Infiniti QX56 (JA60). Manual - part 161
BRM-38
< SERVICE INFORMATION >
BODY REPAIR
Precaution in Repairing High Strength Steel
INFOID:0000000005147339
High strength steel is used for body panels in order to reduce vehicle weight.
Accordingly, precautions in repairing automotive bodies made of high strength steel are described below:
High strength steel (hss) used in nissan vehicles
SP130 is the most commonly used HSS.
SP150 HSS is used only on parts that require much more strength.
Read the following precautions when repairing HSS:
1. Additional points to consider
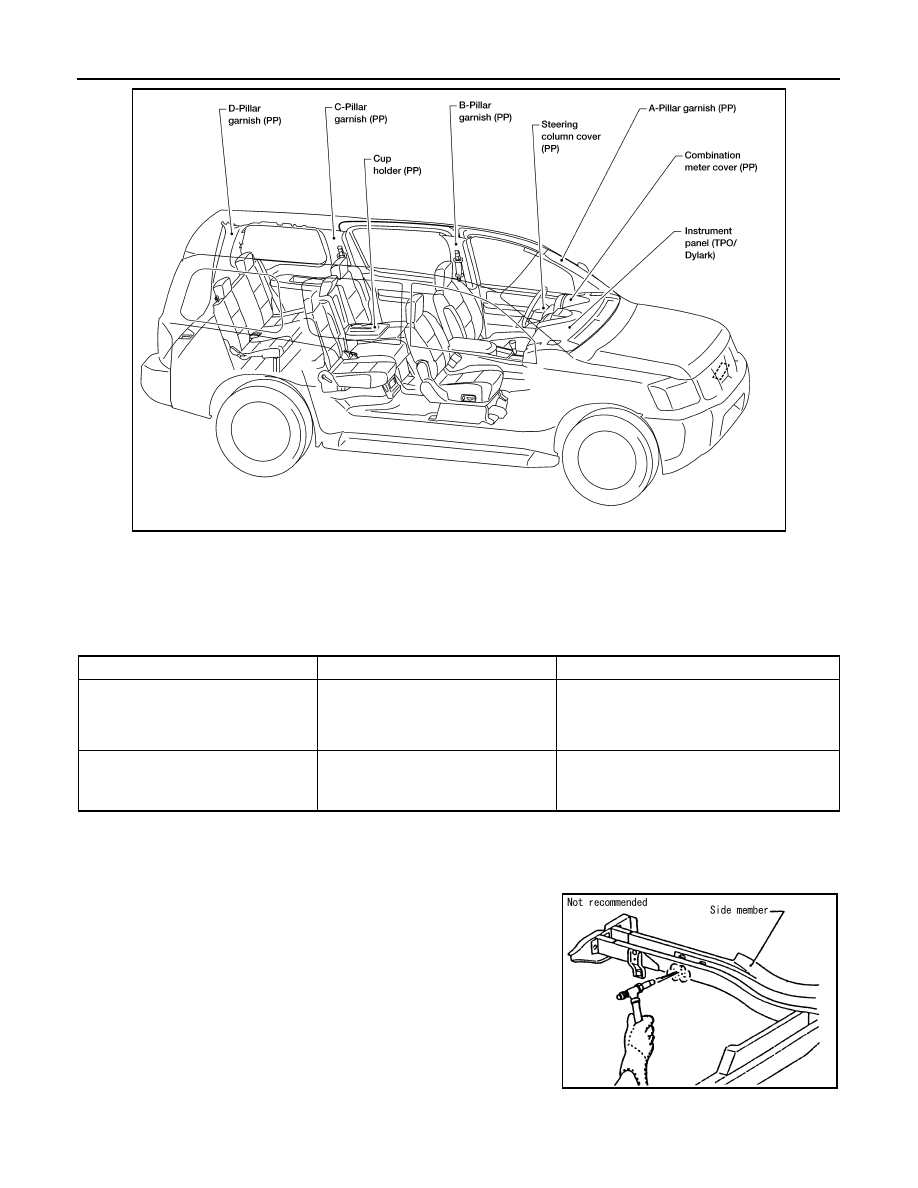
• The repair of reinforcements (such as side members) by heat-
ing is not recommended since it may weaken the component.
When heating is unavoidable, do not heat HSS parts above
550
°C (1,022°F).
Verify heating temperature with a thermometer.
(Crayon-type and other similar type thermometer are appropri-
ate.)
LIIA1061E
Tensile strength
Nissan/Infiniti designation
Major applicable parts
373 N/mm
2
(38kg/mm
2
,54klb/sq in)
SP130
• Front inner pillar upper
• Front pillar hinge brace
• Outer front pillar reinforcement
• Other reinforcements
785-981 N/mm
2
(80-100kg/mm
2
114-142klb/sq in)
SP150
• Outer sill reinforcement
• Main back pillar
PIIA0115E