Infiniti Q45 (FY33). Manual - part 419
SEM938C
SEM008A
2.
If it exceeds the limit, check valve to valve guide clearance.
a.
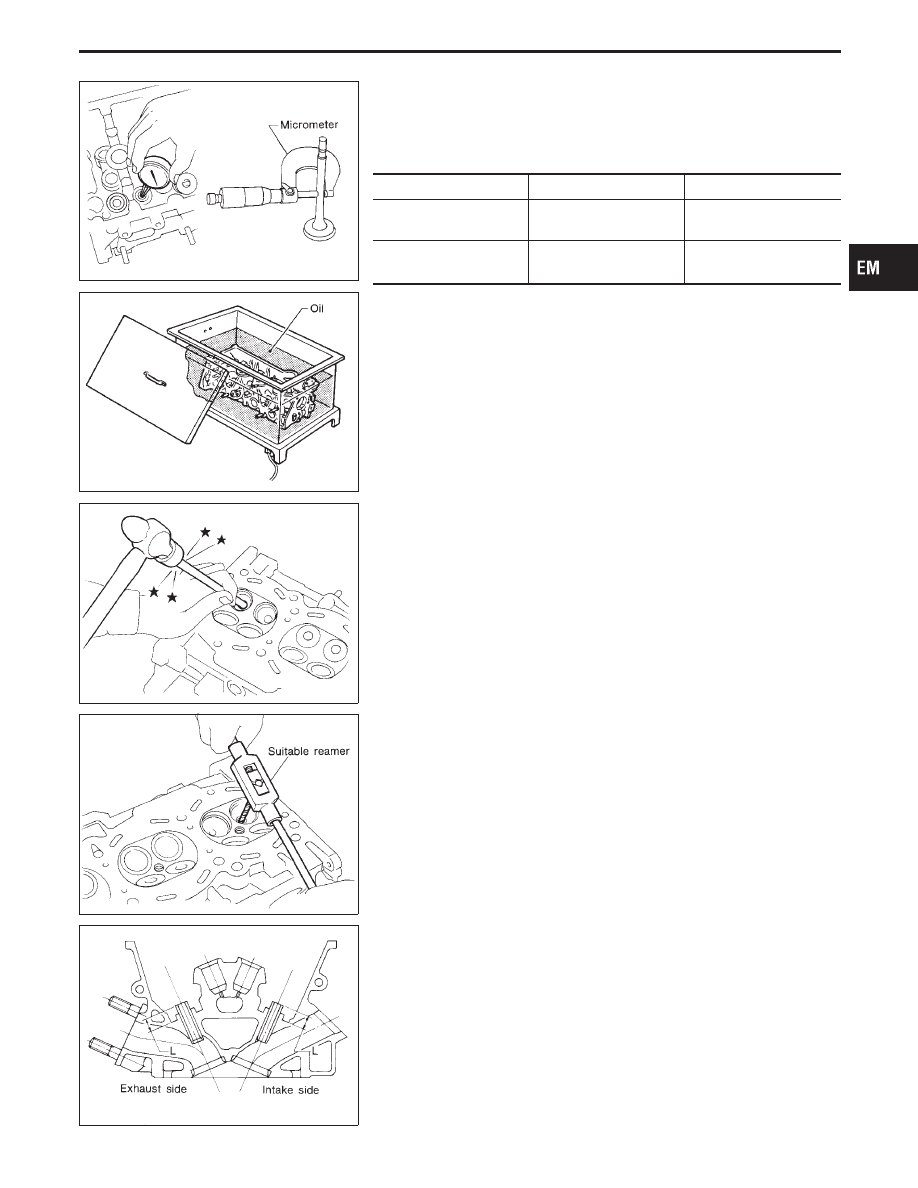
Measure valve stem diameter and valve guide inner diameter.
b.
Check that clearance is within specification.
Valve to valve guide clearance:
Unit: mm (in)
Standard
Limit
Intake
0.029 - 0.052
(0.0011 - 0.0020)
0.086 (0.0034)
Exhaust
0.035 - 0.051
(0.0014 - 0.0020)
0.092 (0.0036)
c.
If it exceeds the limit, replace valve or valve guide.
VALVE GUIDE REPLACEMENT
1.
To remove valve guide, heat cylinder head to 110 to 130°C
(230 to 266°F).
SEM931C
2.
Drive out valve guide with a press [under a 20 kN (2 ton, 2.2
US ton, 2.0 Imp ton) pressure] or hammer and suitable tool.
SEM932C
3.
Ream cylinder head valve guide hole.
Valve guide hole diameter
(for service parts):
Intake
11.175 - 11.196 mm (0.4400 - 0.4408 in)
Exhaust
12.175 - 12.196 mm (0.4793 - 0.4802 in)
SEM933C
4.
Heat cylinder head to 110 to 130°C (230 to 266°F) and press
service valve guide onto cylinder head.
Projection “L”:
17.15 - 17.35 mm (0.6725 - 0.6831 in)
GI
MA
LC
EC
FE
AT
PD
FA
RA
BR
ST
RS
BT
HA
EL
IDX
CYLINDER HEAD
Inspection (Cont’d)
EM-37