7.2
Ремонт крышек люков грузовых полувагонов
7.2.1 При проведении капитального ремонта полувагонов все крышки люков снимают, осматривают и заменяют на новые или восстановленные до чертежных размеров.
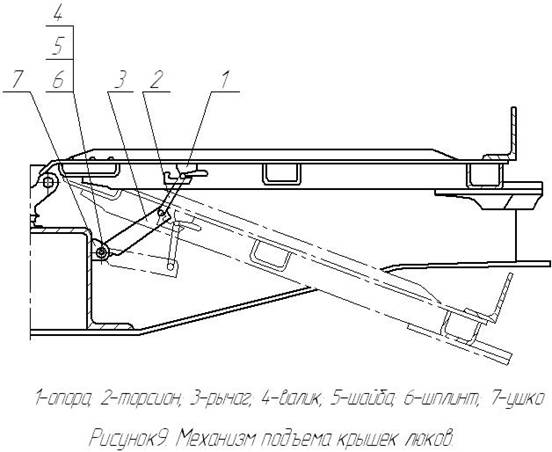
7.2.2 Торсионы осматривают, неисправности в них устраняют, с трещинами, изломами заменяют новыми, трущиеся поверхности смазывают.
Механизмы для облегчения подъема крышек люков торсионно-рычажного
типа согласно рисунка 9 разбирают,
детали осматривают, поврежденные ремонтируют
или заменяют новыми, отсутствующие восстанавливают. Суммарный
износ в шарнирных соединениях рычагов не должен превышать
7.2.3 При постановке на грузовой вагон торсион должен соответствовать чертежным размерам.
7.2.4 Место установки ушка опоры у хребтовой балки
тщательно осматривают.
При наличии трещин в сварном шве разделывают до основного металла
и заваривают. При выработке металла хребтовой балки на месте установки
петли разрешается приваривать по всему периметру вставку толщиной
7.2.5 При ремонте механизма закрывания крышек люков согласно рисунка 10, детали независимо от технического состояния снимают и тщательно проверяют. Изношенные детали запорного механизма восстанавливают наплавкой до чертежных размеров. Стопорение болтов с гайками запорных механизмов крышек люков производится заваркой дуговой сваркой катетом 3мм длиной сварного шва от 5 до 10мм. Способ сварки полуавтоматический или ручной. Скобы запорных механизмов, установленные на заклепках, при необходимости восстановления изношенных отверстий до чертежных размеров снимают с вагона. Местные зазоры между крышкой люка и плоскостью ее прилегания допускаются не более 4мм. Для устранения зазоров более 4мм, разрешается приварка не более одной планки на запорных угольниках крышек люков толщиной не более 12мм, шириной 50мм, длиной от 60 до 100мм и наложением бокового и торцового сварных швов. Допускается ремонт без демонтажа сваркой подрезы скобы запорного механизма длиной до 20мм, глубиной до 3мм с последующей механической зачисткой сварного шва до уровня основного металла.
Вновь изготовленные запорные секторы и закидки должны быть стальные, литые или цельноштампованные.
7.2.6 В
закрытом положении запорного механизма с подпружиненными секторами черт.
132.01.45.006-1 и 132.01.45.007-1 (рисунок 10) на каждой крышке люка
допускается суммарный зазор В между закидками 1 и кронштейнами 13 крышки
люка до 6мм, при этом минимальная величина захода Г кронштейна на
закидку должна быть не менее
|
|
|
|
|
|

7.3 Ремонт дверей грузовых полувагонов
7.3.1 Двери полувагонов снимают. Запоры дверей с изломами или трещинами заменяют новыми.
Каркас створок дверей полувагонов, имеющий изгибы элементов более 10мм выправляют. Допускается устранять не более одной трещины в каждом из элементов обвязки двери: стойках, верхней и нижней обвязках.
7.3.2 Двери полувагонов ремонтируют правкой и
сваркой. Листы обшивки торцовых дверей, имеющие пробоины или сквозные
поражения коррозией, ремонтируют постановкой с внутренней стороны
накладки толщиной не менее
Местные плавные вмятины на обшивке двери глубиной не более 30мм допускается оставлять без исправления.
7.3.3 Лучевые трещины от пробоин вырезают, затем устанавливают накладки с обваркой по периметру с двух сторон.
7.3.4 Трещины длиной до 100мм на металлической обшивке створки двери разрешается устранять без постановки усиливающих накладок. Трещины длиной от 100 до 500мм заваривают с постановкой усиливающих накладок. На двери допускается приварка двух таких накладок, по одной на каждой створке.
