Freelander Body Repair Manual - part 65
PANEL REPAIRS
PROCEDURES
3
PANEL REPLACEMENT PROCEDURE
This procedure is designed to explain the basic
panel removal and replacement method. The main
criterion in removal and replacement of body panels
is that the original standard is maintained as far as
possible. While individual repairs will differ in detail,
this procedure has been devised placing emphasis
on ease of repair and the elimination of unnecessary
work.
Body panels are being increasingly manufactured in
high strength steels to meet design requirements for
safety and weight saving. As panels in high strength
steels cannot be visually identified, and as they are
more sensitive to excess heat than panels
manufactured from low carbon steel, it is advisable
that the following procedure be observed at all
times.
Remove panel
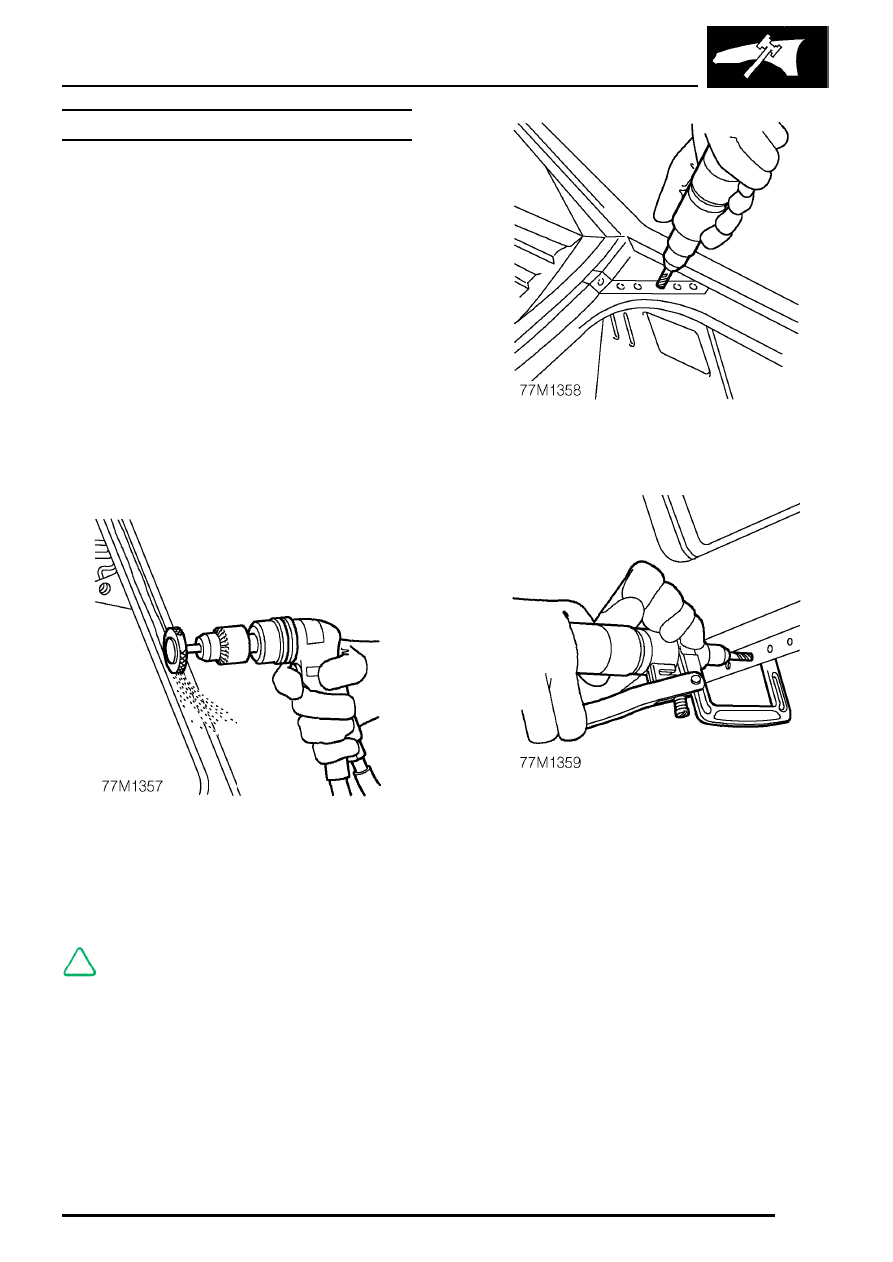
1. Expose resistance spot welds. For those spot
welds which are not obviously visible, use a
rotary impregnated wire brush fitted to an air
drill, or alternatively a hand held wire brush.
NOTE: In wheel arch areas it may be
necessary to soften underbody coating,
using a hot air gun, prior to exposing spot
welds.
2. Cut out welds using a cobalt drill.
3. Alternatively, use a clamp-type spot weld
remover.