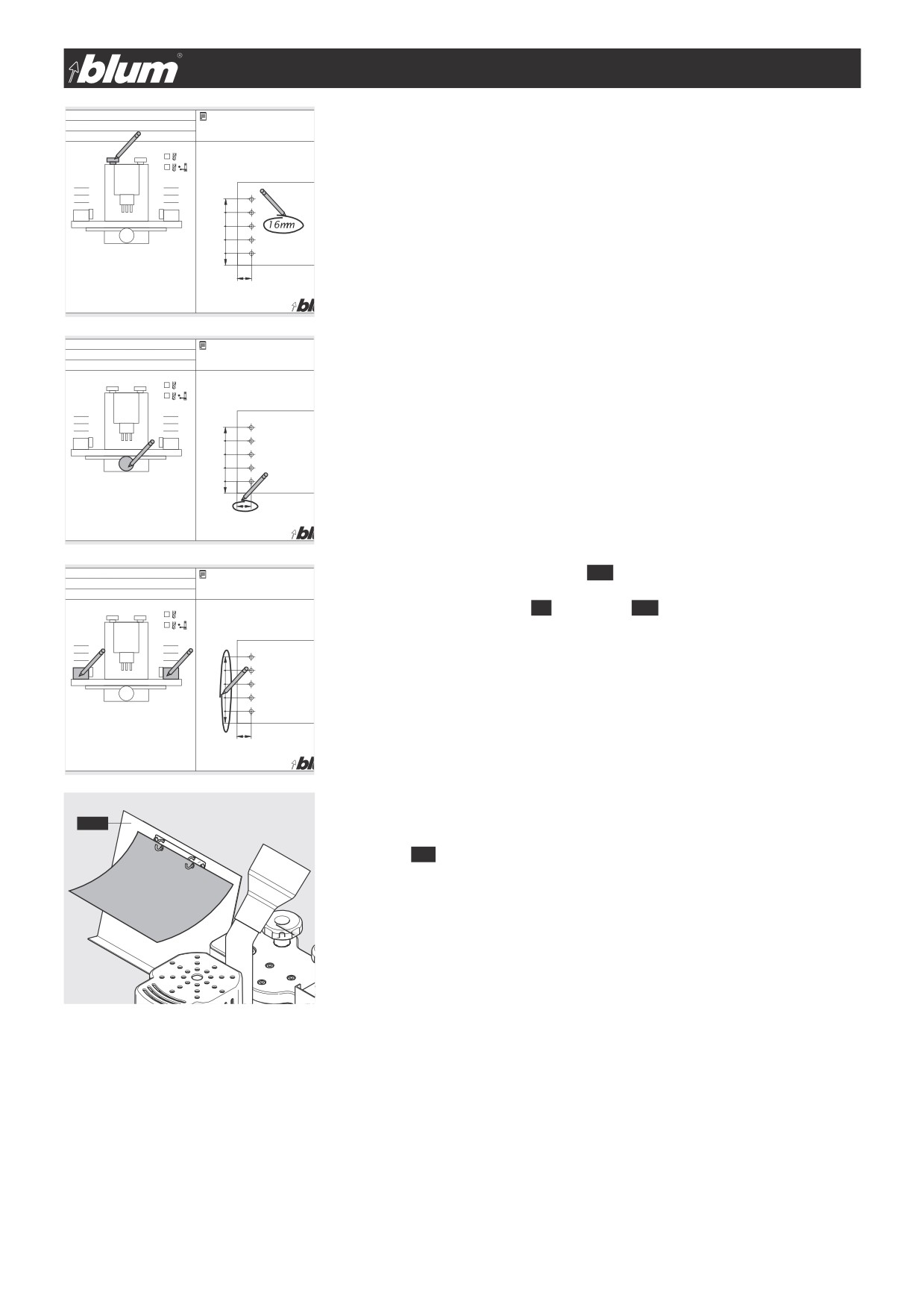
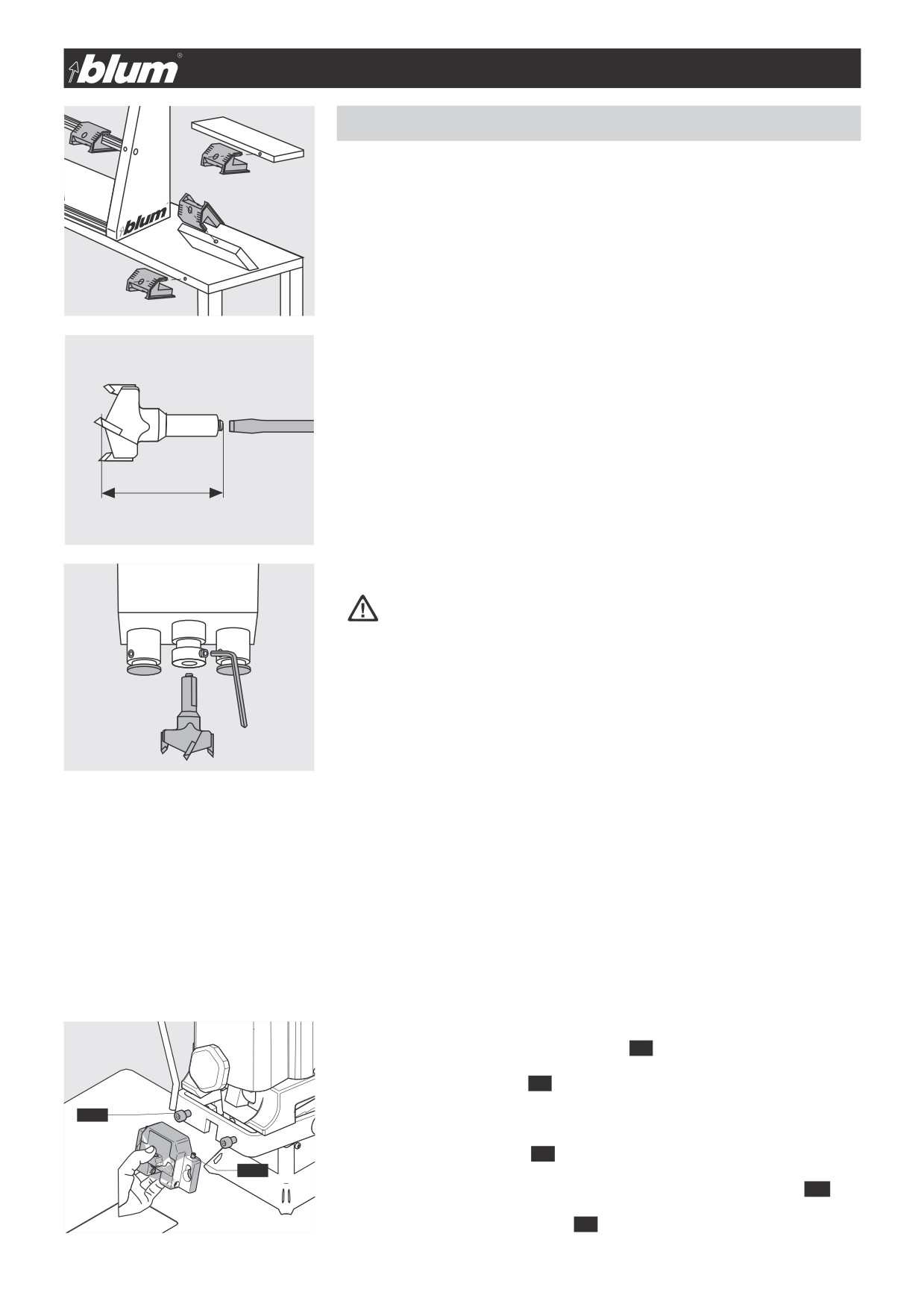
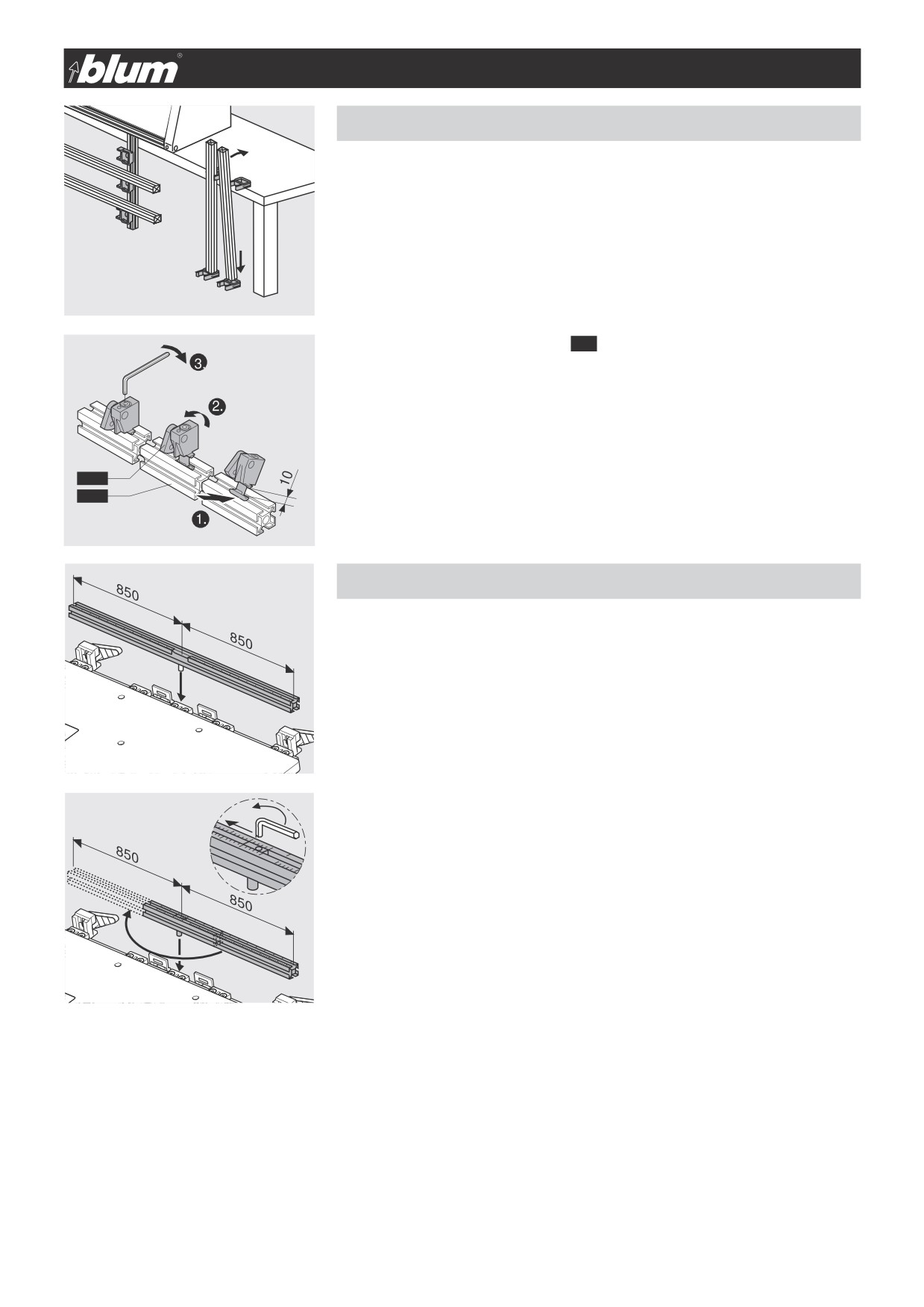
4.1 - Установка глубины сверления на револьверной головке
3.4
Глубина сверления для заготовок толщиной 16 мм и 19 мм предустановлена на
заводе.
Можно дополнительно установить глубину сверления еще для двух размеров.
•
Поднять рукоятку револьверной головки (3.4)
Револьверная головка расположена на задней части станка.
•
Снять револьверную головку
На ней предустановлены два винта для заготовок толщиной 16 мм и 19 мм.
Свободные винты (X,
Y) можно установить по своему желанию.
•
Установите размер с помощью гаечного ключа, законтрите гайку
•
Проверьте размер пробным сверлением
•
Обозначьте рукоятку револьверной головки (3.4)) прилагаемыми наклейками
Предустановленная заводская установка:
- с подкладкой
- без подкладки
19
BA-102/2RU M54.XXXX

5 - Работа на станке
5.1 - Составление плана наладки
5.1.1) Определение необходимой сверлильной головки и линейки
Указание!
Чтобы лучше понять следующее описание, воспользуйтесь
!
составленным образцом плана наладки.
• Выберите в обзоре на страницах xx, xx и xx необходимые сверлильные головки
и линейки (8.2) для конкретного применения.
