Infiniti FX35, FX50 (S51). Manual - part 955
EM-120
< UNIT DISASSEMBLY AND ASSEMBLY >
[VQ35HR]
CYLINDER BLOCK
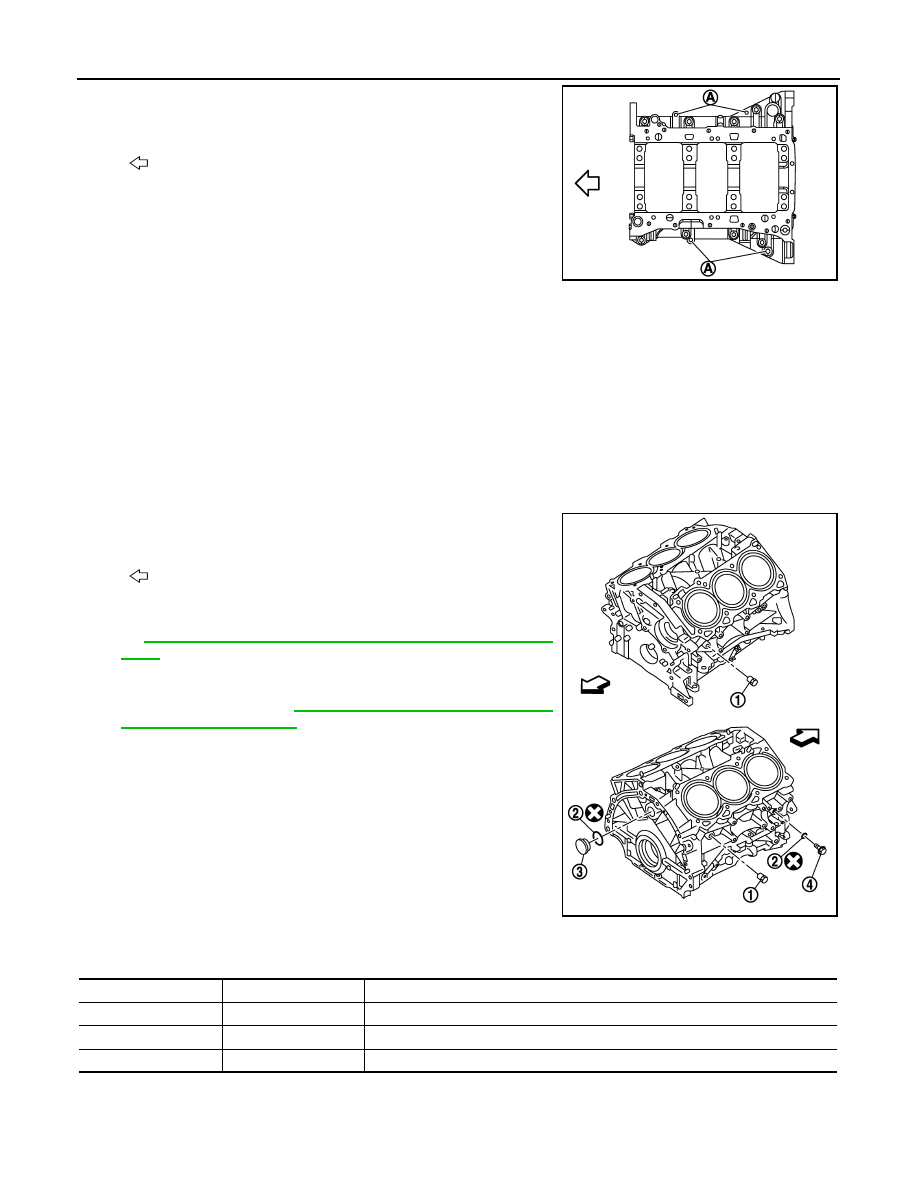
Screw M8 bolt [pitch: 1.25 mm (0.0492 in) length: approximately
50 mm (1.97 in)] into bolt holes (A). Then equally tighten each
bolt, and remove lower cylinder block.
CAUTION:
• Be careful not to damage the mounting surfaces.
• Never tighten bolts too much.
• Never insert screw driver, this will damage the mating sur-
face.
10. Remove crankshaft.
11. Pull rear oil seal out from rear end of crankshaft.
12. Remove main bearings and thrust bearings from cylinder block and lower cylinder block.
CAUTION:
• Be careful not to drop main bearing, and to scratch the surface.
• Identify installation positions, and store them without mixing them up.
13. Remove oil jet.
ASSEMBLY
1.
Fully air-blow engine coolant and engine oil passages in cylinder block, cylinder bore and crankcase to
remove any foreign material.
CAUTION:
Use a goggles to protect your eye.
2.
Install each plug to cylinder block as shown in the figure.
• Apply sealant to the thread of water drain plugs (1), (4).
Use Genuine RTV Silicone Sealant or an equivalent. Refer
to
GI-16, "Recommended Chemical Products and Seal-
.
• Apply sealant to the thread of plugs.
Use Genuine high strength thread locking sealant or an
equivalent. Refer to
• Replace washers (2) with new one.
• Tighten each plug as specified below.
3.
Install oil jet.
: Engine front
JPBIA0414ZZ
3
: Plug
: Engine front
JPBIA0191ZZ
Part
Washer
Tightening torque
1
No
19.6 N·m (2.0 kg-m, 14 ft-lb)
3
Yes
78.0 N·m (8.0 kg-m, 58 ft-lb)
4
Yes
12.3 N·m (1.3 kg-m, 9 ft-lb)