7.3.5 Площадь
накладки не должна превышать
7.3.6 Сварные швы, соединяющие листы обшивки с каркасом дверей, имеющие, отрывы, подрезы или другие дефекты, восстанавливают. При отрыве сварных точек дефектное место ремонтируют электросваркой.
7.3.7 Крепление дверей и валиков должно соответствовать чертежам завода изготовителя. Валики должны иметь предохранительные скобы для предотвращения выпадения их при разгрузке полувагонов на вагоноопрокидывателе.
7.3.8 Допускается при отсутствии дверей на полувагоне, по согласованию с собственником вагона, заменять их торцевой стеной с двух сторон по проекту РП 555 ПКБ ЦВ «Заглушка торцевых дверей 4-х осных полувагонов» или по другим проектам, утвержденных железнодорожной администрацией и согласованных комиссией Совета полномочных специалистов вагонного хозяйства, а также при наличии одного из следующих дефектов:
-суммарное уширение боковых стен по угловым стойкам более 30мм от предельных чертежных размеров;
-неисправности двери, требующие замены ее на новую;
-излом обвязки дверей.
7.3.9 После установки двери на полувагон местные зазоры между нижней обвязкой двери и порогом вагона допускаются не более 5мм. При закрытом положении двери сплошной или клиновой зазор в местах прилегания угольника петель к угловым стойкам снаружи вагона должен быть не более 15мм.
7.4 Ремонт торцевых стен грузовых полувагонов
7.4.1 Торцевую стену согласно рисунка 11 осматривают на наличие дефектов. Трещины в сварных швах разделывают и заваривают независимо от длины по ГОСТ 5264.
7.4.2 Разрешается
заварка трещин, изломов верхних и нижних обвязок с последующим усилением
односторонними накладками при условии, что количество поперечных трещин,
изломов не более четырех, а продольных трещин – не более трех, длиной не
более
При длине трещин более
7.4.3 Трещины в верхней и нижней обвязках, поясах, стойках, швеллерах разделывают, заваривают, зачищают до основного металла. Трещины перекрывают накладкой и обваривают по периметру сплошным швом.
7.4.4 Пробоины
в обшивке вырезают, острые кромки обрабатывают и ремонтируют сваркой с
постановкой накладки с внутренней стороны, которая должна перекрывать
пробоину не менее
7.4.5 Прогиб
верхней обвязки без усиления устраняют правкой. Допускается
оставлять без ремонта прогиб не более 10мм на 1м длины верхней обвязки.
При одновременном изгибе верхней и нижней обвязок стены не более
7.4.6 Нижнюю обвязку, имеющую коррозионные повреждения более 1/3 толщины элемента ремонтируют сваркой с последующим усилением мест односторонними накладками, перекрывающими места повреждения на 50мм на сторону.
Лучевые трещины вырезают и устанавливают накладку с внутренней стороны, перекрывающую дефектное место не менее 30мм и обваривают по периметру сплошным швом.

7.4.7 Коррозионные повреждения глубиной более 30% толщины листа и на площади более 30% площади листа ремонтируют путем вырезки дефектного места и постановкой вставки с приваркой ее к поясам и к верхней или нижней обвязке.
Заварку производить двухсторонним швом с катетом
Местные плавные вмятины глубиной не более 30мм на площади менее 30% листа обшивки допускается оставлять без исправления.
7.4.8 Полная замена обшивки торцевой стены производится:
-при наличии более двух трещин, суммарной длины более 1000мм;
-при
наличии вмятин глубиной более
- при коррозионных повреждениях глубиной более 1мм на площади более 30% листа;
- при наличии пробоин, суммарная площадь которых более 0,5м².
7.5 Ремонт пола грузовых полувагонов
7.5.1 Местные
вмятины или прогибы металлического пола, глубиной более
7.5.2 Трещины
в металлическом полу полувагонов заваривают с постановкой усиливающих
накладок с внутренней стороны вагона и приваркой их по периметру.
Допускается использовать одну накладку, площадь которой
не должна превышать
7.5.3 Пробоины
в металлическом полу устраняют постановкой накладок с внутренней
стороны вагона и обваркой их по периметру. Допускается для нескольких
пробоин использовать одну накладку, площадь которой не должна превышать
Коррозионные
повреждения пола допускаются не более 50% толщины листа. При большем
повреждении на площади не более
7.5.4 На полувагонах производится:
-заварка трещин длиной не более
-приварка накладок при условии, что площадь каждой накладки не более 0,3м2, а расстояние между ними не менее 1м;
-вварка листов пола при полной или частичной замене:
-вварка вставок площадью не более 1м2.
7.5.5 При ремонте на одной секции пола разрешается устанавливать не более двух накладок. Погнутую отбортовку лотка сливного люка у полувагонов с глухим кузовом выправляют, трещины, пробоины заваривают.