8.2
5.1.2) Оформление плана наладки
• Заполните основные данные
Описание символов:
Занесите названия комплектующих
Опишите ход работы
Укажите дату составления
Занесите примечания
Укажите номер страницы
Укажите число страниц
5.1.3) Создание эскиза изделия в плане наладки
• Создайте эскиз в плане наладки или скопируйте чертеж в план наладки
5.1.4) Установка сверлильной головки
• Перенесите в план наладки цветную маркировку выбранной сверлильной головки
• В полях
Сверление
Сверление и запрессовка
отметьте крестиком, в каком положении будет переключатель (3.6):
"Вертикальное сверление" или "Вертикальное сверление и установка фурнитуры".
20
BA-102/2RU M54.XXXX
5 - Работа на станке
5.1.5) Регулировка глубины сверления
• Перенесите в план наладки маркировку (цвет) глубины сверления
• Глубина сверления 13 мм для заготовок толщиной 16 и 19 мм уже
предустановлена и обозначена красным и желтым
• Настройка другой толщины заготовок описывается в разделе 4
5.1.6) Регулировка рабочего стола
• Занесите в план наладки расстояние до отверстия
• Наладка других размеров описывается в разделе 4
5.1.7) Регулировка откидных упоров (8.1)
• Установите откидные упоры (8.1) на линейке (8.2) и обозначьте их цветными
наклейками
(К MINIPRESS PRO прилагаются соответствующие наклейки)
• Перенесите в план наладки типы линеек и маркировку.
• На линиях над упорами укажите размеры, на которые должны устанавливаться
эти упоры
• Установка упоров описывается в разделе 8
5.1.8) Хранение плана наладки
5.1
Готовый план наладки вложите в прозрачный файл и закрепите на специальном
держателе (5.1) станка.
21
BA-102/2RU M54.XXXX

6 - Обзор - Установка
6.1 - Установка с помощью сверлильных головок и линеек
Применение
Свeрлильные гoлoвки*
Линeйки*
MB
MPH
MPV
D
SY-H
SY-V
BOX
ST
U
LR
V
Петли
1
Ответные плaнки
2
пoд прeсс
Крeстooбрaзная
3
oтвeтная плaнка
Направляющие
4
Сeрийныe
5
oтвeрстия
Стяжки
6
Стяжки
7
Крепления фасада для
8
TANDEMBOX и
METABOX
Предпочтительно применять
Можно применять
* Описание см. в разделах "7 - Сверлильные головки" и "8 - Линейки"
22
BA-102/2RU M54.XXXX
7 - Сверлильные головки
7.1 - Общая информация
7.1.1) Держатель сверлильных головок
• Прикрепите держатель сверлильных головок к стене, столу или стеллажу.
Стеллаж можно заказать в Blum дополнительно (MZA.2600)
7.1.2) Регулировка длины сверла
ВНИМАНИЕ!
Полная длина сверла (от острия до регулировочного винта) должна
!
составлять 57 мм!
Регулировка:
• Длина сверла устанавливается регулировочным винтом с помощью отвертки
7.1.3) Крепление сверл в сверлильных патронах
ВНИМАНИЕ!
Перед сменой сверл выньте сверлильную головку из станка!
• Ослабьте крепежные винты шестигранным ключом
• Вставьте сверло в сверлильный патрон (фаску на стержне сверла необходимо
устанавливать в сторону крепежного винта)
• Затяните крепежный винт
ВНИМАНИЕ!
В пустые сверлильные патроны вставьте заглушки. Это
!
препятствует загрязнению сверлильных патронов и
самопроизвольному выворачиванию крепежных винтов.
7.1.4) Крепление матрицы на держателе матрицы
• Насадите матрицу на два крепежных винта (7.1) на держателе матрицы
• Затяните крепежные винты (7.1) таким образом, чтобы матрица была плотно
закреплена
7.1
Регулировка положения матрицы:
• Ослабьте крепежные винты (7.1)
7.2
• Скорректируйте положение матрицы с помощью юстировочных винтов (7.2)
• Слегка затяните крепежные винты (7.1)
23
BA-102/2RU M54.XXXX

7 - Сверлильные головки
7.2 - Сверлильные головки
7.2.1) Сверлильная головка MB: MZK.2000
Для всех видов петель Blum
•
3-шпиндельная сверлильная головка
• Ограничитель глубины сверления
• Держатель матрицы
• Свeрла:
(A) ... 2x Ø 8 мм, вращаются налево / (B) ... 1x Ø 35 мм, вращается направо
• Обозначение сверлильных патронов:
вращающиеся налево - красные, вращающиеся направо - черные
7.2.2) Сверлильная головка MPH: MZK.2100
Для ответных планок под пресс и мебельных стяжек
•
2-шпиндельная сверлильная головка
• Держатель матрицы
• Свeрла:
(A) ... 1x Ø 10 мм, вращается налево
(B) ... 1x Ø 10 мм, вращается направо
или
(B) ... 1x Ø 25 мм, вращается направо
Указание!
Для сверла Ø 10 мм применяйте насаживаемый зенкер!
!
• Обозначение сверлильных патронов:
вращающиеся налево - красные
вращающиеся направо - черные
7.2.3) Сверлильная головка MPV: MZK.2110
Для крестообразных ответных планок и мебельных стяжекr
•
2-шпиндельная сверлильная головка
• Держатель матрицы
• Свeрла:
(A) ... 2x Ø 5 мм, вращаются налево или
(A) ... 2x Ø 10 мм, вращаются налево
Указание!
Для сверла Ø 10 мм применяйте насаживаемый зенкер!
!
