Index Land Rover Land Rover Discovery 2 - service manual 1999 year
Search
Content .. 278 279 280 281 ..
Discovery 2. Manual - part 280
CORROSION PREVENTION AND SEALING
SEALING 77-4-15
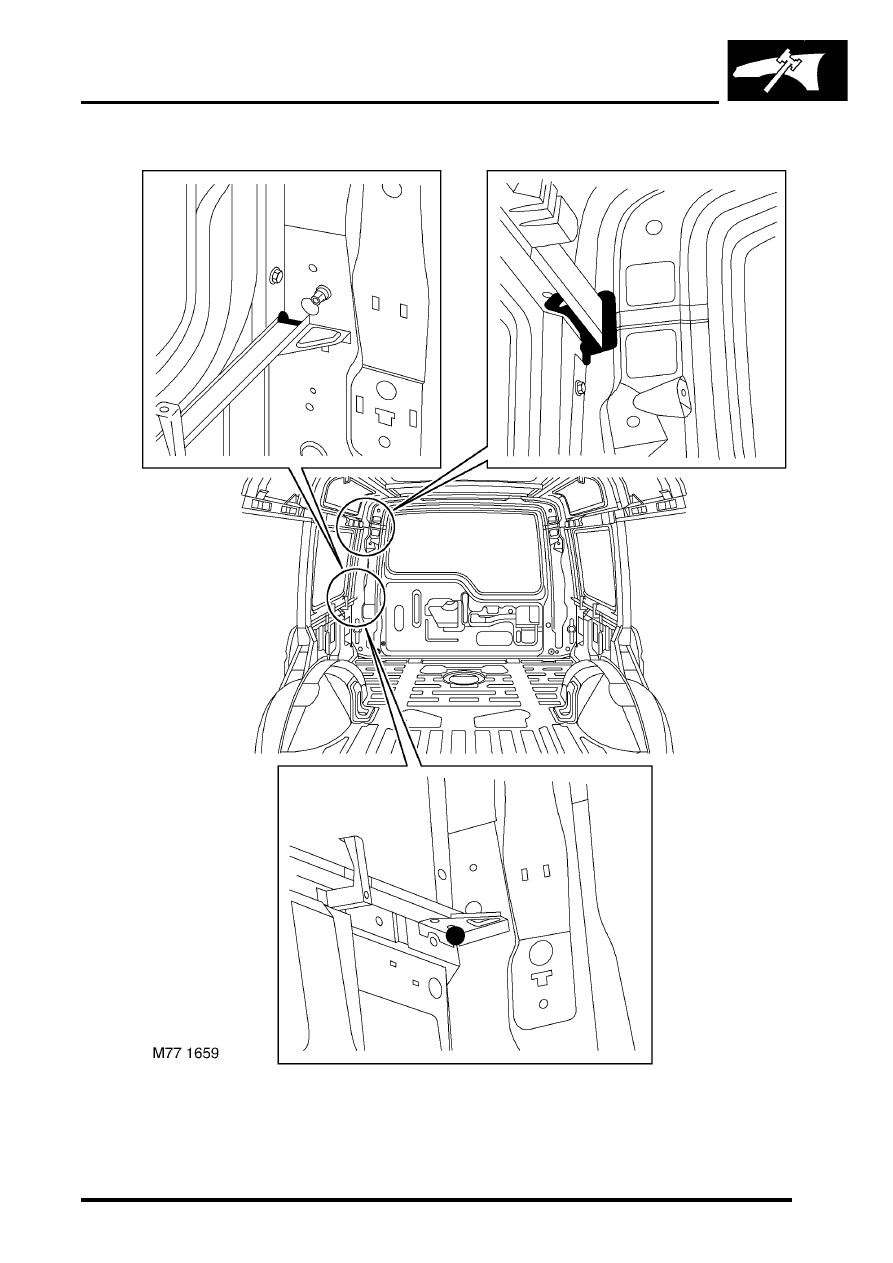
Putty
Putty location - vehicle interior