Infiniti FX35, FX50 (S51). Manual - part 992
EM-268
< UNIT DISASSEMBLY AND ASSEMBLY >
[VK50VE]
CYLINDER BLOCK
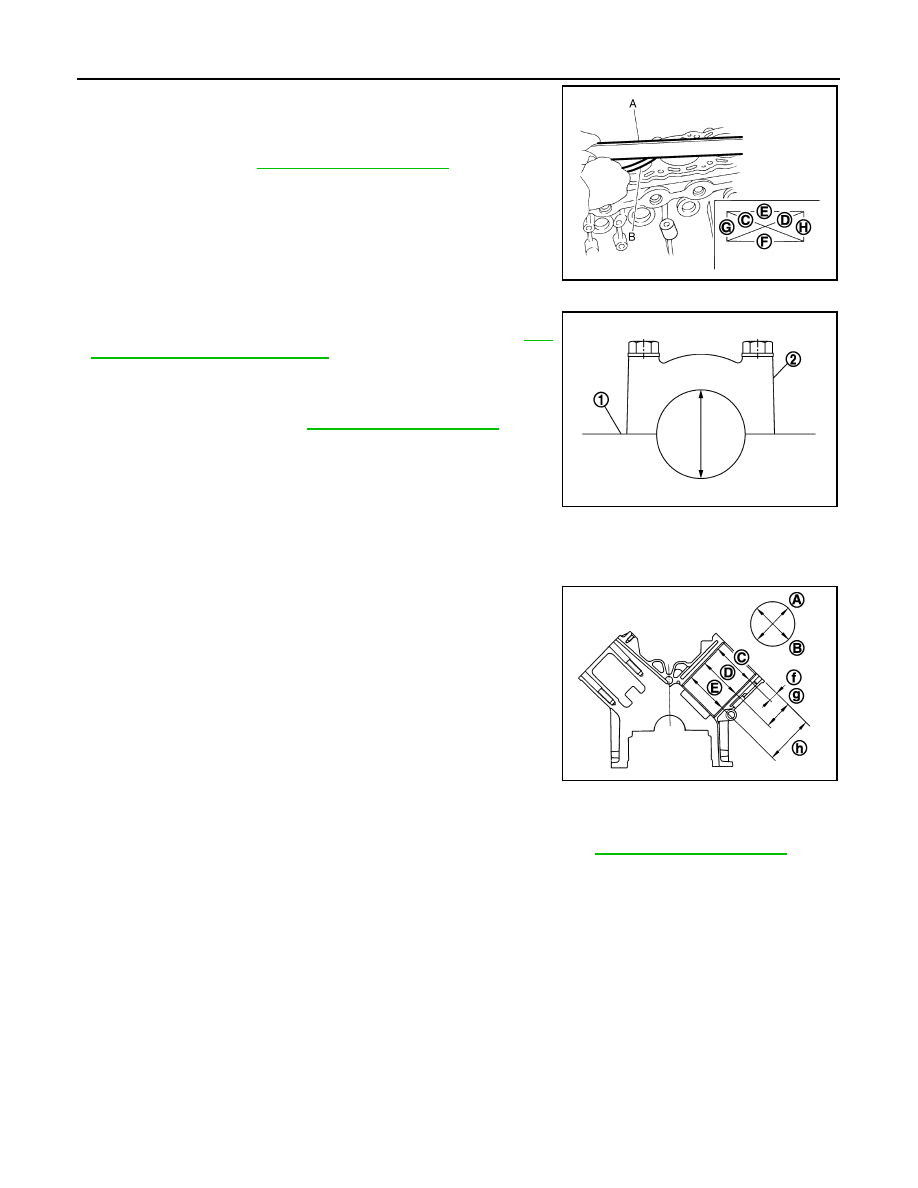
• Measure the distortion on the cylinder block upper face at some
different points in six directions (C, D, E, F, G and H) with a
straightedge (A) and a feeler gauge (B).
• If it exceeds the limit, replace cylinder block.
MAIN BEARING HOUSING INNER DIAMETER
• Install main bearing cap (2) without installing main bearings, and
tighten main bearing cap bolts to the specified torque. Refer to
256, "Disassembly and Assembly"
for the tightening procedure.
• Measure the inner diameter of main bearing housing with a bore
gauge.
• If out of the standard, replace cylinder block (1) and main bearing
cap as assembly.
NOTE:
Cylinder block cannot be replaced as a single part, because it is
machined together with main bearing cap.
PISTON TO CYLINDER BORE CLEARANCE
Cylinder Bore inner Diameter
• Using a bore gauge, measure cylinder bore for wear, out-of-round
and taper at six different points on each cylinder. [(A) and (B) direc-
tions at (C), (D) and (E)] is in longitudinal direction of engine.
• If the measured value exceeds the limit, or if there are scratches and/or seizure on the cylinder inner wall,
hone or re-bore the inner wall.
• Oversize piston is provided. When using oversize piston, re-bore cylinder so that the clearance of the piston-
to-cylinder bore satisfies the standard.
CAUTION:
When using oversize piston, use oversize pistons for all cylinders with oversize piston rings.
Piston Skirt Diameter
Limit
: Refer to
JPBIA0224ZZ
Standard
: Refer to
JPBIA0225ZZ
f
: 10 mm (0.39 in)
g
: 60 mm (2.36 in)
h
: 120 mm (4.72 in)
JPBIA2279ZZ
Wear limit:
Refer to
.
Out-of-round (Difference between “A” and “B”):
Taper limit (Difference between “C” and “E”):
Oversize (O/S)
: 0.2 mm (0.008 in)