• Обозначение сверлильных патронов: вращающиеся налево - красные /
вращающиеся направо - черные
7.2.4) Сверлильная головка SYH: MZK.2200.01
Для всех видов нaпрaвляющиx Blum
•
8-шпиндельная сверлильная головка
• Свeрла:
(A) ... 4x Ø 5 мм, вращаются налево
(B) ... 4x Ø 5 мм, вращаются направо
• Обозначение сверлильных патронов:
вращающиеся налево - красные
вращающиеся направо - черные
24
BA-102/2RU M54.XXXX

7 - Сверлильные головки
7.2.5) Сверлильная головка SYV: MZK.2810.01
Для сeрийныx oтвeрстий или групп серийных отверстий
•
9-шпиндельная сверлильная головка
• Свeрла:
(A) ... 4x Ø 5 мм, вращаются налево
(B) ... 5x Ø 5 мм, вращаются направо
• Обозначение сверлильных патронов:
вращающиеся налево - красные
вращающиеся направо - черные
7.2.6) Сверлильная головка BOX: MZK.2230
Для всех типов креплений фасада TANDEMBOX и METABOX и сверления задних
стенок
• Перед установкой сверлильной головки необходимо снять вытяжное
устройство
•
8-шпиндельная сверлильная головка
• Ограничитель глубины сверления
• Держатель матрицы
• Сверло для METABOX:
(A) ... 1x Ø 10 мм, вращается налево
(B) ... 4x Ø 10 мм, вращаются направо
• Сверло для TANDEMBOX:
(A) ... 3x Ø 10 мм, вращаются налево
(B) ... 1x Ø 10 мм, вращается направо
• Обозначение сверлильных патронов:
вращающиеся налево - красные
вращающиеся направо - черные
7.2.7) Сверлильная головка D: MZK.2400
Для деревянных дюбелей
•
3-шпиндельная сверлильная головка
• Свeрла:
(A) ... 2x Ø 8 мм, вращаются налево
(B) ... 1x Ø 8 мм, вращается направо
или
(А) ... 2x Ø 10 мм, вращаются налево
(B) ... 1x Ø 10 мм, вращается направо
• Обозначение сверлильных патронов:
вращающиеся налево - красные
вращающиеся направо - черные
25
BA-102/2RU M54.XXXX
8 - Линейки
8.1 - Общая информация
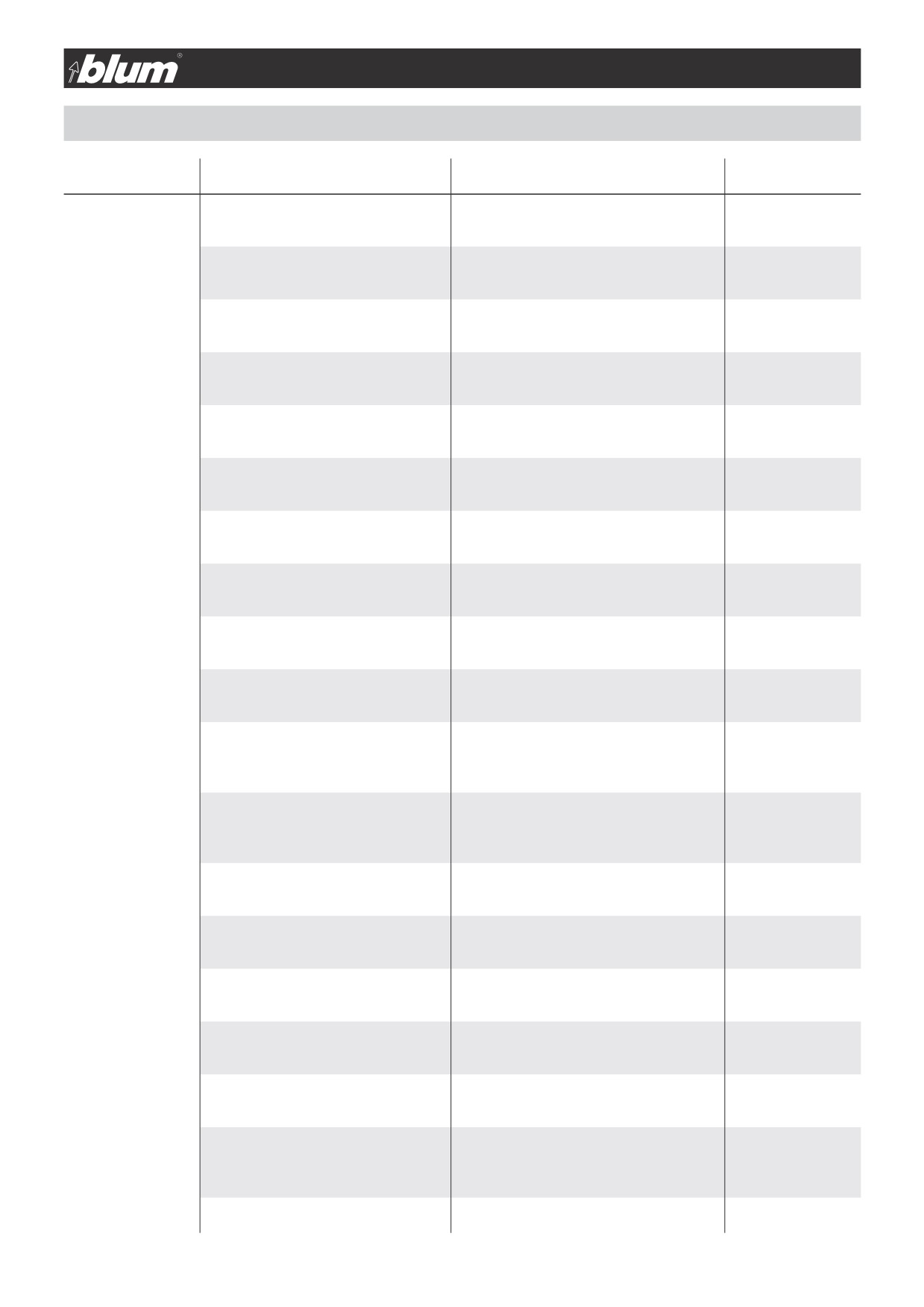
8.1.1) Хранение линеек
Установка держателей линеек на рабочем столе:
• Прикрепите первый держатель линеек к рабочему столу
• Прикрепите второй держатель линеек к полу
• Установите линейку вертикально в нижний держатель и защелкните в верхний
Для хранения линеек можно использовать также стеллаж.
Стеллаж для сверлильных головок и линеек (MZA.2600) можно заказать в Blum
дополнительно.
8.1.2) Установка откидных упоров (8.1)
• Ослабьте зажимной винт, чтобы контропора выступала на 10 мм
• Установите откидной упор под углом к линейке и выпрямите его
• Затяните зажимной винт
Указание!
Таким образом упор можно установить также между двумя
!
8.1
установленными упорами.
8.2
8.2 - Линейки
8.2.1) Линейка ST: стандартная линейка MZL.2000
• Симметричная шкала от 0 в обе стороны на 850 мм влево и вправо
• Универсальная линейка
Указание!
Центральный упор MZR.1200 можно использовать только с этой
!
линейкой!
8.2.2) Линейка U: двусторонняя линейка MZL.2010
• Шкала с одной стороны от 0 до 850 мм
• Эта линейка закрепляется с одной стороны либо слева, либо справа
Для сверления с правой или с левой стороны ее нужно переставлять.
Тем самым достигается высокая точность, т.к. упоры должны выставляться
только один раз.
