содержание .. 9 10 11 12 13 14 15 16 17 18 19 20 ..
ТРАКТОР ДТ-20. ПОРЯДОК ЗАМЕНЫ ДЕТАЛЕЙ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА ДВИГАТЕЛЯ Д-20 - ЧАСТЬ 2
Сборка основных деталей кривошипно-шатунного
механизма. Коленчатый вал 1 (рис. 18) устанавливают в картер
двигателя в сборе с коренными шариковыми подшипниками 4 и корпусом 6
заднего подшипника. При монтаже вала пользуются прессом. Вал монтируют
при горизонтальном положении оси цилиндра картера. Передний шариковый
подшипник 4 должен либо находиться заподлицо с передней стенкой картера,
либо несколько утопать по отношению к ней. Выступание подшипника не
допускается, так как при нагреве и удлинении коленчатого вала подшипник
может упереться в крышку масляного насоса и сорвать насос с картера.
Гильзу устанавливают в картер после того, как к ней подобран поршень
соответствующей размерной группы и щупом проверен зазор между гильзой и
поршнем. До постановки резинового уплотнительного кольца вставляют
гильзу в картер и убеждаются в легкости ее проворачивания в нем. После
этого гильзу вынимают и в кольцевую проточку картера вначале
устанавливают резиновое кольцо, предварительно смазанное белилами, а
затем вновь монтируют гильзу. Канавку под кольцо следует предварительно
тщательно очистить от пригоревших белил, накипи и грязи.
Установив гильзу, проверяют выступание ее бурта над верхней плоскостью
картера, которое должно быть 0,08—0,225 мм. Это необходимо для лучшего
уплотнения прокладки, устанавливаемой между головкой и картером, и тем
самым избежания случаев прорыва газов из цилиндра.
Если между нижним торцом бурта гильзы и расточкой в картере попала грязь
или эти поверхности имеют заусенцы, забоины и другие дефекты, то при
установке и затяжке головки гильза недопустимо деформируется. Это может
привести к задирам поршня и повышенному расходу картерного масла,
вследствие неплотного прилегания компрессионных колец к внутренней
поверхности гильзы. То же явление можно наблюдать при неравномерной
затяжке шпилек крепления головки. Поэтому при затянутой головке цилиндра
проверяют овальность гильзы. Для этого на картер устанавливают либо
специальную головку с отверстием для прохода индикатора-нутромера, либо
обычную головку и проводят замеры через нижнюю часть картера. При этом
гайки крепления головки затягивают равномерно.
При затянутой головке овальность гильзы не должна превышать 0,03 мм. На
участке гильзы не ниже 18 мм от верхнего торца и не выше 60 мм от
нижнего торца допускается овальность и конусность до 0,05 мм.
Поршень, подобранный к гильзе, нагревают до температуры 120— 150° в
специальной печи или в масляной ванне, после чего соединяют его с
шатуном 12 при помощи поршневого пальца 13. Предварительно палец
подбирают по диаметру расточки в бобышках. В отверстия бобышек нагретого
поршня он должен опуститься под действием собственного веса.
После установки пальца в кольцевые канавки ставят стопорные пружинные
кольца 14. При помощи тонких металлических пластин, располагаемых по
образующей, на поршень надевают маслосъемные 15 и компрессионные 16
кольца. Компрессионные кольца монтируют проточкой вверх. Установленные
на поршень кольца должны под действием собственного веса опуститься на
всю глубину канавок, если поршень расположить горизонтально и вращать
вокруг своей оси.
Замки колец следует расположить через 120° один
относительно другого. Запрещается помещать замки колец против отверстий
под поршневой палец.
Шатунные вкладыши 5 подбирают соответственно стандарту шатунной шейки
коленчатого вала. Обозначение стандарта шейки набито на противовесе
вала. Затем вкладыши устанавливают в постель шатуна, тщательно протерев
чистой сухой салфеткой сопрягаемые поверхности.
Перед установкой шатуна с поршнем в цилиндр также тщательно протирают
поверхности гильзы и шатунной шейки вала, а затем смазывают их чистым
дизельным маслом.
Шатун с поршнем вставляют в цилиндр через верхнюю часть гильзы с помощью
специального хомута, сжимающего поршневые кольца.
Крышку шатуна монтируют так, чтобы метки на шатуне и крышке находились с
одной стороны.
Гайки шатунных болтов затягивают с моментом 19—21 кгм. Требуемый момент
достигается, если затяжку выполнять от усилия руки ключом длиной 300 мм-
Нижняя головка шатуна после затяжки подшипника должна свободно
перемещаться от усилия руки вдоль шейки вала. Осевое перемещение шатуна
на шейке у нового двигателя составляет 0,2—0,8 мм.
