Discovery 2. Manual - part 162
REAR AXLE
OVERHAUL
51-11
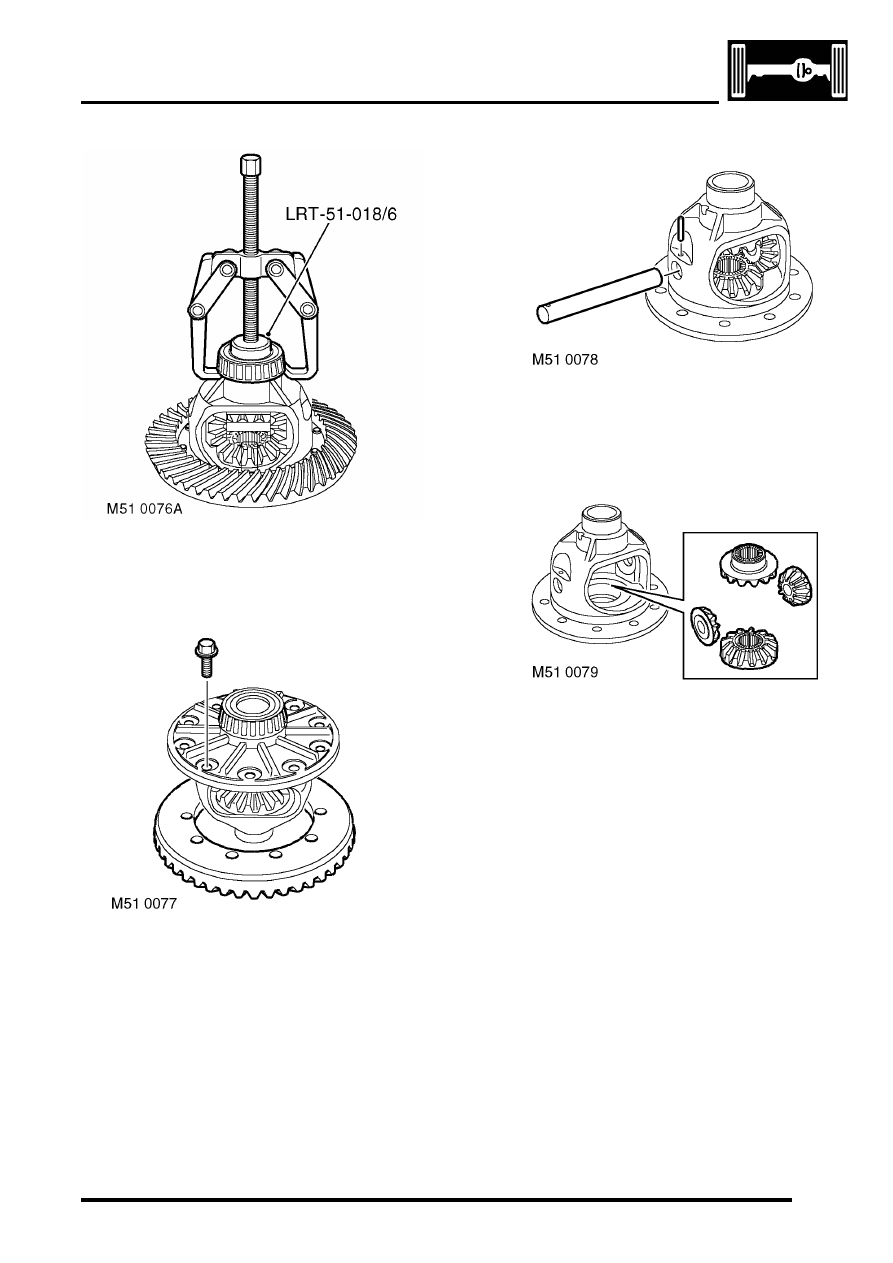
16. Using a two legged puller and LRT 51-018/6,
remove the differential bearings.
17. Secure the crown wheel assembly in a vice.
18. Remove and discard 10 bolts securing the
crown wheel to carrier.
19. Carefully remove the crown wheel from the
carrier.
20. Remove and discard roll pin securing carrier
cross shaft and remove cross shaft.
21. Rotate gears to the open part of carrier and
remove planet gears.
22. Remove sun gears.