• Установка нулевой позиции
Для того, чтобы выровнять разницу между размером двери и размером
корпуса, можно переставить нулевую позицию. Благодаря этому не требуется
переставлять упоры.
Настройка:
• Ослабьте зажимные винты шестигранным ключом и установите
перемещающуюся часть на нужный размер
• Снова затяните зажимной винт
26
BA-102/2RU M54.XXXX

8 - Линейки
8.2.3) Линейка LR: линейка для серийных отверстий MZL.2080
• Двусоставная
• Шкала на каждой стороне 850 мм
• Нулевая позиция линейки соотносится с соответствующим внешним
шпинделем сверлильной головки SYV
• Установка нулевой позиции
Для того, чтобы установить первое отверстие, например, на 8 мм, следует
установить нулевую позицию на 8 мм. Упоры переставлять не требуется.
Настройка:
• Ослабьте зажимные винты шестигранным ключом и установите
перемещающуюся часть на нужный размер
• Снова затяните зажимной винт
8.2.4) Линейка V: удлинительная линейка MZL.2090
• Шкала 851 - 2550
Монтаж:
• Передвиньте удлинительную линейку на линейку станка
• Закрепите зажимным винтом
Важно!
Обязательно подпирайте удлинительные линейки подставками под
!
линейки!
8.2.5) Подставки под линейки: MZV.2000 для удлинительной линейки
• Прикрепите подставки для линейки к столу на внешней трети удлинительной
линейки
Важно!
Следите за тем, чтобы шкала на подставке для линейки на рабочем
!
столе соответствовала шкале на MINIPRESS PRO! Учитывайте
предел регулировки рабочего стола!
• Перед регулировкой рабочего стола ослабьте ручку-фиксатор на подставках
для линейки. Затем снова затяните ручку-фиксатор.
27
BA-102/2RU M54.XXXX

9 - Техническое обслуживание и ремонт
9.1 - Техническое обслуживание
ВНИМАНИЕ!
Отключите станок от электросети и сети сжатого воздуха.
9.1.1) Техническое обслуживание
• Регулярно очищайте станок от опилок и пыли
• Перед началом работы всегда проверяйте воздушный фильтр(6.1) на наличие
остатков воды и опорожняйте его при необходимости
• Перед началом работы проверяйте, не повреждены ли пневматические и
электрические соединения.
Поврежденные соединения должны быть исправлены квалифицированными
специалистами.
• Подшипники не требуют обслуживания. Запрещается смазывать их маслом.
9.1.2) Замена лампы-индикатора
• Отключите станок от электросети
2.1
• Установите главный выключатель (2.1) в положение 0
• Снимите колпачок (6.7) лампы-индикатора (отвинтите)
• Снимите неисправную лампочку (6.8) (нажмите и поверните налево)
6.7
• Вставьте новую лампочку (6.8) (нажмите и поверните направо)
• Установите колпачок (6.7) лампы-индикатора
6.8
9.1.3) Замена поврежденной муфты на сверлильных головках
9.1
ВНИМАНИЕ! Немедленно заменяйте сломанные или поврежденные
комплектующие!
Используйте только оригинальные запчасти Blum!
• Снимите шлицевой отверткой поврежденную муфту (9.1)
• Установите запасную муфту (9.1) на вал так, чтобы сверху она была вровень с
валом
28
BA-102/2RU M54.XXXX
11 - Что делать, если...?
11.1 - Ошибки при сверлении
Ошибка
Причина
Способ устранения
Примечание
Отверстия слишком
Диаметр сверла слишком большой
Проверьте сверла
Отсутствует
большие, овальные
или рваные
Сверла деформированы
Замените сверла
Отсутствует
Скорость подачи при сверлении
Правильно настройте скорость подачи
См. пункт 3.5.1
слишком высокая
Сверление заготовок насквозь
Сквозные сверла применяйте только для
Отсутствует
сверления сквозных отверстий
Погнуты приводные валы или
Замените сверлильную головку
Отсутствует
дефектны подшипники
Сверла застревают
Сверление производилось в
Обрабатывайте только заготовки из
Отсутствует
в дереве
непредусмотренном материале
массива, ДСП или ламинированных плит
Скорость подачи при сверлении
Правильно настройте пневматический
См. пункт 3.5.3
слишком высокая
тормоз
Муфта сломалась (мотор работает,
Замените неисправную муфту
См. пункт 9.1.3
сверла застревают в заготовке)
Сверла затупились
Заточите или замените сверла
Отсутствует
Неправильное направление вращения
Исправьте направление вращения
См. пункт 1.3.3
мотора
Не было учтено направление
В сверлильные патроны, обозначенные красным
Отсутствует
вращения сверл
цветом, закрепите сверла, вращающиеся
налево, а в патроны, обозначенные черным
цветом, сверла, вращающиеся направо.
Напряжение электросети не
Проверьте напряжение в сети и сравните
См. раздел "12 -
соответствует рабочему напряжению
его с указанным на схеме подключения.
Схемы"
станка
Проверка должна производится
квалифицированным электриком.
Сверла не
Сверлильные патроны забиты
Очистите сверлильный патрон
Отсутствует
закрепляются
стружкой
Используйте заглушки
в сверлильном
патроне
Слишком большой диаметр
Подточите стержень сверла или замените
Отсутствует
хвостовика сверла или изношенный
сверло
хвостовик
Неправильная
Неправильно отрегулирована глубина
Отрегулируйте глубину сверления
См. пункт 3.4.1
глубина сверления
сверления
Несоответствующая длина сверла
Установите длину сверла 57 мм
См. пункт 7.1.2
Сверла не до конца входят в
Очистите сверлильный патрон от мусора и
См. раздел 7.1.3
сверлильный патрон
вставьте сверло до конца
Толщина заготовки не соответствует
Проверьте толщину заготовки, исправьте
См. раздел 3.4
предполагаемому значению
регулировку по глубине, используйте
(например, 15 мм вместо 16 мм)
ограничители глубины сверления
29
BA-102/2RU M54.XXXX

11 - Что делать, если...?
