Defender 90 / 110 / 130. Manual - part 168
DEFENDER
ENGINE
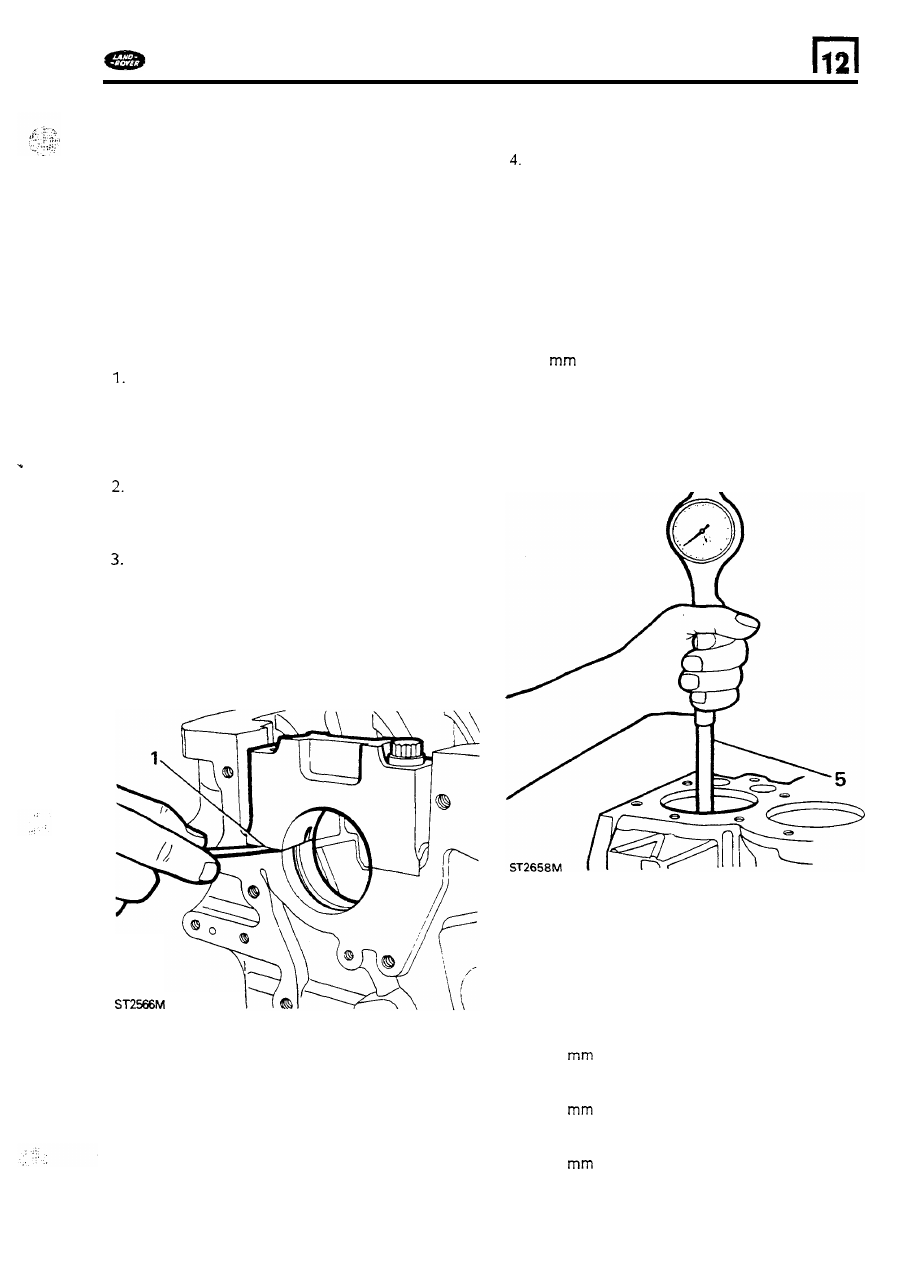
5 .
Lift-out the crankshaft either by hand
or hoist.
If
a hoist is used be
sure
to
insert adequate
protection between the sling and joumals
to
avoid damage.
6 .
Remove the mainbearing upper shells from the
cylinder block.
7.
Remove the two thrust washers from each side
of the centre bearing location.
8.
Remove the four cylinder lubrication, jet tubes.
CYLINDER BLOCK
INSPECTION
AND
OVERHAUL
Inspection
Degrease the cylinder block and carry o u t a
thorough visual examination checking
for
cracks and damage. To check each main
bearing cap and its location on the cylinder
block, fit the bearing caps without the bearing
shells.
Fit the bolts and tighten to the correct torque,
then remove o n e bolt from each bearing cap
and check with a feeler gauge that n o
clearance exists at the joint face as illustrated.
A
clearance indicates either a bent bolt,
damaged dowl, distortion
of the caps o r block,
o r
that the cap has been filed or machined in
an attempt t o reduce any clearance d u e t o
wear in the bearings. Main bearing caps are
not available separately from the cylinder block
therefore any clearance should be investigated
and rectified or the block renewed.
Cylinder bores
Measure the cylinder bores
for ovality, taper
and general wear, using any suitable
equipment. However, an inside micrometer
is
best
for checking ovality and a cylinder gauge
for taper. Check the ovality
of each bore by
taking measurement at the t o p of t h e cylinder
just below the ridge at two points diametrically
opposite.
5. The difference between the
two
figures
is the
ovality at the t o p
of
the bore. Similar
measurements should b e made approximately
50
(2.0
ins) up from the bottom
of the
bore
so
that t h e overall ovality may
be
determined. The taper
of each cylinder is
determined by taking measurements at the t o p
and bottom
of each bore at right angles
to the
gudgeon pin line, the difference between the
two
measurements is the taper.
n
To
establish maximum overall
bore wear, take
measurements at as many points as possible
down the bores at right angles t o the gudgeon
pin line. The largest recorded figure
is the
maximum wear and should b e compared with
the original diameter
of the cylinder bore.
Maximum permissible ovality
0,127
(0.005
in).
Maximum permissible taper
0,254
(0.010 in).
Maximum permissible overall wear
0,177
(0.007 in).
51