Saturn Transmission. Manual - part 15
installer kit number is SA9143T. It consists of:
SA9144T-1 - The re-sizer
SA9144T-2 - Long expander
SA9144T-3 - Medium expander
SA9144T-4 - Short expander
20. After the rings are installed, use the seal sizer by
rotating the tool and pushing lightly onto one seal
at a time until all three rings have been re-sized
(See Figure 129).
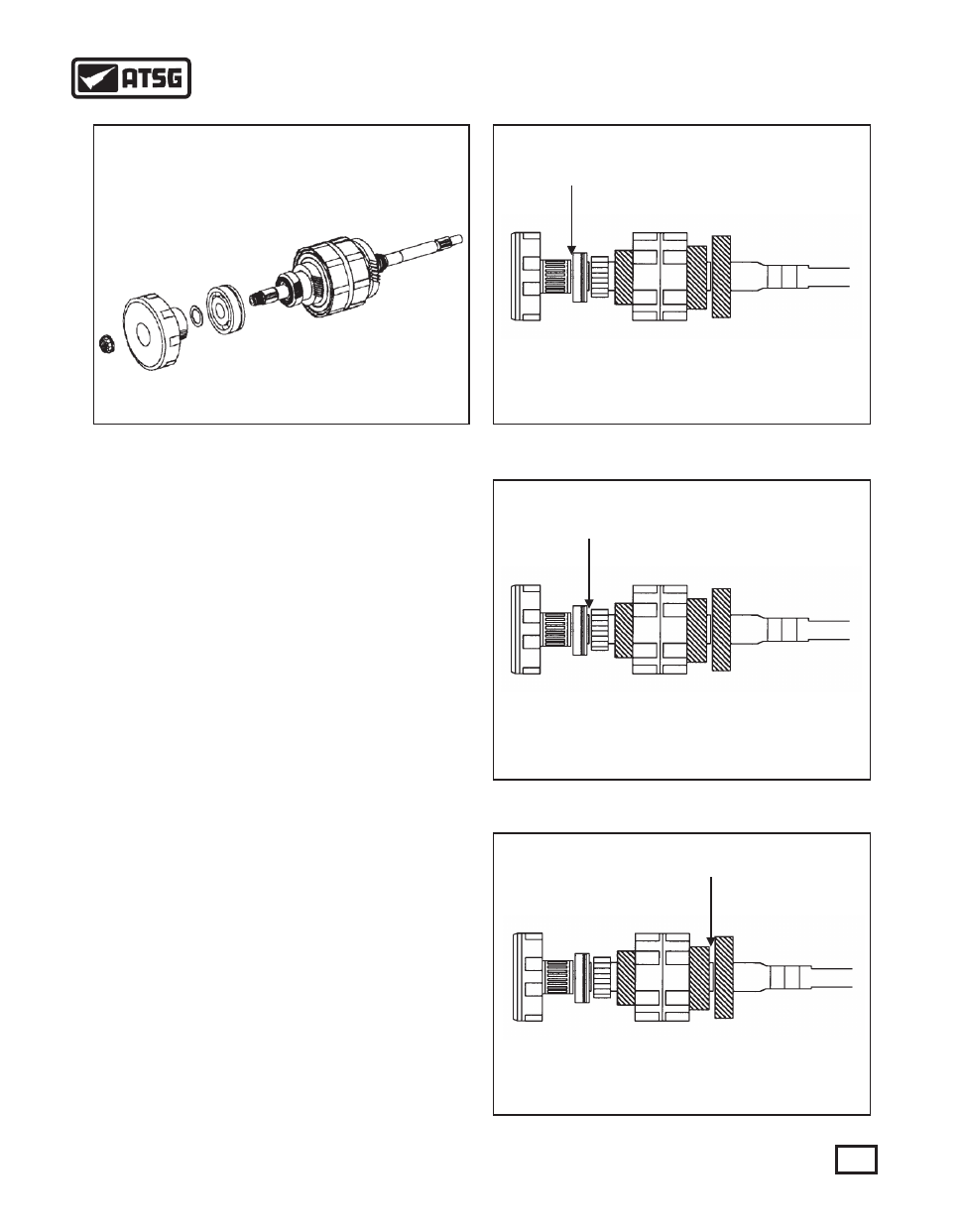
21. Install the input shaft bearing, 1st drive gear to
case thrust washer and 1st clutch housing assembly
onto the input shaft (See Figure 130).
22. Torque the end nut to 150 N m (111 ft lbs).
23. Using a feeler gauge, check the clearance between
the 1st drive gear and case bearing (See Figure
131). The clearance should be:
0.075 mm - 0.425 mm or
0.003 in. - 0.017 in.
24. Using a feeler gauge, check the clearance between
the 2nd/Rev drive gear and the 2nd/Rev thrust
bearing (See Figure 132). The clearance should
be:
0.032 mm - 0.144 mm or
0.001 in. - 0.006 in.
25. Using a feeler gauge, check the clearance between
the 4th drive gear and the 3/4 drive gear thrust
bearing (See Figure 133). The clearance should be:
0.057 mm - 0.219 mm or
0.002 in. - 0.009 in.
IMPORTANT: There are no selective washers to
adjust end play. If clearance is not within
specifications, there is either a misassembly
problem or worn parts.
26. Remove the first clutch drum assembly and case
bearing and set aside for later transaxle
reassembly.
Figure 130
Figure 131
Figure 132
Figure 133
63
AUTOMATIC TRANSMISSION SERVICE GROUP
Technical Service Information