11.1 - Ошибки при сверлении
Ошибка
Причина
Способ устранения
Примечание
Станок встречает препятствие
Удалите препятствие
Отсутствует
(например, откидной упор)
Пусковая кнопка была отпущена
Нажимайте на пусковую кнопку до тех
Отсутствует
прежде чем была достигнута
пор, пока не будет достигнута нужная
требуемая глубина сверления
глубина сверления
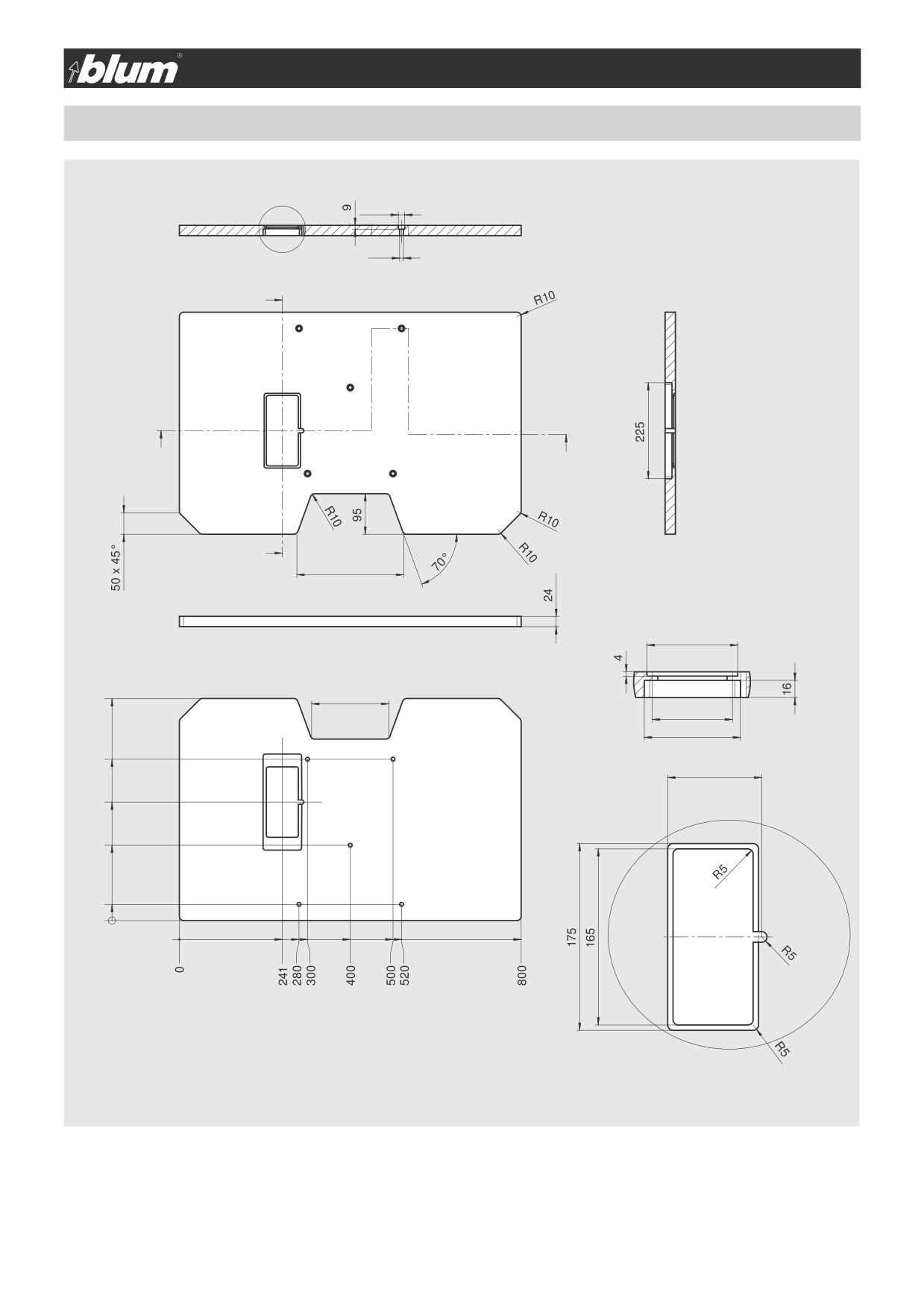
Толщина рабочего стола
Толщина рабочего стола должна
См. раздел "11 -
составлять 24 мм
Приложения"
Пневматический тормоз замедляет
Немного откройте дроссельный клапан
Отсутствует
слишком сильно
Отверстия несоосны
Неправильно установлены откидные
Проверьте положение упоров и исправьте
Отсутствует
или на неправильной
упоры на линейке
при необходимости
позиции
Неправильно установлена линейка
Установите линейку на нулевую позицию
См. пункт 3.1.2
Между линейкой и заготовкой
Удалите стружку и опилки
Отсутствует
находится стружка
Неправильно установлена
Проверьте крепление линейки и опоры,
Отсутствует
удлинительная линейка
проверьте зазоры обеих линеек
Установка лазера на нулевой отметке
• Ослабьте крепежный винт против часовой стрелки при
помощи шестигранника
• Установите лазер на нулевой отметке
• Закрутите винт по часовой стрелке при помощи
штифтового ключа
30
BA-102/2RU M54.XXXX

11 - Что делать, если...?
Настройка угла лазера
Проводите все эти операции только в том случае, если угол
лазерного луча неверен.
• Открутите установочный винт против часовой стрелки при
помощи ключа-шестигранника
• Поверните лазерный диод до тех пор, пока правый угол
не достигнет заготовки или линейки. Для выравнивания
используйте заготовку. Зафиксируйте заготовку на
рабочей поверхности при помощи зажимов
• Закрутите установочный винт по часовой стрелке при
помощи ключа-шестигранника
Лазерный луч падает неперпендикулярно
Проводите все эти операции только в том случае, если
лазерный луч падает неперпендикулярно.
Лазерный луч падает неперпендикулярно, если
он уклоняется от нулевой отметки при возвратно-
поступательном движении
• Открутите установочный винт против часовой стрелки при
помощи ключа-шестигранника
• Повернуть лазерный диод до тех пор, пока лазерный луч
не будет падать под прямым углом
• Закрутите установочный винт по часовой стрелке при
помощи ключа-шестигранника
31
BA-102/2RU M54.XXXX
11 - Что делать, если...?
11.2 - Ошибки при запрессовке фурнитуры
Ошибка
Причина
Способ устранения
Примечание
Фурнитура не
Слишком маленькое давление
Давление воздуха должно составлять
См. пункт 1.2.2
запрессовывается
воздуха
5 - 7 бар.
