Infiniti M35/M45 Y50. Manual - part 769
FRONT FINAL DRIVE ASSEMBLY
FFD-23
C
E
F
G
H
I
J
K
L
M
A
B
FFD
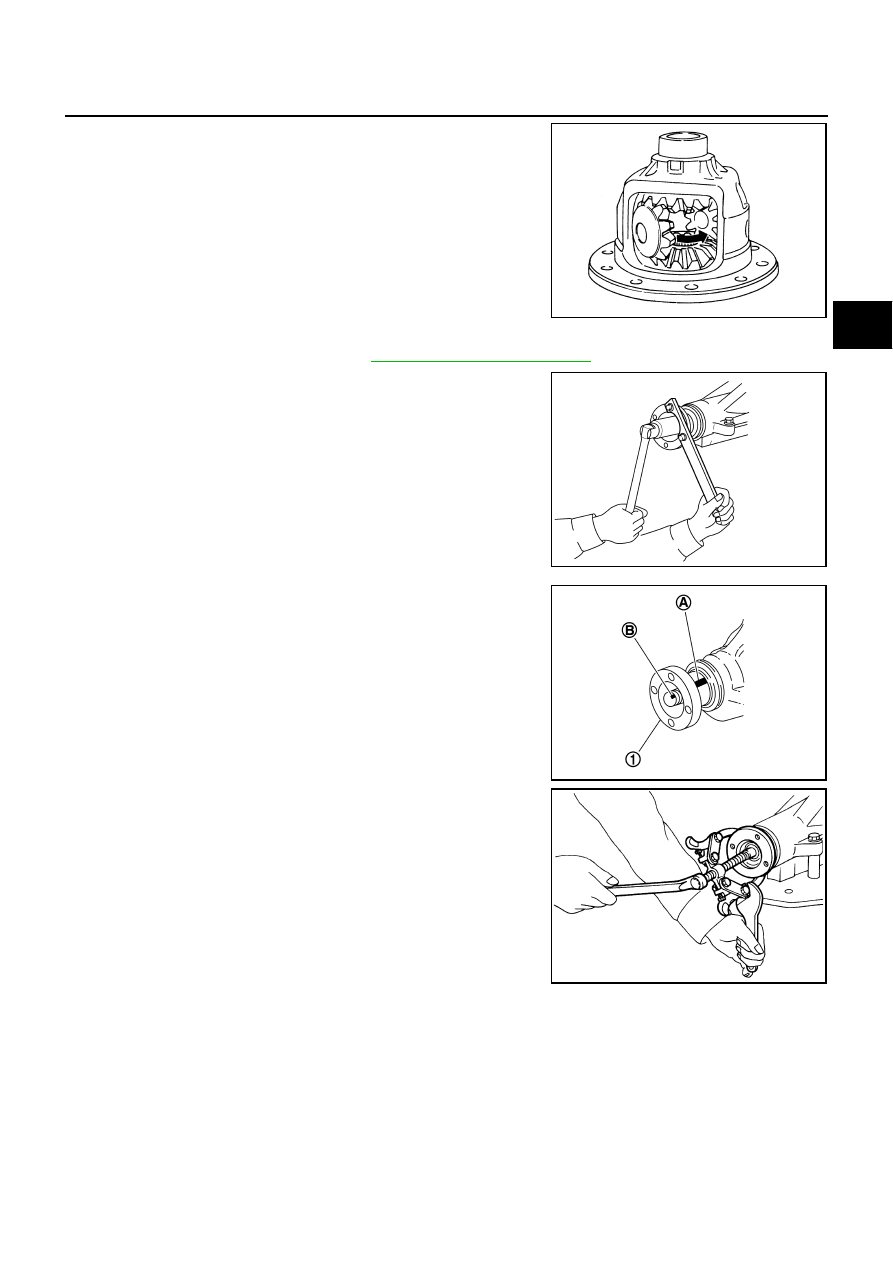
19. Turn pinion mate gear, then remove pinion mate gears, pinion
mate thrust washers, side gears and side gear thrust washers
from differential case.
Drive Pinion Assembly
1.
Remove differential assembly. Refer to
FFD-20, "Differential Assembly"
2.
Remove drive pinion lock nut with a flange wrench.
3.
Put matching mark (B) on the end of drive pinion. The matching
mark should be in line with the matching mark (A) on companion
flange (1).
CAUTION:
For matching mark, use paint. Do not damage companion
flange and drive pinion.
NOTE:
The matching mark (A) on the final drive companion flange (1)
indicates the maximum vertical runout position.
When replacing companion flange, matching mark is not neces-
sary.
4.
Remove companion flange using the suitable puller.
SDIA0032J
PDIA0798J
PDIA0799J
SDIA1132E