Не допускается установка на двигатель шатунных болтов с изношенной
резьбой, а также болтов, имеющих трещины, волосовины, надрезы, забоины
на стержне. Для шплинтовки гаек шатунных болтов применять бывшие в
употреблении шплинты и заменять их проволокой категорически запрещается.
Маховик 10 монтируют после сборки механизма газораспределения. Для этого
в задний торец коленчатого вала запрессовывают два штифта, а сверленую
полость в торце вала заполняют солидолом. После посадки маховика на
штифты и шейку вала в расточки маховика устанавливают: роликовый
подшипник, дистанционное кольцо, шайбу и резиновый каркасный сальник.
Болты маховика равномерно затягивают моментом 10— 12 кгм. Это
достигается приложением полного усилия руки на плече 200 мм. Затянув и
законтрив болты, следует проверить величину биения поверхности
прилегания фрикционного диска сцепления относительно оси коленчатого
вала. Оно не должно превышать 0,4 мм на наибольшем диаметре поверхности-
После установки маховика необходимо убедиться в легкости и равномерности
проворачивания собранного шатунно-кривошипного механизма.
Переднее уплотнение коленчатого вала монтируют после установки передней
крышки двигателя. Эту операцию выполняют с исключительной тщательностью,
так как небрежная установка деталей уплотнения приводит к течи масла
из-под шкива.
Резиновый каркасный сальник запрессовывают в расточку передней крышки
двигателя специальной оправкой (рис. 28). Необходимо убедиться, что
пружинное кольцо сальника после запрессовки осталось на своем месте.
Прорезиненный войлочный пыльник в штампованной обойме предварительно
надевают на шкив 23 (рис. 18), затем шкив напрессовывают на передний
конец коленчатого вала и только тогда пыльник запрессовывают в расточку
передней крышки двигателя специальной наставкой (рис. 29). Делают это
для того, чтобы маслосгонной резьбой на конце шкива не затянуть
войлочный пыльник под каркасный сальник и тем самым не нарушить
дальнейшую работу переднего уплотнения. Шкив притягивают к коленчатому
валу каленой шайбой и специальным болтом 24 (рис- 18), головка которого
выполнена в виде храповика. Чтобы избежать протекания масла по
шпоночному пазу шкива, между храповиком и шайбой, а также между шайбой и
шкивом устанавливают прокладки.
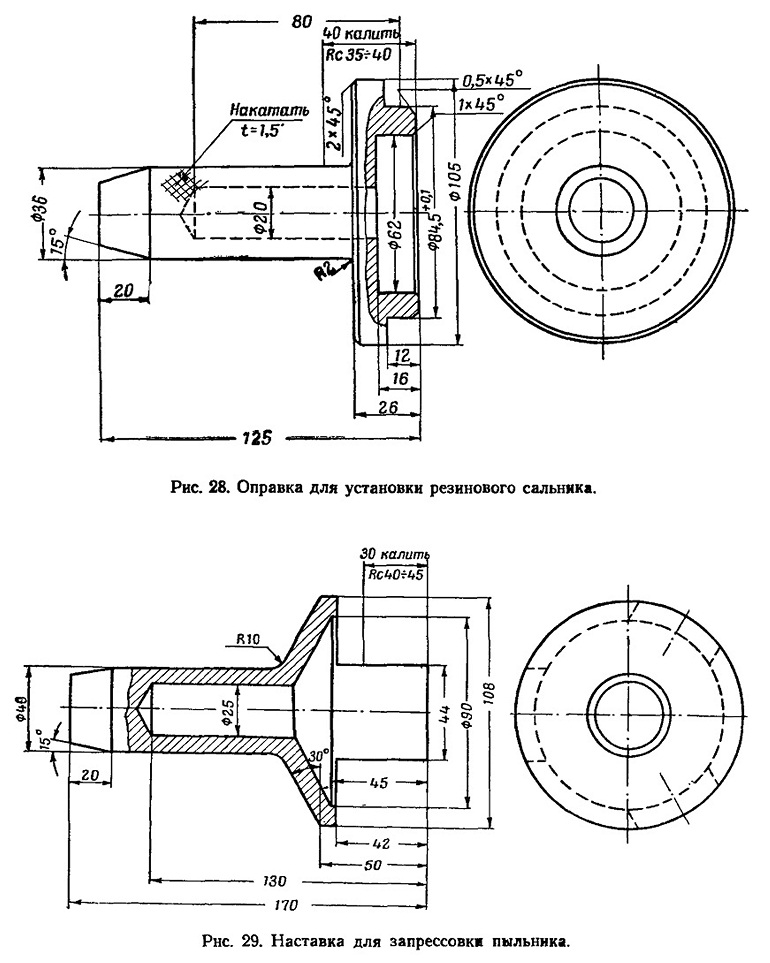
Рис. 28. Оправка для установки резинового сальника.
Рис. 29. Наставка для запрессовки пыльника.
содержание .. 9 10 11 12 13 14 15 16 17 18 19 20 ..