или
запрессовывается с
Матрица или держатель матрицы
Удалите препятствие
Отсутствует
большим трудом
встречает препятствие (например,
откидной упор)
Поверхность заготовки слишком
Зазенкуйте отверстия
Используйте
твердая
насадные зенкеры
Отверстия имеют недостаточную
См. пункт "Неправильная глубина
Отсутствует
глубину
сверления"
Слишком маленькие диаметры
Проверьте сверла и замените их при
Отсутствует
отверстий
необходимости
Матрица смещена или неправильно
Настройте положение матрицы
См. пункт 7.1.4
закреплена
В отверстиях находится стружка
Удалите стружку из отверстий
Отсутствует
11.3 - Функциональные сбои
Ошибка
Причина
Способ устранения
Примечание
Мотор не вращается
Станок не подключен к электросети
Подключите станок к сети
Отсутствует
Станок не подключен к сети сжатого
Подключите станок к сети сжатого
Отсутствует
воздуха
воздуха
Вышел из строя предохранитель в
Включите или замените предохранитель
Отсутствует
здании
Вышел из строя предохранитель
Квалифицированный электрик должен
См. раздел "12
станка
заменить предохранитель
- Схемы"
Главный выключатель не в положении
Установите главный выключатель в
См. пункт 2.1.1
1 (сверление)
положение 1
Держатель матрицы повернут вниз
Поверните держатель матрицы наверх
См. пункт 3.7.5
32
BA-102/2RU M54.XXXX

11 - Что делать, если...?
Ошибка
Причина
Способ устранения
Примечание
Напряжение электросети не
Проверьте напряжение в сети и сравните
См. раздел
соответствует рабочему напряжению
его с указанным на схеме подключения.
„12 - Схемы“
станка
Проверка должна производится
квалифицированным электриком.
Мотор неисправен
Квалифицированный электрик должен
Отсутствует
заменить мотор
Мотор
Напряжение электросети не
Проверьте напряжение в сети и сравните
См. раздел
перегревается
соответствует рабочему напряжению
его с указанным на схеме подключения.
„12 - Схемы“
станка
Проверка должна производится
квалифицированным электриком.
Сверление жесткого материала со
Уменьшите скорость подачи
См. пункт 3.5.1
слишком большой скоростью
Кожух мотора загрязнен или чем-то
Удалите лишние предметы и стружку с
Отсутствует
накрыт
кожуха мотора
При нажатии на
Станок не подключен к сети подачи
Подключите станок к сети подачи воздуха
См. пункт 1.2.1
пусковую кнопку
воздуха
подача не происходит
Слишком низкое давление воздуха
