Infiniti FX35, FX50 (S51). Manual - part 958
EM-132
< UNIT DISASSEMBLY AND ASSEMBLY >
[VQ35HR]
CYLINDER BLOCK
• When any cylinder needs boring, all other cylinders must also be bored.
• Do not cut too much out of cylinder bore at a time. Cut only 0.05 mm (0.0020 in) or so in diameter at a
time.
4.
Hone cylinders to obtain the specified piston to cylinder bore clearance.
5.
Measure finished cylinder bore for the out-of-round and taper.
NOTE:
Measurement should be done after cylinder bore cools down.
CRANKSHAFT MAIN JOURNAL DIAMETER
• Measure the outer diameter of crankshaft main journals with a micrometer.
• If out of the standard, measure the main bearing oil clearance. Then use undersize bearing. Refer to
.
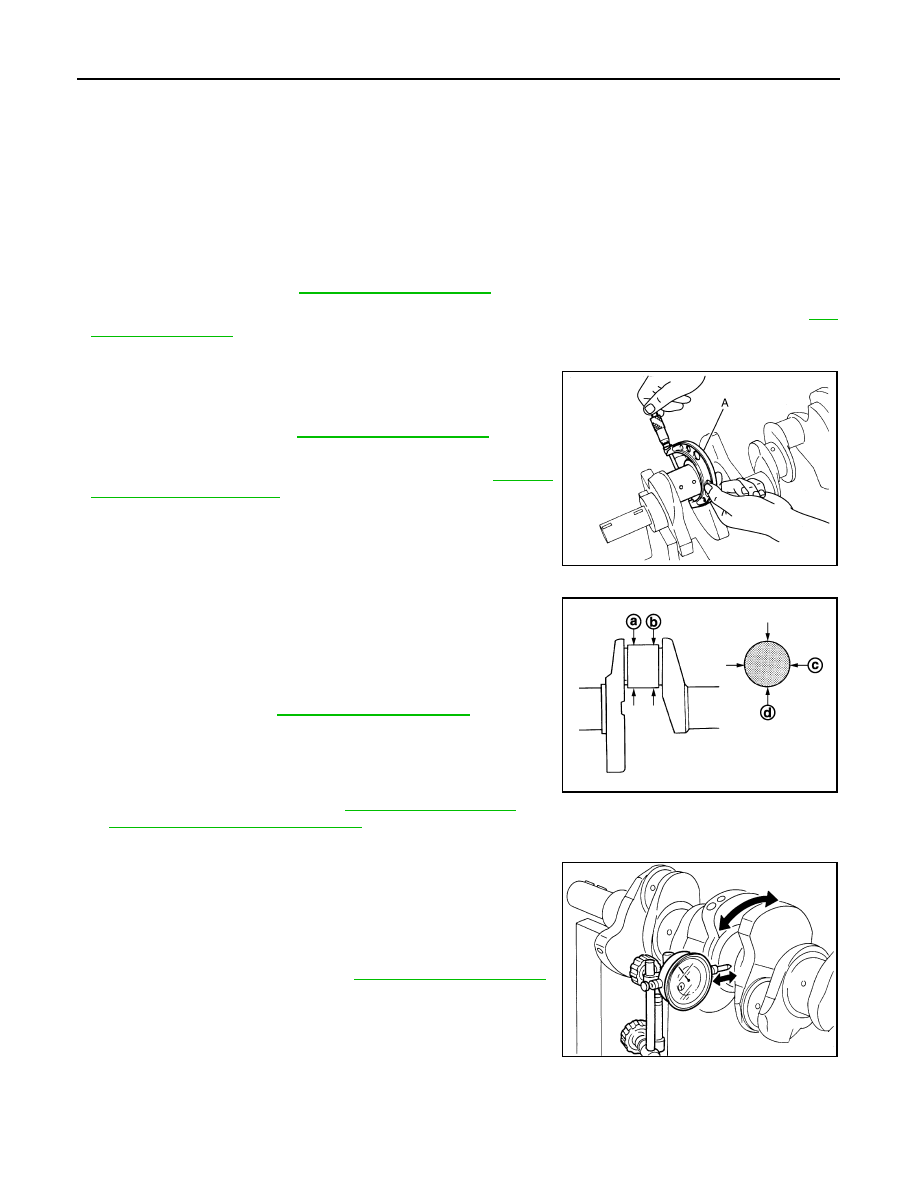
CRANKSHAFT PIN JOURNAL DIAMETER
• Measure the outer diameter of crankshaft pin journal with a
micrometer (A).
• If out of the standard, measure the connecting rod bearing oil
clearance. Then use undersize bearing. Refer to
.
CRANKSHAFT OUT-OF-ROUND AND TAPER
• Measure the dimensions at four different points as shown in the
figure on each main journal and pin journal with a micrometer.
• Out-of-round is indicated by the difference in the dimensions
between (d) and (c) at (a) and (b).
• Taper is indicated by the difference in the dimensions between.
• If the measured value exceeds the limit, correct or replace crank-
shaft.
• If corrected, measure the bearing oil clearance of the corrected
main journal and/or pin journal. Then select the main bearing and/
or connecting rod bearing. Refer to
and/
EM-137, "Connecting Rod Bearing"
.
CRANKSHAFT RUNOUT
• Place V-block on precise flat table, and support the journals on the
both end of crankshaft.
• Place a dial indicator straight up on the No. 3 journal.
• While rotating crankshaft, read the movement of the pointer on a
dial indicator. (Total indicator reading)
• If it exceeds the limit, replace crankshaft.
CONNECTING ROD BEARING OIL CLEARANCE
Method by Calculation
Standard
: Refer to
Standard
: Refer to
JPBIA0228ZZ
Limit
: Refer to
JPBIA0229ZZ
Standard and limit
: Refer to
.
SEM346D