Defender 90 / 110 / 130. Manual - part 71
F
I
V
E
SP
EED GEARBO
X
.
.
142. O n early models: With the aid of a suitable press,
fit the fifth gear, collar and new circlip to the
layshaft.
Later
models:
Fit the fifth gear to the layshaft
using a suitable press and loosely fit a
NEW
special n u t . T o tighten the nut, hold t h e gearbox
firmly in a Vice and
necessary use
a flange
holding wrench to restrain the gearbox. Tighten
the nut to 204 to 231
(150 to 170
ft).
To
prevent damage to the adjacent bearings when
deforming the nut locking collar, support the fifth
gear with a block
of
timber. Using a round nose
punch carefully form the collar into the layshaft
grooves, as illustrated.
.
...
,
143. Locate assembly horizontally
in a
or suitablc
jig.
144. Fit
fifth
speed washer,
roller bearing, gear and
cone to the mainshaft.
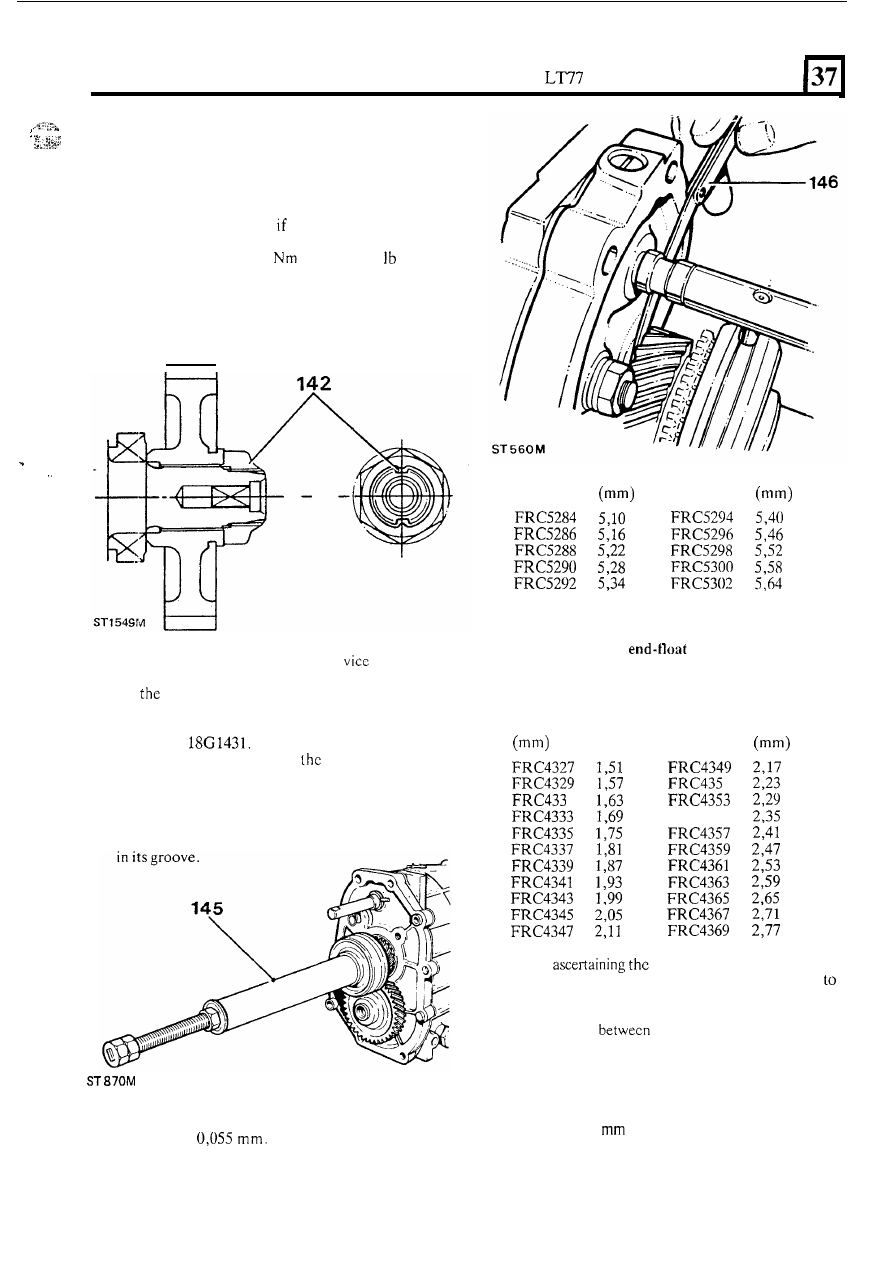
145. Press
fit
fifth
gear synchromesh hub assembly
using tool
Fit
a dummy spacer with an
oversize bore
to
ascertain
correct spacer to
provide the specified clearance on the fifth gear.
When fitting, care must be taken to ensure the
hub assembly and selective spacer are NOT
pushed too far on the mainshaft. Only fit with
sufficient clearance to allow the circlip to engage
146. Measure t h e clearance between the front spaccr
and fifth gear (driven), which should be between
0,005 and
Select the appropriate
spacer to provide the aforementioned clearance.
Part No.
Thickness Part
No.
Thickness
147. Fit the correct selective spacer and new circlip.
Mainshaft and layshaft
148.
Measure and adjust the mainshaft and layshaft
end-float as necessary. Remove the layshaft
support platc from the front o f the gearbox.
Part
No.
Thickness Part No.
Thickness
1
1
FR C43
5 5
149. When
mainshaft end-float care must
be taken when checking the dial gauge readings
ensure that the end-float only, as distinct from side
movement, is recorded.
To
overcome the difficulty
in
differentiating
end-float and side movement,
wrap approximately ten tums of masking tape around
the plain portion
of the input shaft below the splines.
Ascertain that the rise and faii of the input
shaft is not
restricted by the tape.
150. Place a mainshaft and layshaft spacer
of
nominal
thickness 1.02
o n the mainshaft and layshaft
bearing tracks,
fit
the front cover and gasket tighten
bolts and spring washers to the specified torque.
151. Invert the gearbox on the stand. Rotate the mainshaft
to correctly seat the bearing.
13