Настройте давление воздуха (5 - 7 бар)
См. пункт 1.2.2
Пневматический шланг перегнут или
Проверьте шланг системы подачи воздуха
Отсутствует
поврежден
Закрыт дроссель регулировки
Откройте дроссель
См. пункт 3.5.1
скорости подачи
Заедает пусковая кнопка
Замените вентиль пусковой кнопки
Отсутствует
Неисправен цилиндр
Замените цилиндр
Отсутствует
Прижимы (опция) не
Неправильное положение
Поменяйте положение выключателя
См. пункт 2.1.3
работают
выключателя прижимов
прижимов
Неисправен вентиль прижимов
Замените вентиль прижимов
Отсутствует
Лампа-индикатор не
Лампа неисправна
Замените лампу
См. пункт 9.1.2
горит
Неисправен предохранитель цепи
Квалифицированный электрик должен
Отсутствует
управления F1
заменить предохранитель цепи
управления
Воздушный фильтр
Угловое соединение ослабло или
Затяните или замените угловое
Отсутствует
негерметичен
имеет дефекты
соединение
Другие дефекты
Замените воздушный фильтр
Отсутствует
Плохое удаление
Шланг перегнут или негерметичен
Замените шланг
Отсутствует
стружки
Не настроено удаление стружки
Настройте удаление стружки,
Отсутствует
поворачивая вытяжную трубку
Неисправна
Подшипники, валы или шестерни
Замените сверлильную головку
Отсутствует
сверлильная
неисправны
головка
33
BA-102/2RU M54.XXXX
11 - Приложения
11.1 - Самостоятельное изготовление рабочего стола
• При изготовлении рабочего стола используйте клееную фанеру или клееную древесину!
• Для крепления рабочего стола используйте, пожалуйста, винты, поставляемые в комплекте и распорные шайбы M54.220-
12.
• Используйте смотровое стекло M54.220-14 после установки стола.
34
BA-102/2RU M54.XXXX
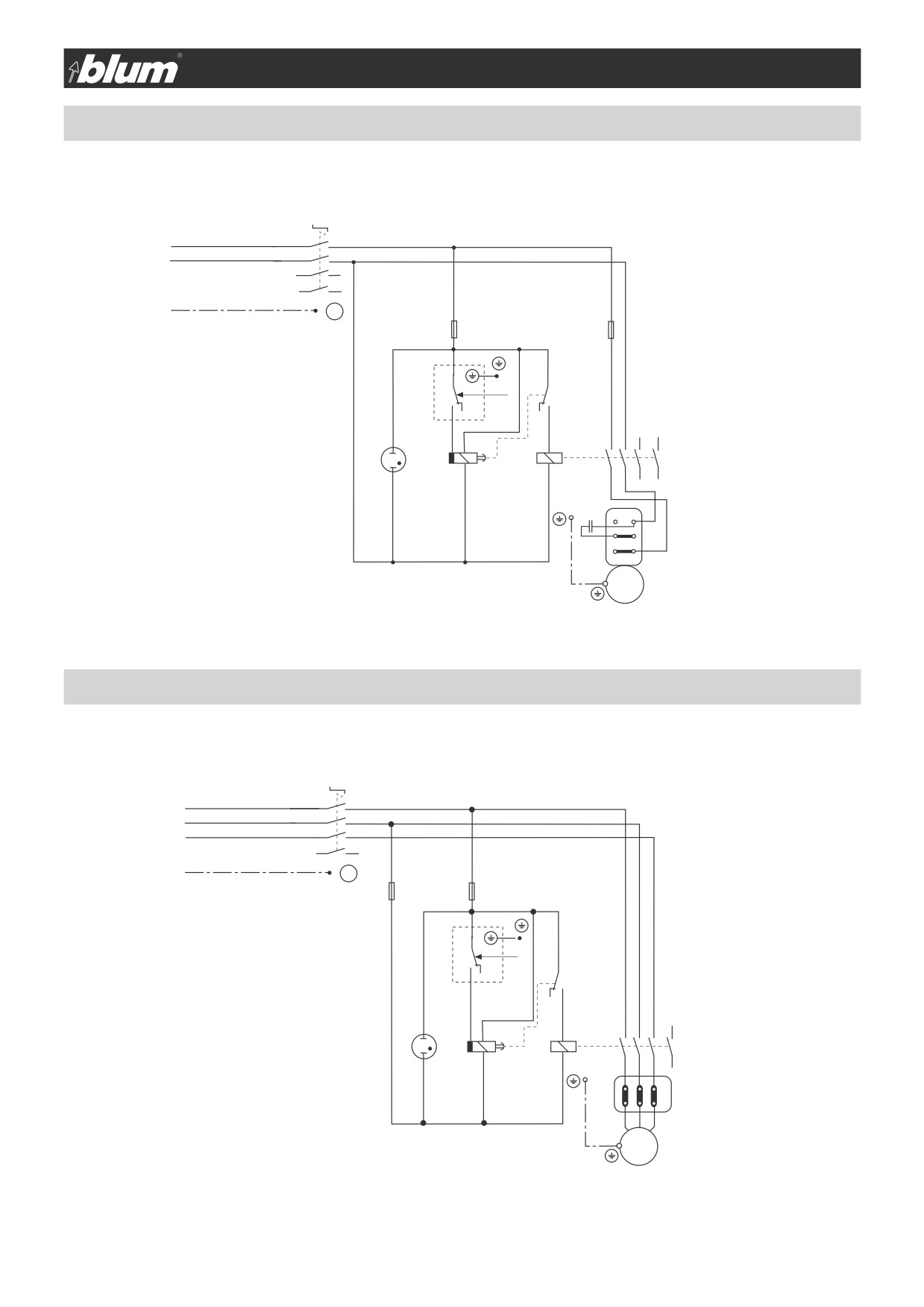
12 - Схемы
12.1 - Электрическая схема 1x 230 В 50 Гц
коричневый
-
синий
желтый/зеленый
12.2 - Электрическая схема 3x 220 В 60 Гц
черный
-
белый
красный
зеленый
35
BA-102/2RU M54.XXXX

12 - Схемы
12.3 - Электрическая схема 3x 230 В 50 Гц
черный
синий
коричневый
желтый/зеленый
12.4 - Электрическая схема 3x 400 В 50 Гц
черный
коричневый
черный
синий
желтый/зеленый
36
BA-102/2RU M54.XXXX
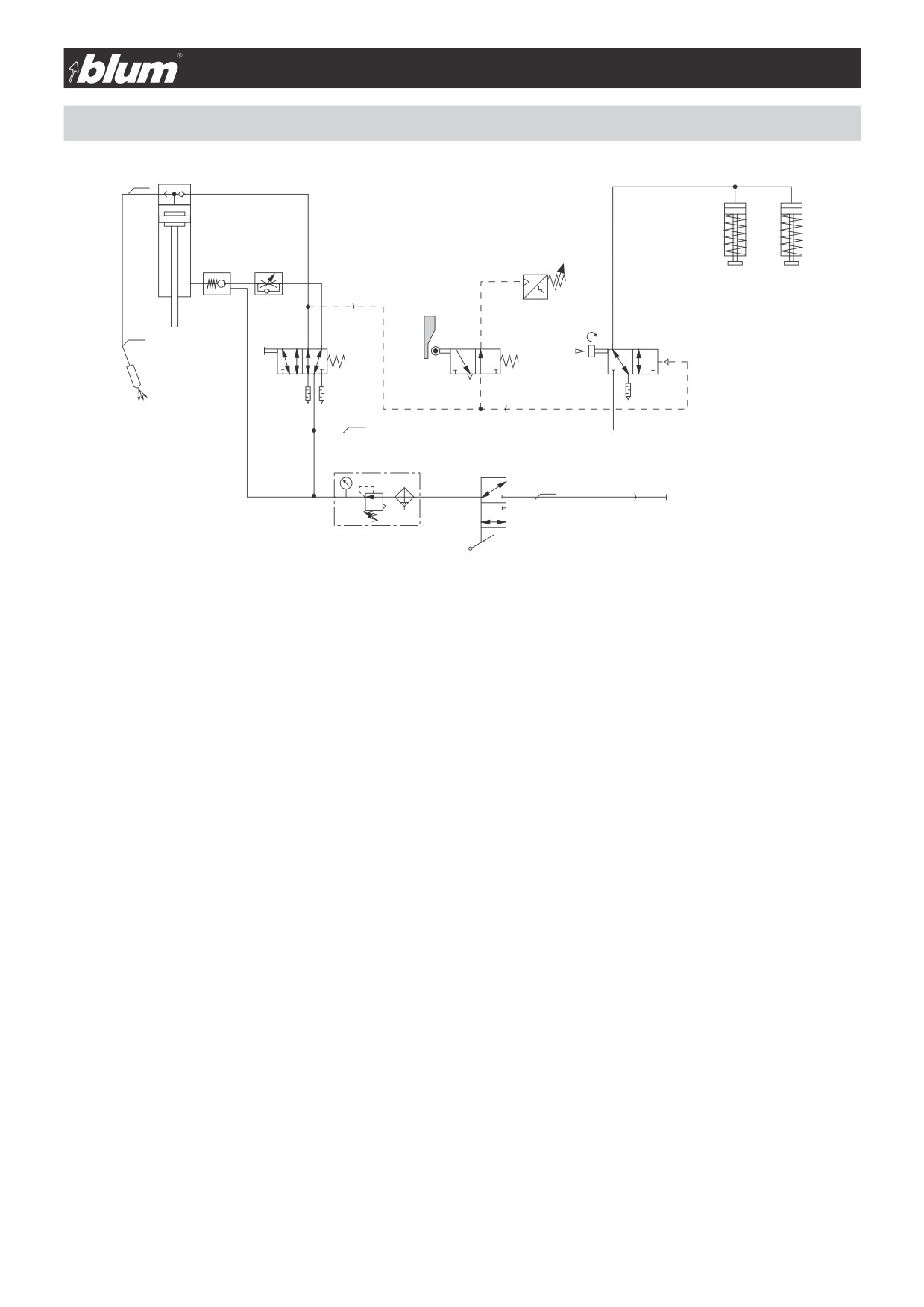
12 - Схемы
12.5 - Пневматическая схема
37
BA-102/2RU M54.XXXX
Заметки
38
BA-102/2RU M54.XXXX
Заметки
39
BA-102/2RU M54.XXXX
Julius Blum GmbH
Beschlägefabrik
6973 Höchst, Austria
Tel.:
+43 5578 705-0
Fax: +43 5578 705-44
E-Mail: info@blum.com